
薄板焊接件多沉孔平面加工
2013-06-18 06:35宁波中策动力机电集团有限公司浙江315032邵徐斌段宗江徐荣荣
金属加工(冷加工) 2013年17期
宁波中策动力机电集团有限公司(浙江 315032)邵徐斌 段宗江 徐荣荣
图1零件是用于高速锯床上的框架,由于是焊接件,材料为Q235A,板厚12mm,框架长度大于1500mm。

1.加工难点
由于是薄板焊接件,装夹和放松时零件容易变形,平面度尺寸不能有效控制。平面度往往在0.5~2mm之间,(188.7±0.02)mm的尺寸也完全不能保证,完全不符合图样要求,给生产带来了麻烦。所以选对支承点和支承的方式使在装夹和松开的时候零件的尺寸不变是解决此加工难度的方法。我们对零件加工进行分析,摸索出一套切实可行的加工方法。
2.加工方法
首先此零件必须焊后去应力处理,防止由于残余应力带来的变形。
同时考虑到锯框容易变形,我们在上平面处设定了8个可调支撑及1个固定支撑;下平面为4个可调支撑,并且用了8个压板。首先在调平的时候由1个固定支撑和2个可调支撑确定一个平面,保持毛坯面四周等高,在夹紧的时候打上百分表,百分表读数的变化量要小于0.02mm。调节完毕后锁住调节支撑。其余支撑也是根据此方法夹紧。
加工沉孔时用铣刀加工,分粗、精加工。精加工留0.1mm余量,可分两种方法。
(1)在精加工的时候松开压板,释放应力,再打表夹紧,只要轻轻夹紧就可以。
(2)松开压板后不再夹紧,同时注意工作台不能快进。用这两种方法加工出来的零件平面度控制在0.04mm 以内,符合图样要求,解决了夹紧变形带来的加工难题。
3.工装夹具
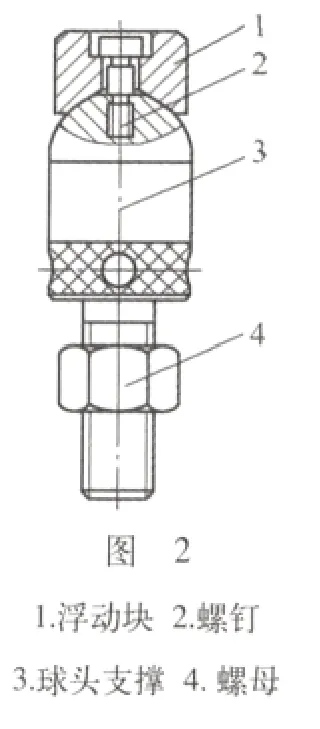
整套工装的难点都在可调支撑上,其余不多做介绍。可调支撑采用图2形式。浮动块1在球头支撑3上可以自由活动,消除工件毛坯面的不平。
压紧的位置一定与浮动支撑对齐,压紧时确保浮动块不动。
4.结语
通过本文的介绍,希望对广大读者在加工焊接件时有所启发。
猜你喜欢
大众标准化(2022年17期)2022-09-27
包装工程(2022年15期)2022-08-23
世界有色金属(2021年13期)2021-11-03
中国新技术新产品(2020年4期)2020-05-05
电子测试(2018年1期)2018-04-18
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
质量技术监督研究(2015年5期)2015-02-10
时代农机(2014年11期)2014-09-23
卫生职业教育(2014年16期)2014-05-16
