
自保护药芯焊丝焊缝组织及性能研究
2013-03-28 05:38杨柳青王宏隋永莉尹长华赵海鸿夏培培
焊管 2013年12期
杨柳青王 宏隋永莉尹长华赵海鸿夏培培
(1.中国石油天然气管道科学研究院,廊坊065000;2.石油天然气管道工程质量监督站,廊坊065000)
0 前言
目前国内油气管线建设正处于高峰期,X70管线钢已成功用于西气东输管线的建设,X70管线钢为低C,Nb,V和Ti系合金控轧控冷钢,通过C和Mn元素的固溶强化,Nb,V和Ti微合金元素细化晶粒,形成碳化物沉淀,其微观组织主要为多边形铁素体、准多边形铁素体、粒状贝氏体、珠光体和M/A组元等[1]。自保护药芯焊丝以其优良的抗风能力、较高的焊接效率和便捷的操作方式,成功应用于X70管线现场组对焊接中[2]。现场焊接的方法是先利用纤维素焊条电弧焊或者STT气保护半自动焊进行根焊,然后再用自保护药芯焊丝半自动下向焊进行填充和盖面,完成管道的对接[3-4]。除了石油管线建设外,自保护药芯焊丝还能够广泛应用于高层建筑、海洋平台、桥梁等气体和辅助设备不容易运送到的场合,是一种节能型焊接材料。
本研究采用E71T8-Ni1J自保护药芯焊丝进行了X70管线钢管半自动焊接,通过光谱分析、金相、扫描电镜、力学性能等试验手段,研究了X70管线钢管自保护药芯焊丝焊缝不同焊层及层间热影响区的组织特征和焊缝力学性能。
1 试验材料及试验过程
母材选用国内某钢厂生产的X70管线钢管,规格为φ1 016 mm×17.5 mm。焊接材料为AWS A5.29 E71T8-Ni1J自保护药芯焊丝,焊丝直径为φ2.0 mm。母材和焊缝熔敷金属化学成分见表1。焊接使用林肯DC-400型直流焊机和LN-23P送丝机,焊接工艺参数见表2。

表1 X70管线钢和E71T8-Ni1J自保护药芯焊丝化学成分 %

表2 X70管线钢管焊接工艺参数
试件焊接后,对焊缝切取金相、拉伸和夏比冲击试样,取样位置如图1所示。拉伸试验参考GB/T 228—2010在WAW1000B微机控制电液伺服万能试验机上进行;V形缺口夏比冲击试验温度为-20℃,采用10 mm×10 mm×55 mm标准试样,参考GB/T 229—1994在JB500冲击试验机上进行;采用HBV-30A型布维硬度计检测焊缝的硬度。焊缝金相试样经过研磨、抛光后,使用4%硝酸酒精溶液和Lepara试剂侵蚀,采用Axio lmager型光学显微镜和JSM-6010LV扫描电镜对X70管线钢自保护药芯焊丝焊缝的组织特征进行观察,利用ImageTool 3.0图像分析软件对试样组织中M/A组元体积分数和平均弦长进行定量分析。
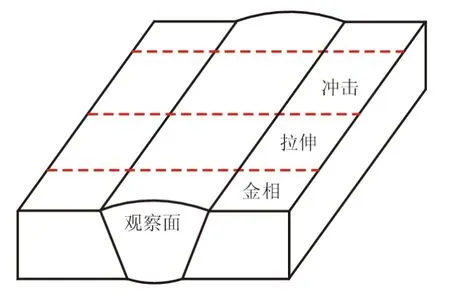
图1 焊缝试样取样位置示意图
2 试验结果与讨论
2.1 焊缝组织特征
X70管线钢管焊缝宏观照片如图2所示,可以看出,焊缝主要分为根焊、填充和盖面层。填充层又分为4道次,每一道次之间存在明显的热影响区,焊缝内部可看到清晰的柱状晶组织。
X70管线钢管焊缝金相组织如图3所示。由图3(a)根焊层的金相组织可以看出,组织中主要由板条马氏体和少量粒状贝氏体组成,马氏体所占比例较大,约60%,马氏体尺寸形态大致相同;由图3(b)填充层的金相组织可以看出,组织较粗大、分布不均匀,主要由准多边形铁素体、粒状贝氏体和M/A组元组成,其中粒状贝氏体所占比例较大;由图3(c)填充层间热影响区的金相组织可以看出,层间热影响区组织较填充层组织细小均匀,以粒状贝氏体为主,可观察到较清晰的原始奥氏体晶界,在晶界上可看到分布较多的“项链状”M/A;由图3(d)盖面层金相组织可以看出,晶粒相比填充层和层间热影响区粗大,大小分布不均匀,主要以准边形铁素体、粒状贝氏体、贝氏体铁素体以及M/A组元组成,其中粒状贝氏体和贝氏体铁素体所占比例较大。
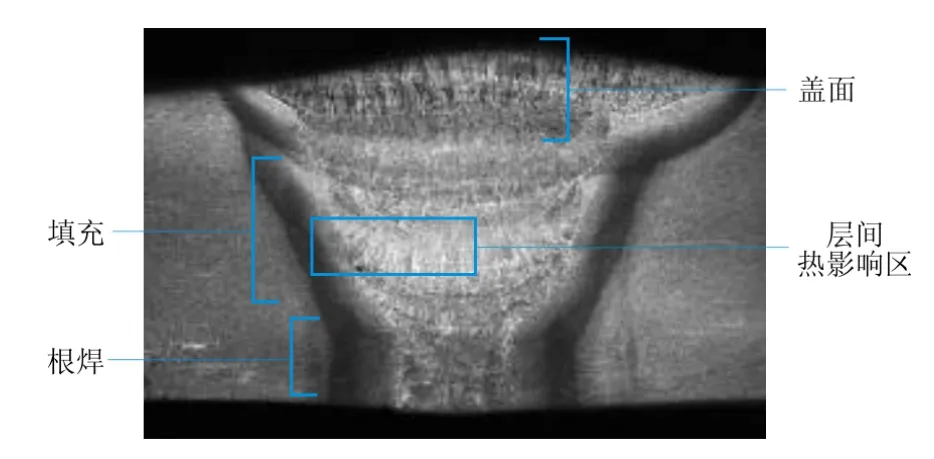
图2 X70管线钢管焊缝宏观照片
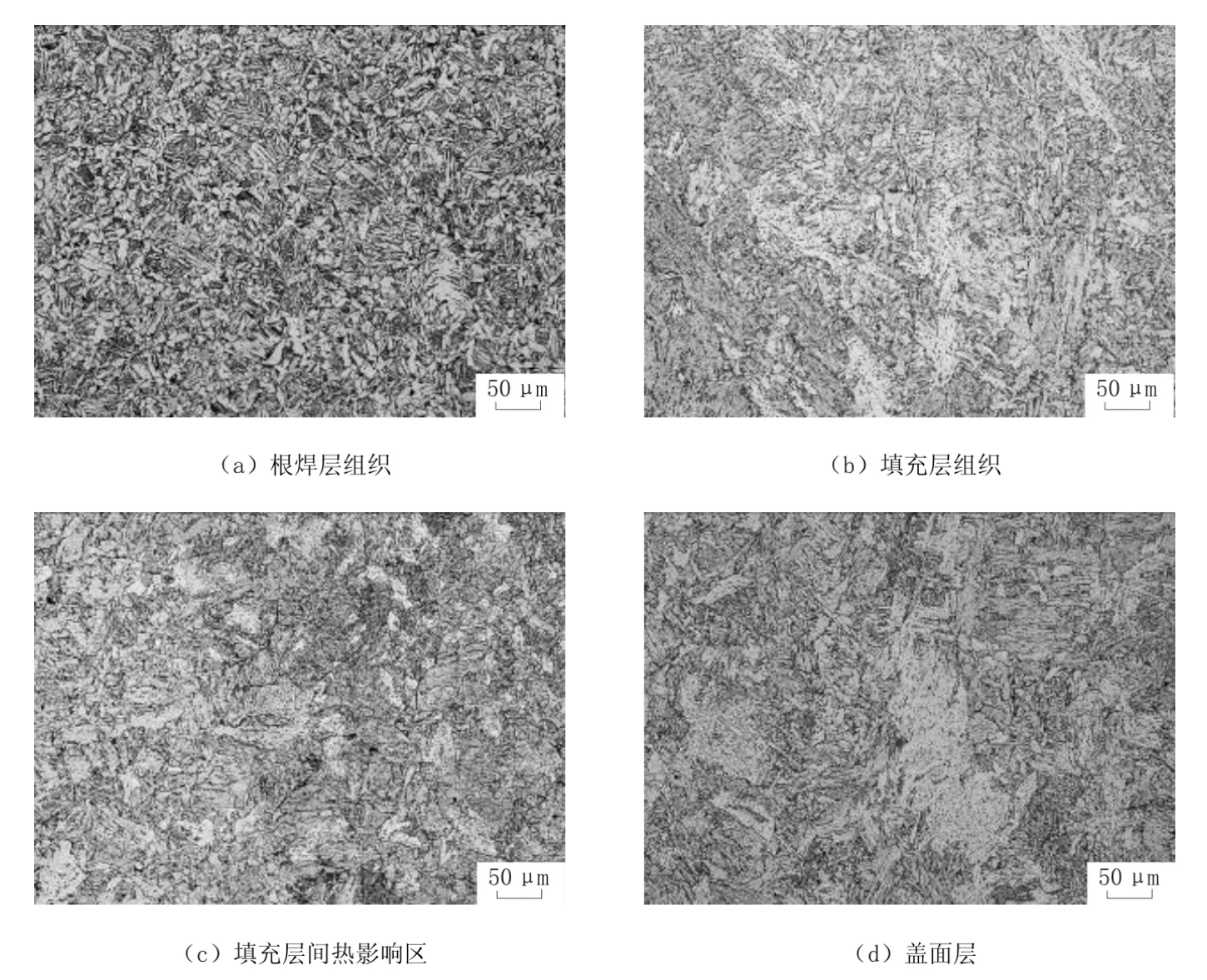
图3 X70管线钢管焊缝的金相组织
采用Lepara试剂侵蚀后的彩色金相组织如图4所示。由图4可见,组织中呈亮白色且凸起的是M/A组元,形状以块状、粒状和长条状为主,基体呈红褐色或者暗褐色。通过图像分析软件计算出焊缝不同层中M/A组元的体积分数和平均弦长见表3。由图4(a)填充层组织可看出,M/A组元在晶粒内部弥散分布,尺寸较均匀,呈块状和长条状,平均弦长为3~4 μm,体积分数约7.8%;由图4(b)填充层间热影响区组织可看出,组织中M/A组元数量较多,尺寸较大,且分布不均匀,呈块状和长条状,并且带有尖棱角,平均弦长为8~12 μm,体积分数约12.6%,并且在部分晶界处可以观察到较多呈“项链状”分布的M/A;由图4(c)盖面层组织可以看出,该区域中的M/A组元数量介于填充层及层间热影响区,体积分数为11.8%,但是M/A尺寸较大且不规则,分布不均匀,平均弦长10~15 μm,最长的可达30~40 μm,并且在组织中还观察到了尺寸较大的夹杂物。
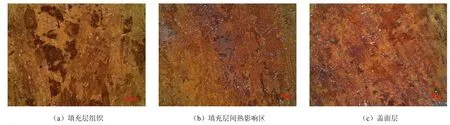
图4 X70管线钢管焊缝彩色金相组织
结合图3和图4可以发现,盖面层中M/A组元呈长条状平行排列,尺寸较大,分布不均匀,而填充层间热影响区M/A组元数量较多,呈块状和长条状,带有尖棱角,并且可观察到较多的“项链状”M/A。焊缝填充层间热影响区组织如图5所示,从图中可以更清楚地看到M/A组元的分布和形状特征。焊接过程中由于填充下一层会对前一层产生强烈的热循环作用,“项链状”M/A是峰值温度在Ac1~Ac3之间的再次加热后产生的,这种“项链状”M/A可能是引起焊缝韧性降低的原因之一。文献[5]表明,条状M/A组元更容易诱发裂纹,M/A组元的平均弦长(即尺寸大小)是引起局部脆化的重要因素,当M/A组元的平均弦长大于2 μm时可构成Griffith裂纹的临界尺寸。根据本研究的试验结果,对于试验X70管线钢管来说,层间热影响区组织中沿晶界分布的 “项链状”M/A、晶内贝氏体板条间形成的平行排列的条状M/A组元、带尖棱角的块状M/A组元以及焊缝中粗大不均匀的组织都会降低焊缝韧性。
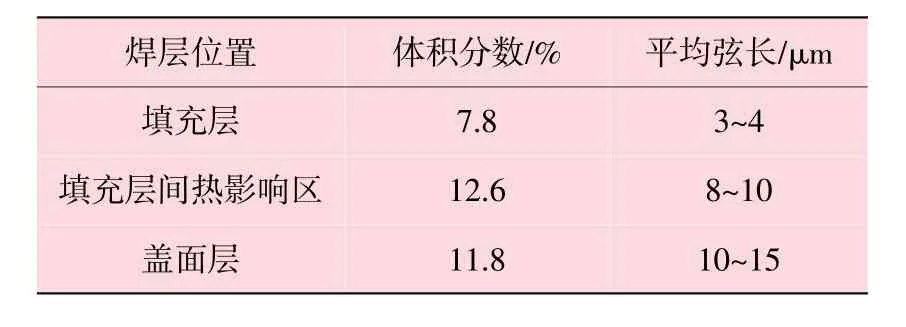
表3 不同焊层中M/A组元的体积分数和平均弦长
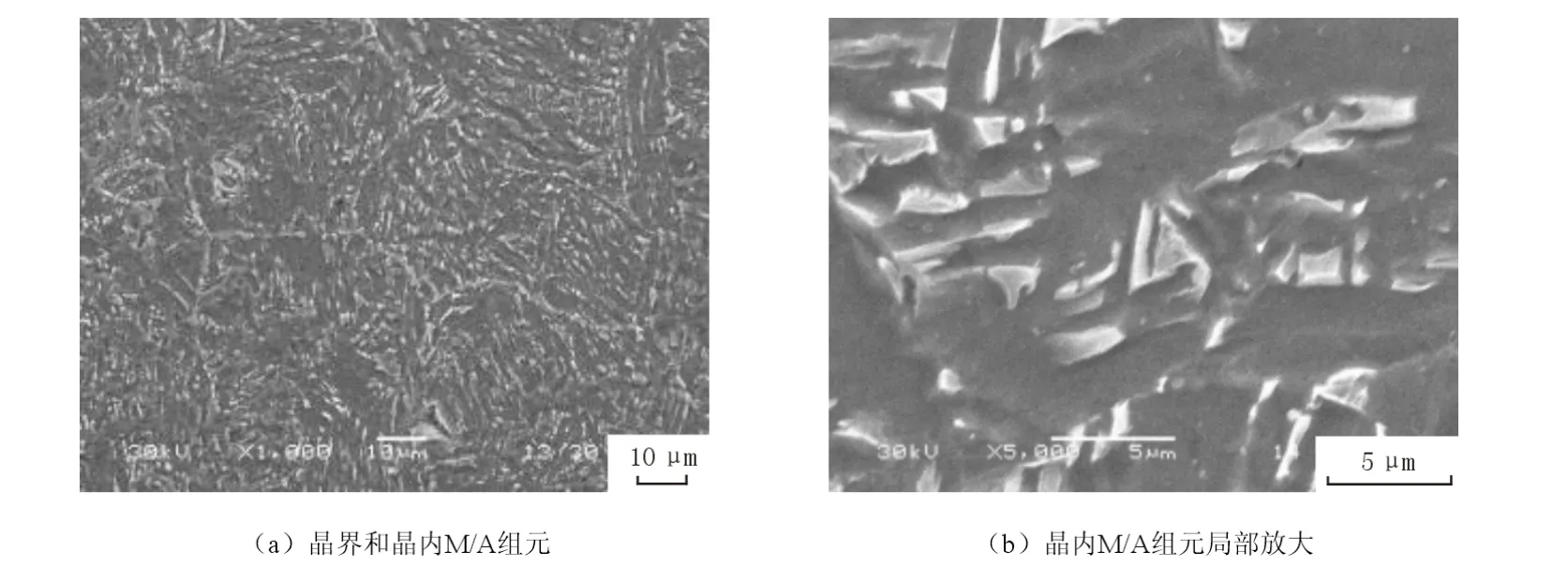
图5 焊缝填充层间热影响区组织特征
2.2 焊缝力学性能
X70管线钢管焊缝力学性能见表4。焊缝抗拉强度为720~750 MPa,夏比冲击吸收功为78~128.5 J。M/A组元对焊缝冲击韧性影响较大,冲击吸收功为128.5 J时,组织较均匀,M/A组元较细小,分布均匀,沿晶界分布的“项链状”M/A较少;冲击吸收功为78 J时,组织均匀性较差,M/A组元粗大,棱角尖锐,并且“项链状”M/A也较多。对于M/A组元数量的影响,有研究[6-7]认为,高碳含量的M/A组元作为组织中硬的第二相,它的存在破坏了材料基体的连续性,其含量的增加对钢材的韧性不利。然而通过试验结果来看,M/A组元体积分数的增加并不一定降低焊缝冲击韧性,因此需要综合考虑其形态特征等的影响。

表4 X70管线钢管焊缝力学性能
3 结论
(1)根焊组织主要由细小的等轴晶、板条马氏体和少量粒状贝氏体组成;填充焊层中可以观察到明显的奥氏体晶界,组织主要由准多边形铁素体、粒状贝氏体和M/A组元组成;层间热影响区组织由少量准多边形铁素体、粒状贝氏体、M/A组元以及沿奥氏体晶界连续分布的“项链状”M/A组成。
(2)通过彩色金相分析,盖面层中M/A呈长条状平行排列,尺寸较大,分布不均匀,而填充层间热影响区M/A组元数量较多,呈块状和长条状,带有尖棱角,并且可以观察到较多的“项链状”M/A,这种“项链状”M/A是引起焊缝韧性降低的原因之一。
(3)M/A组元对焊缝冲击韧性影响较大,冲击吸收功为128.5 J时,组织较均匀,M/A组元较细小,沿晶界分布的“项链状”M/A较少;冲击吸收功为78 J时,组织均匀性较差,M/A组元粗大,棱角尖锐,并且“项链状”M/A也较多。
参考文献:
[1]王晓香.超高强度管线钢管研发新进展[J].焊管,2010,33(02):5-12.
[2]潘川,喻萍,田志凌,等.自保护药芯焊丝焊接X70管线钢接头力学性能和微观组织特点[J].焊接学报,2007,28(11):94-96.
[3]隋永莉,杜则裕,黄福祥,等.氢对自保护药芯焊丝焊缝韧度的影响[J].焊接学报,2006,27(12):74-76.
[4]张振永.长输油气管道的自保护药芯焊丝半自动焊[J].焊接,2006(04):51-54.
[5]高惠临,董玉华,王荣.管线钢焊接临界粗晶区局部脆化现象的研究[J].材料热处理学报,2001,22(02):60-65.
[6]SANGYONGSHIN,BYOUNGCHULHWANG,SUNGHAK LEE,et al.Correlation of Microstructure and Charpy Impact Properties in API X70 and X80 Line-pipe Steels[J].Materials Science and Engineering,2007(A 458):281-289.
[7]仝珂,庄传晶,刘强,等.高钢级管线钢中M/A岛的微观特征及其对力学性能的影响[J].机械工程材料,2011,35(02):4-7.
猜你喜欢
山东冶金(2022年2期)2022-08-08
金属热处理(2022年11期)2022-03-03
科学与信息化(2021年13期)2021-12-24
科技风(2019年15期)2019-10-21
西南交通大学学报(2018年6期)2018-12-18
含能材料(2017年1期)2017-05-07
河北工业大学学报(2016年6期)2016-04-16
焊接(2016年10期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年3期)2015-07-18
