
影响纺织品pH值的因素及控制措施的探讨
2013-04-11 10:38纪伟娟吴雅萍刘盛龙上海市纺织工业技术监督所上海200040
江苏丝绸 2013年2期
纪伟娟 吴雅萍 刘盛龙(上海市纺织工业技术监督所 上海 200040)
“日衣夜被”说明人们一刻也不能离开纺织品。由于人们生活水平提高,人们逐渐重视纺织品的pH值。有关生态纺织品的概念,也伴随某些生态纺织品标签及其认证的出现和推广,而迅速进入国际纺织品服装贸易领域,与更关注生态安全、环保和可持续发展的国际消费潮流形成了积极的互动。
由于纺织品染整加工主要是用酸性或碱性化学助剂进行的一个化学处理过程,如果这些酸性或碱性化学助剂水洗不充分,残留在面料上,则制成的纺织品pH值过高或过低,都会破坏人体皮肤表面的微酸性物质,对人体健康造成一定的危害。本文在分析pH值影响因素的基础上,就控制纺织品pH值的措施提出几种途径进行探讨。
1. 纺织品pH值的影响因素
纺织品是以天然纤维和化学纤维为主要原料,经纺、织、染等加工工艺或再经缝制、复合等工艺而制成的产品,如纱线、织物及服装。
1.1 纺织品染整工艺的影响因素
纯棉、羊毛、蚕丝、涤纶、锦纶、腈纶等原料制成的纺织品经印染加工后,其未固着化学物质,会影响产品的pH值。
1.1.1 前处理工艺的影响因素
前处理一般都是采用在碱性条件下进行加工的,因此就会造成纺织品的pH值过高。
1.1.2 印染工艺的影响因素
染色,一般是在酸性或碱性条件下染料与纤维发生物理的或化学的结合,处理不当会造成纺织品的pH值超标。
1.1.3 染整后处理水洗的影响因素
染整后处理水洗,主要去除纺织品上的酸性或碱性化学品等各种助剂。水洗液浴比,是指纺织品与染液等的重量比。其对稀释交换影响最大,浴比大,洗涤去除量较大,稀释交换效果就较好。其次水洗液温度高,洗液分子流动性增加,染料和各种化学品助剂越易从纤维内外及表面中去除。纺织品染深颜色及大块面深色印花,使洗液中电解质浓度增大,水洗难度增大。
1.2 织物的组织结构
织物的组织结构就是织物中经、纬纱相互配置的构造情况,不同的织物组织结构,不同的纤维原材料,在染整后处理的水洗过程中,染料和各种化学品及助剂从纤维与纤维之间的间隙中扩散解吸,被水洗溶液稀释交换而去除的程度是不同的。织物越厚,组织结构越紧密,染料和各种化学品及助剂在水洗过程中越不易从纤维中扩散解吸去除,从而导致织物PH值超标。
1.3 检测条件的影响因素
pH值的定义是溶液中氢离子活度的负对数,pH=-log aH+ ;
式中:aH+是溶液中氢离子的活度,与氢离子浓度和溶液温度有关,即aH+=f([H+],T)。
pH值的准确测定,不仅与pH酸度计的结构和性能有关,很大程度上还与温度、pH标准缓冲溶液的配制及检测人员的操作习惯不同有关。它的影响因素主要有:
1.3.1 pH酸度计
酸度计是精密的电位计,是用来测定溶液pH值的最常用的仪器之一。测定时把复合电极插在被测溶液中,因被测溶液的氢离子浓度不同而产生不同的电动势,将其经直流放大器放大后,由电压表指示器读出被测溶液的pH值。用酸度计进行电位测量是测量pH最精密的方法。
在测定织物pH值时,如不按照正确的方法对pH酸度计进行操作和使用,或没有用标准缓冲溶液对仪器进行校正,或测定条件不符如温度,则会影响pH值读数的准确性。
1.3.2 温度
目前,常用的pH指示电极是玻璃电极,其遵循能斯特(NERNST)公式:

E—电位 ;
E0—电极的标准电压 ;
R—气体常数(8.31439焦耳/摩尔·K);
T—开氏绝对温度(例:25℃相当于298.15(273.15+25)开尔文);
F—法拉弟常数(96493库化/当量);
n—被测离子的化合价(银=1,氢=1);
ln(aMe)—离子活度aMe的对数。
从能斯特公式中可看出: pH值测试数据的正确与否,温度起主要的影响作用。从理论上来讲,在温度25℃时,每单位pH标度相当于59.16mV电动势变化值。而对于温度每1℃的变化,将引起电位0.2mv/per pH的变化。故测试温度太高或太低的变化,就会导致玻璃电极的内阻下降或上升的变化,则造成pH值测试数据的正确性。经过多次反复试验,其测试数据结果如表1、图2所示。
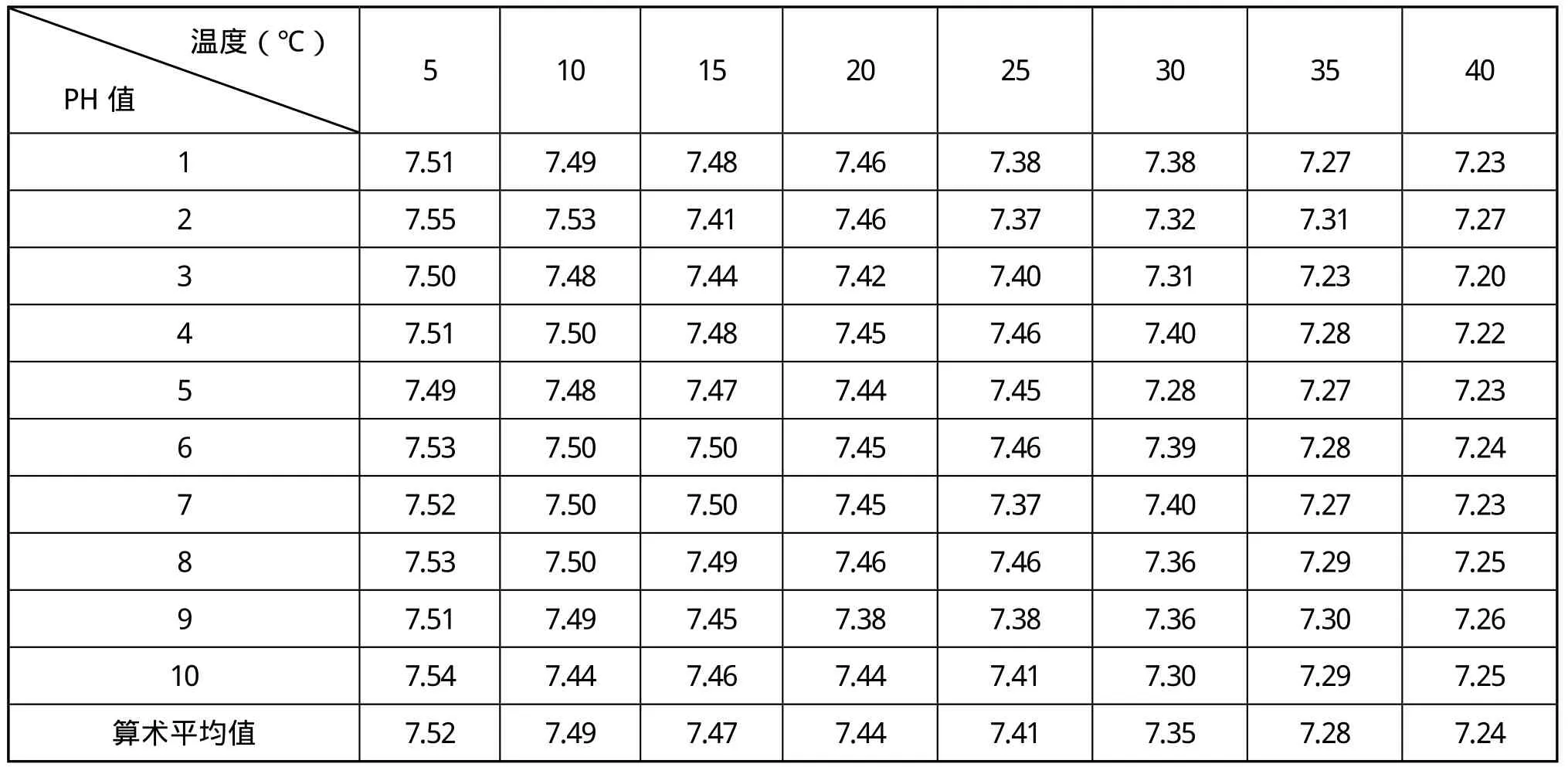
表1 pH值在不同的温度下的测试数据
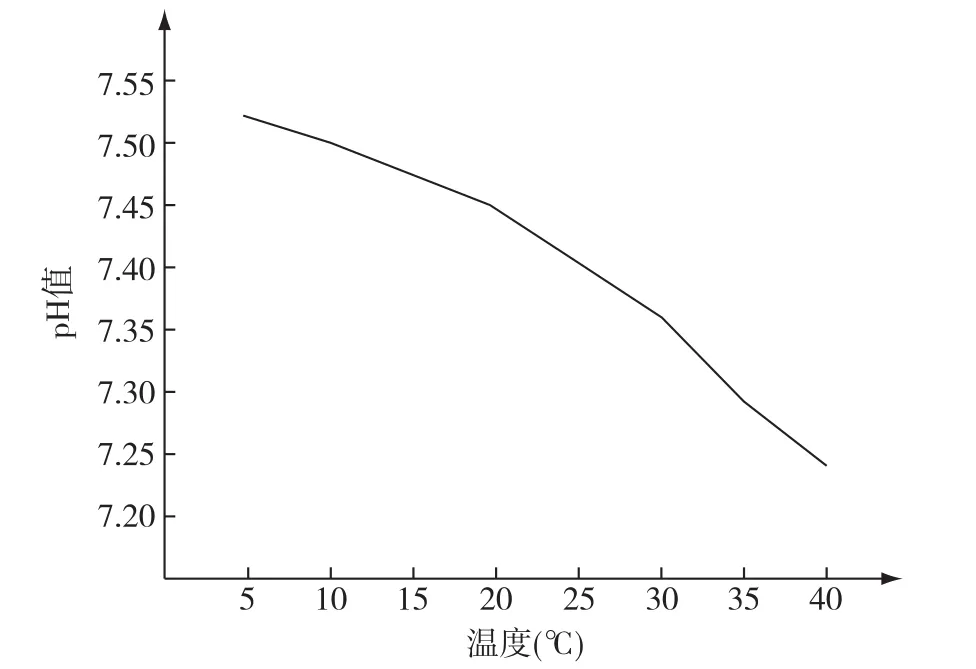
图2 pH值受温度影响变化的曲线
从图2 pH值受温度影响变化的曲线中可看出:随着检测温度的上升,pH值呈现下降的趋势,当温度从5℃上升到40℃时,pH值之间的差值要达到0.28。
其主要原因是温度对玻璃电极电化转换系数有影响。玻璃电极是由pH敏感膜、内参比电极(AgCl/Ag)内参比液带屏蔽的导线组成,玻璃敏感膜是玻璃电极的核心部分。玻璃是由SiO2、Na2O和CaO等组成,当玻璃电极与水溶液接触时,M+与H+发生交换反应:

在玻璃膜表面形成一层水化凝胶层,厚度为10-4mm,见图3。

图3 水化玻璃电极膜的分层模式
玻璃膜的膜电位取决于内、外两个水化凝胶层与溶液界面上的相间电位,当温度不同时,溶液中的离子活度系数就不同,温度上升,氢离子活度系数增加,pH值下降。故在不同温度下测同一溶液的pH值数据是不相同的。其次,温度对玻璃电极的内阻及不对称电位的变化有很大影响。电极在较高温度溶液中浸泡或测量,由于其内阻及不对称电位迅速变小,电计示值就能很快稳定且较准确;反之电计示值就会不断漂移,稳定很慢,误差也大。用pH值来表示则每1℃的变化,第1pH变化0.0033pH值,就是温度在20~30℃之间和pH值在7左右时的测定不需要对温度的变化进行补偿;但温度>30℃或<20℃和pH值>8或<6时则对温度的变化必需进行补偿, 即一个0.2级的pH计, 30℃时在pH缓冲液中校准,然后测定60℃溶液的pH,若是3个pH单位,则最大的误差就是0.27pH,这可以看出温度对pH的准确测定有很大的影响,故在检测过程中应严格控制温度。
另外,温度的变化会影响溶液的电离常数,影响溶液中分子离解成离子的能力,从而使pH值的测量受到影响。分子离解成离子都是在水溶液中进行的,从水的分子结构中可看出,水是一个极性分子,水是一个弱电解质,这可用精密仪器测得。水的离子积常数Kw是水溶液中〔H+〕和〔OH-〕的乘积。温度是影响Kw值的主要因素,温度越高,Kw的数值越大(见表2),因此温度的高低将最终影响溶液的pH值。
1.3.3 pH缓冲溶液
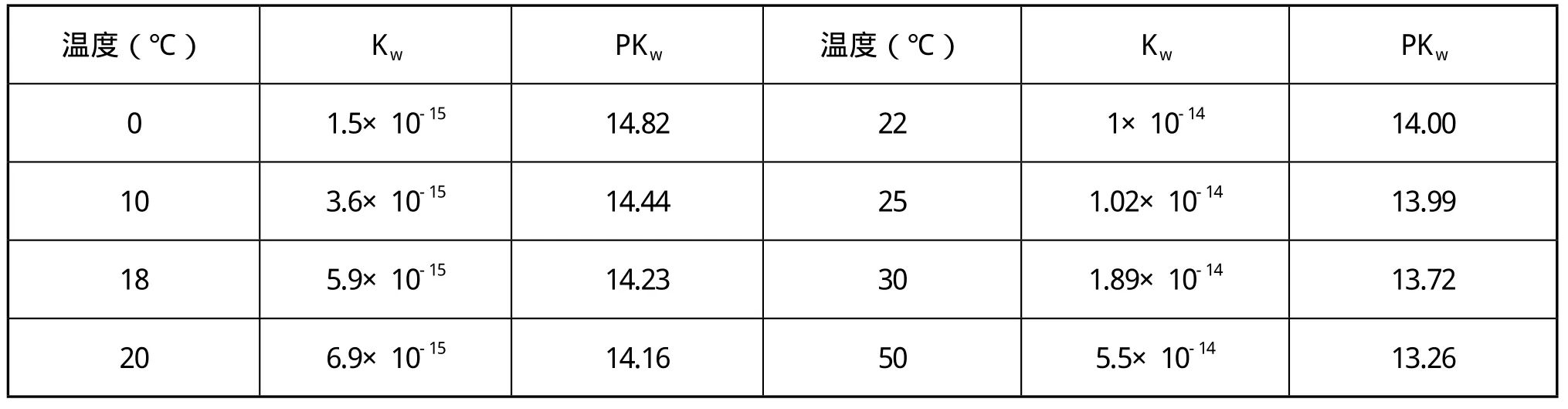
表2 水的离子积常数和温度的关系
pH缓冲溶液是能抵抗外来少量强酸、强碱或稍加稀释,而保持pH值基本不变的溶液。若配制pH缓冲溶液的操作方法不当,则pH酸度计在校正时就会受到影响,从而造成pH值检测数据的不正确性。
1.3.4 操作环节
在纺织品pH值的测试过程中,虽然考虑了酸度计对pH值数据测试的准确性影响,但因检测人员操作之间的差异,也会造成pH值测试数据的准确性。
2 pH值的测试技术和标准
2.1 pH值测试技术
纺织品的pH值测试是用带有玻璃电极的pH酸度计,在室温下,对纺织品水萃取液的pH值进行测定。
pH酸度计的原电池是由一个恒定电位的参比电极和测量电极组成的,原电池电动势的大小取决于溶液中氢离子的浓度。测量电极上的玻璃探头对pH的反应特别灵敏,是用特殊玻璃制成的,其能导电、能渗透氢离子,并具有高的测量精度和好的抗干扰性等特点,当玻璃探头插入溶液和氢离子接触时,电位就产生。
pH值是测试溶液酸碱度时所采用的单位,是以氢离子浓度的负对数值来表示:pH=-lg[H+]。
电极的电化学电位是由电极的隔膜玻璃产生的,是由其介质的pH值决定。pH酸度计测定是由被测溶液的氢离子浓度不同而将所得的微小电极电压变化值(响应值)换算成pH值。pH电极的响应值(或“斜率”)通过能斯特方程式计算:
电极响应值=E。-(2.303RT/nF)×pH
式中:E。——常量因素;
R——气体常数(8.31439焦耳/摩尔·K);
F——法拉第常数(96493库化/当量);
T——溶液的绝对温度(Kelvin);
n——被测离子的价数。
2.2 pH值的测试标准
目前,pH值的测试标准有三种:
中国标准GB/T7573-2009《纺织品水萃取液pH值的测定》;
美国标准AATCC81-2001《pH值测试方法》;日本标准JIS L1096-1999的《pH值测试方法》。不同的测试标准,其测试方法也不同。测试得到纺织品的pH值,存在着较大差异。美国和日本测试标准所用方法的试验过程耗时短、简单易行,而中国标准所用方法消耗时间较长,试验过程比较繁琐。因此,在测定纺织品pH值时,一定要注明采用哪一种的pH值的测试标准。
2.3 pH值的测试方法
GB/T 18885-2009《生态纺织品技术要求》标准要求pH的测试的方法是GB/T7573-2009,该标准修订采用ISO 3071:2005;但是GB/T7573-2009与 AATCC81-2006 (E2008)或 AATCC 81-2006(E2008)或JIS L1096-2010相比,检测原理,检验步骤基本一致,参数不同。
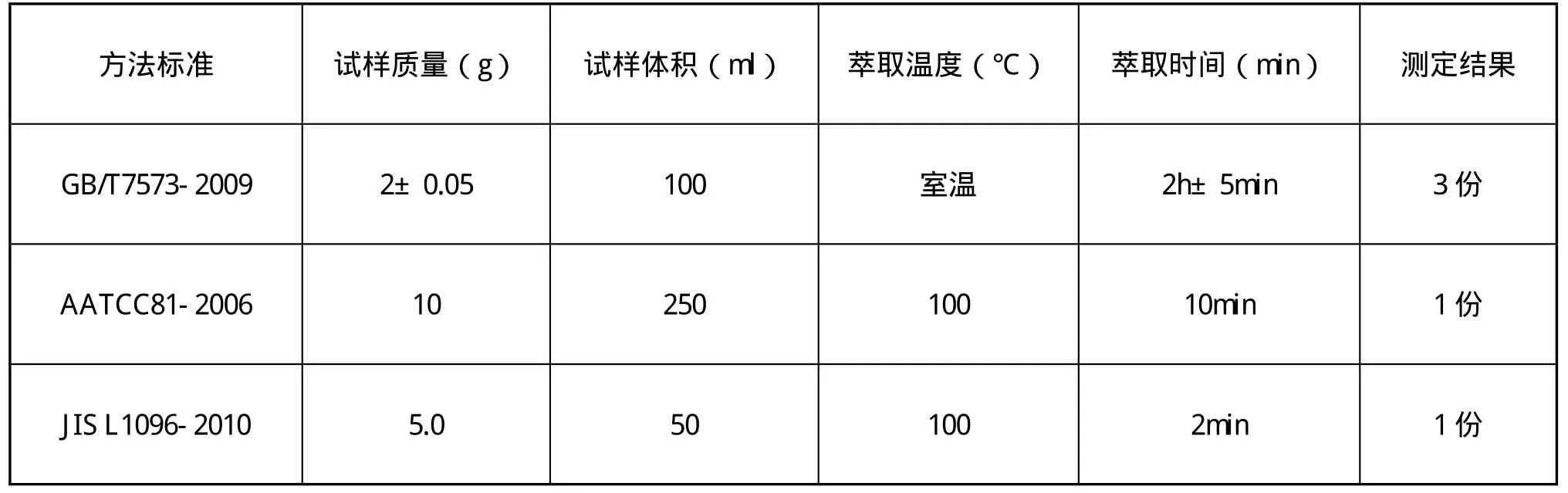
表3 三个检测标准的检测办法
从上述表3可看出,三个检测纺织品的水萃取的pH值的测试方法不同,不同的测试方法对pH值的测定结果存在较大的影响,一般来讲,AATCC81-2006比JIS L1096-2010测得的pH值要大;JIS L1096-2010比GB/T7573-2009测得的pH值结果要偏大。
3 控制措施
3.1 染整工艺
染整工艺的各个环节对pH 值高或低起着重要的决定作用。如前处理中,棉织物在精练漂白时要加入碱剂,毛织物在碳化时要加酸;染色时,毛、丝织物一般是在酸性中染色,而棉一般是在碱性中染色;后在整理时则需要加入大量不同酸碱性的整理剂等。故在染整工艺各工序中必须严格控制织物的pH 值,加强各工序的水洗加工过程,从而才能测定到符合标准范围的成品萃取液pH 值。
3.2 水洗浴比
水洗是使染料和各种化学品助剂从纤维间隙中扩散至表面,再解吸进入溶液中,被水冲洗稀释而去除,使织物上的pH值达标。因此,为了充分洗净织物上的酸碱残留物,在水洗时可加大水洗对织物表面的冲吸力,同时还可以增大水洗浴比,以提高和改善织物的pH值。
经过多次的生产实践和测试,同一棉织物染整加工后在不同水洗浴比下织物pH值测试结果如表4,表中数据说明染整加工后织物pH值的标准偏差随水洗浴比的增大逐渐减少,标准偏差越小,则pH值稳定性越好,织物的pH值在标准范围内。
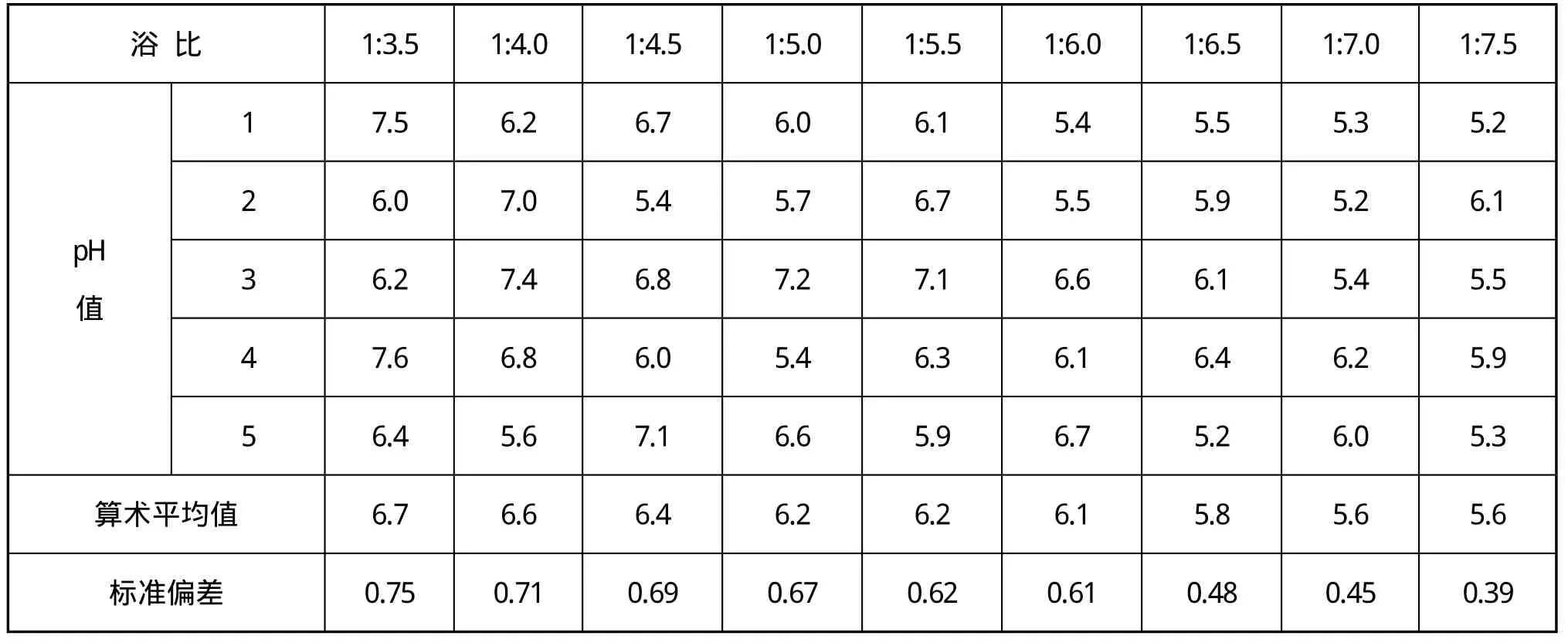
表4 不同的水洗浴比加工后织物pH值表现
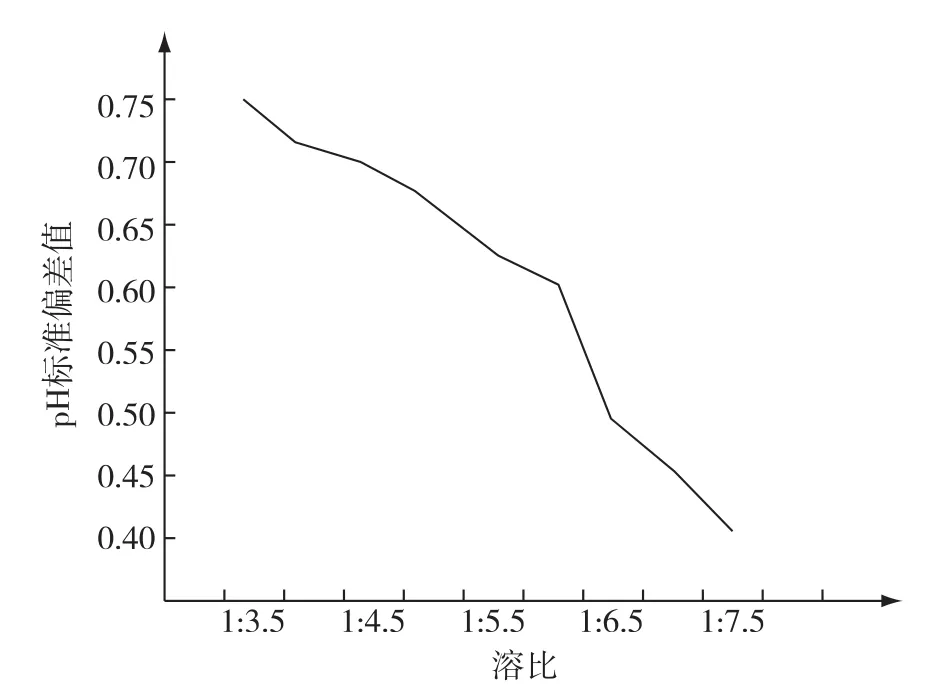
图4 不同的水洗浴比织物的pH标准偏差值
从上述表4、图4可看出,织物的pH值随着水洗浴比的上升而下降。这是因为从分子的运动能量来讲,分子能量的产生主要是分子浓度差,在分子浓度差作用的推动力下,由于分子等的热运动所引起的物质组分从高浓度区向低浓度区扩散。织物经染整加工后,大量的碱分子附着在纤维的表面上及纤维缝隙中,故水洗浴比越大,附着在纤维表面上及缝隙中的碱分子浓度与洗液中碱分子浓度差值越大,分子能量越大,则分子运动扩散得就越快,碱分子就越易从纤维表面上及缝隙中稀释交换洗去。考虑到生产成本、机械设备等各种因素,水洗浴比宜选择在1:55左右。
3.3 酸中和
织物经染整水洗加工之后,尤其是织物组织结构紧密,厚实的,因碱分子对纤维又有一定的附着力,水洗时不易从纤维缝隙中扩散出来,或经碱浓度高(氢氧化钠在245~300g/ L )的丝光加工后,水洗时碱分子难易去除。为了控制织物的pH值,可在水洗后,用0.3~0.5g/L冰醋酸和0.1~0.25g/L的醋酸钠缓冲溶液,温度在40℃~50℃之间,时间10分钟,进行中和,其反应方程式:HAC+OH-=H2O+AC_,烘干后织物的pH值测试数据见(表5):

表5 冰醋酸和醋酸钠缓冲溶液中和后织物pH值
从表5中看出,织物的pH值经用0.3~0.5g/L冰醋酸和0.1~0.25g/L的醋酸钠缓冲溶液进行中和后,测得pH值标准偏差值较小,说明织物pH值稳定。
3.4 pH酸度计
3.4.1 检测温度
在测定纺织品pH值的过程中,检测标准规定,待测溶液与标准缓冲溶液必须在相同的温度下进行,此温度应在20℃~30℃之间,以提高pH值数据测定的准确性。
3.4.2 正确配制标准缓冲溶液
pH标准缓冲溶液是pH值测定的基准,所以配制标准的缓冲溶液对pH值的测定是非常重要的,以保证最终pH值检验结果的准确性。
3.4.3 统一检验操作过程
检测人员在pH值检测等各个检验程序过程中,必须注重对pH计的选取和标定、检验条件、检测方法的操作要统一,减少pH值检测结果的差异,提高pH值检测数据的准确性。
综上所述,要控制和改善纺织品的pH值,在染整加工过程中,无论是煮漂,还是丝光、染色、印花,都要经过固色、还原、清洗过程,这些过程需要使用大量纯碱、烧碱、pH值调节剂、表面活性剂等,因此水洗必须彻底进行,以控制纺织品的pH值,否则酸、碱残留物,会使织物上的pH值超标。其次,在测定纺织品水萃取液pH值时,待测溶液的温度必须与标准缓冲溶液的温度一致,温度应选择在20℃~30℃之间;同时应正确配置标准缓冲溶液,以保证最终的pH值检验结果的准确性;在检测过程中检测人员必须统一各个检验程序的操作,以减少pH值检测结果的差异。
[1]张洵栓.染整概论[M].北京:中国纺织出版社,1989.
[2]宋心远.活性染料染色后的洗涤、固色处理和助剂[J].印染助剂, 2008:25-7.
[3]吴性良,朱万森,马林.分析化学原理[M].北京:化学工业出版社,2004:218.
[4]陈海相,易晓军.温度对纺织品水萃取液pH值测定的影响[J].印染,2003(10):36-38.
[5] 蔄茂强.皮肤表面pH值及其临床意义[J].中国皮肤性病学杂志,2007(8):503~505.
猜你喜欢
纺织标准与质量(2022年5期)2022-10-27
纺织标准与质量(2022年3期)2022-08-10
纺织标准与质量(2022年2期)2022-07-12
化工管理(2021年7期)2021-05-13
化学与粘合(2020年6期)2020-03-08
知识经济·中国直销(2018年4期)2018-04-18
科技视界(2017年25期)2017-12-11
纺织服装流行趋势展望(2016年4期)2016-05-04
中国洗涤用品工业(2015年9期)2015-02-28
河南科技(2014年15期)2014-02-27