双向螺旋线截割头齿座组焊定位工装设计
2013-03-25 06:34许玉善
机械工程师 2013年1期
许玉善
(佳木斯煤矿机械有限公司工艺研究院,黑龙江佳木斯154003)
1 引言
随着我国制造水平的提升,掘进机采用横轴采掘形式也越来越多。横轴掘进机左右两截割头外形尺寸和齿座参数相同,但齿座螺旋排列方向相反,一个右旋另一个左旋。
掘进机核心部件截割头是组焊而成,齿座定位更是组焊前的重要工序。因齿座在圆球面上定位要约束6个参数,必须专用工装才能实现。现介绍用同一工装在两截割头上定位齿座螺旋排列方向相反,其它参数对称的设计方法。
2 截割头结构及参数说明
2.1 截割头结构
齿座双旋向截割头如图1所示。现以EBH150掘进机左旋截割头为例说明结构和参数情况。截割头是以截齿体尖为设计原点,在截割头体上根据需要布置齿座。
2.2 齿座定位参数意义解析
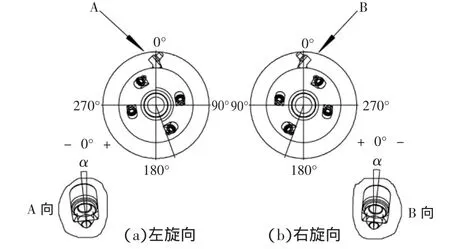
图1 齿座双旋向截割头俯视图
图2中截齿座位置参数是定位齿座所需6个参数值:(1)截齿体尖原点轴向参数Z、径向参数R、圆周参数θ。这三个参数确定了截齿体尖原点空间位置。(2)截齿体中心轴线与截割头中心轴线空间夹角β,参数β不但确定齿尖位置,还确定截齿体受力的方向,它是改变截割体的受力方向的一个要素。(3)齿座转角α,此参数是某齿座以齿尖点为中心,以齿尖与截割头中心轴线的连线(此连线的夹角即β)为轴(见图5),为改变某齿座的受力方向而转的角度。(4)齿座升角γ,它是齿尖原点作圆周运动时截割体轴线与切线方向的夹角(见图2)。
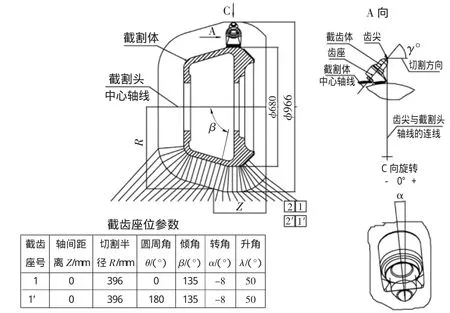
图2 EBH150左旋截割头结构及齿座位置参数表
3 工装件的组成
根据齿座参数意义用单件工装或组合件对各齿座参数分别定位约束。
3.1 工装件定位原理
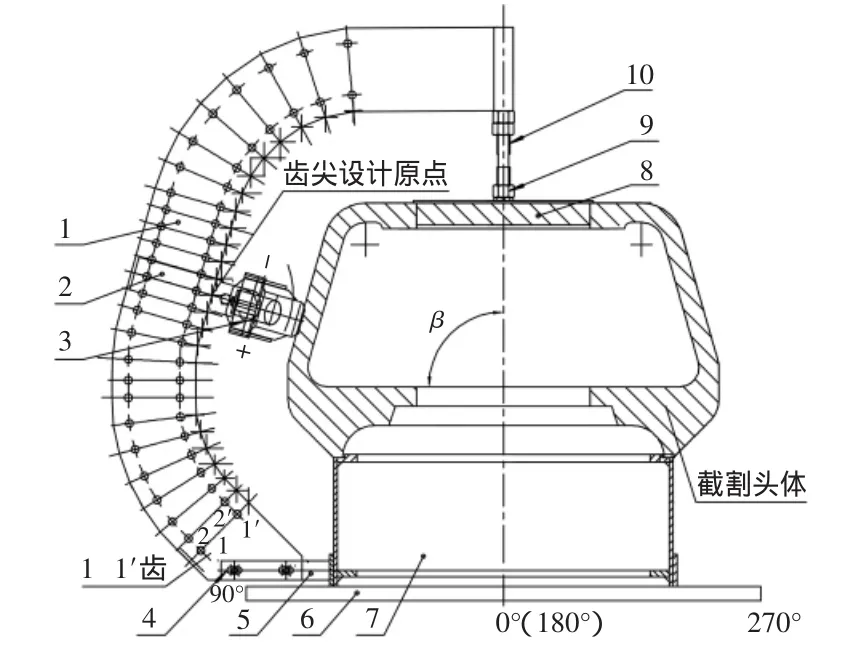
图3 截齿座组焊定位工装简图
图3是左旋截割头定位工装安装图,利用截割头体上端孔安装定位盘8,再通过支板5、轴10和螺母9将弯板1组装在截割体上,并可绕轴转动。螺母9可调整弯板高度,弯板上齿尖原点与定位组件3上齿尖原点相重合,连板2(见图4)上销轴插入弯板孔内,下端与图5定位组件相联。齿座经夹板固定后,再利用刻度盘6圆周边缘上刻度即值,初定每个齿座位置。

图4 连板简图
3.2 Z、R、θ、β参数定位约束
根据各齿体原点参数轴向Z、径向R及齿体轴线与截割头轴线夹角β值确定弯板上每对孔的位置和齿体方向,则Z、R及β参数得到定位。即弯板上每对孔中心连线与截割头中心轴线夹角即是β值。各齿原点圆周θ值是由弯板绕轴旋转在底部刻度盘圆周上刻度确定的。
3.3 α、γ参数的定位
联合几个图可看出,图4连板和图5定位组件,它们是联接弯板固定齿座并使齿座按要求转动的组合体。
图5定位组件中,轴与上端组件套相联,轴与定位轴中间由连板相联,上面装有刻度板,定位轴穿入齿座孔内,再配合夹板(左右各1)固定齿座。齿座绕定位轴转动的角即为α角,图4中的指针和图5中的刻度板即为确定α角而设,α角有“+、-”之分,可根据图纸参数要求调整。
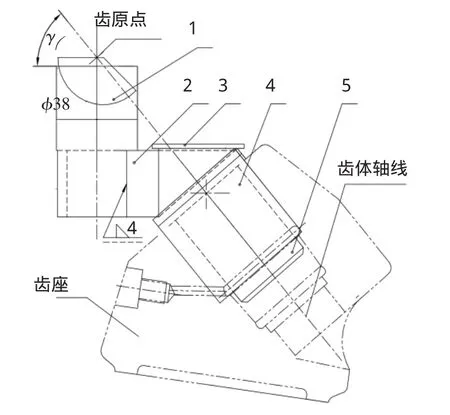
图5 定位组件简图
连板与定位轴夹角是按γ值加工而成。由此定位组件确定了α、γ两参数。
综上所述,齿座的6个要素由图3中弯板1(定位孔)确定参数Z、R、β,通过弯板1转动在刻度盘上确定参数圆周θ。另外参数α、γ由图5定位组件配合图4连板联合确定。
4 齿座螺旋方向的选择
通过工装定位约束了齿座6个基本要素,从图3、图5可看出,齿座螺旋方向是由截齿体的方向确定的,把定位组件定装在弯板前面,齿座螺旋方向呈左旋向,如图3所示。相反把定位组件旋转180°。安装在弯板后面齿座螺旋方向则呈右旋向,两截割头齿座螺旋方向相反,其它参数相同。
5 结语
通过对不同螺旋方向截割头齿座定位工装设计的阐述,6个参数均利用工装件得以准确定位约束,弯板与定位组件再用两种不同安装方式选择了齿座螺旋方向,根据需要组立左旋或右旋截割头,使用方便,一直应用于生产中。
我公司是专业生产掘进机工厂,有几十种规格,截割电机功率从55kW至350kW。近十种产品荣获国家或省科技进步奖,产量和质量在行业中名列前二位。本工装应用至今已20余年,证明截割头齿座组焊定位工装设计是成功的。
猜你喜欢
哈尔滨轴承(2021年1期)2021-07-21
装备制造技术(2020年11期)2021-01-26
防爆电机(2020年6期)2020-12-14
现代苏州(2019年16期)2019-09-27
模具制造(2019年4期)2019-06-24
语言与文化论坛(2019年3期)2019-04-13
水利科技与经济(2017年10期)2017-04-25
湖北文理学院学报(2017年2期)2017-04-16
少儿美术·书法版(2016年12期)2016-02-06
燕山大学学报(2015年4期)2015-12-25