
Q345R+S30408复合钢板焊接工艺分析
2013-08-02 00:48鞠小虎谢永伦
机械制造 2013年5期
□ 鞠小虎 □ 谢永伦
中国石油辽阳石油化纤公司机械厂 辽宁辽阳 111003
近年来,不锈钢复合板压力容器在石油、化工行业中应用较广,不锈钢复合板包括奥氏体不锈钢复合板、铁素体不锈钢复合板和马氏体不锈钢复合板。其中以奥氏体不锈钢复合板最为常用,它既有不锈钢较强的耐腐蚀性,又有普通钢的经济性,因而应用广泛。
1 焊接性分析
某厂为大型化工企业制作的再生塔底重沸器,壳体主要采用 Q345R+S30408(16+4)不锈钢复合板,其中Q345R是基层,复层为S30408,焊接主要包括基层焊接、过渡层焊接和复层焊接,而过渡层焊接属于异种钢焊接,存在不少技术性问题,是研究的重点。Q345R和S30408物理性能和化学成分见表1和表2[1]。
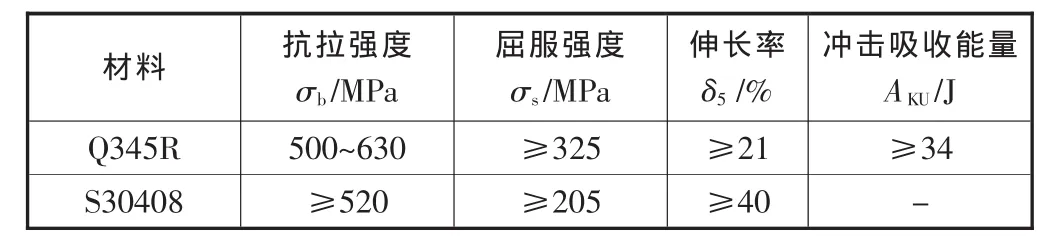
表1 Q345R+S30408物理性能

表2 Q345R+S30408化学成分/%
1.1 焊缝金属的稀释
焊接时,奥氏体焊缝金属与珠光体母材金属之间,由于珠光体母材的稀释作用,往往在焊接接头的过渡区产生脆性马氏体组织,即在珠光体钢一侧融合区附近形成一个窄的低塑性带,宽度一般为0.2~0.6 mm,其化学成分和组织不同于焊缝。它的存在容易导致焊接裂纹,应选用高镍合金的焊条来减少脆性交界层宽度。
1.2 碳扩散
奥氏体钢与珠光体钢接头焊接时,由于基层含碳量高,合金元素含量少,复层正相反,形成浓度差。又因为碳在液态铁中熔解度大于固态铁中熔解度,所以其熔合区附近发生碳扩散现象,导致珠光体钢一侧产生脱碳层,奥氏体焊缝一侧产生增碳层。脱碳层由珠光体变成铁素体晶粒长大软化;增碳层的碳与铬形成碳化铬析出硬化。所以,焊接时应选镍含量高的焊条,缩短高温停留时间来减小扩散层[2]。
1.3 焊接接头应力
奥氏体钢热膨胀系数比珠光体钢大30%~50%,热导率也不同,所以异种钢接头在焊接时将产生较大的热应力,通过焊后热处理消除焊接应力是不可能的。而采用线膨胀系数与珠光体钢较接近的镍基焊条且塑性较好的焊条,可使热应力集中在不锈钢一侧熔合线处,也使奥氏体不锈钢的塑性变形能力增强,减小热应力及热疲劳应力的不利影响[3]。
2 焊接工艺
2.1 坡口制定
坡口形式如图1所示,坡口形式采用单V形坡口,双面焊接。

图1 焊接坡口简图
2.2 各层焊缝的焊接分析
基层采用多层焊,手工电弧打底,并使用J507焊条,焊接速度应快些,焊缝厚度薄些,其焊道不得触及和熔化母材。填充采用H10MnSi焊丝埋弧,进行焊接。
过渡层采用手工电弧焊。过渡层焊缝应同时熔化基层焊缝、基层母材和复层母材,过渡层厚度不小于2 mm。焊接过渡层时,要在保证熔化良好的前提下,尽量减少基材金属的熔入量,为此焊条应采用A062(φ4.0 mm)。
复层焊接采用手工电弧焊,复层焊缝应减少基材金属的熔入量和焊缝的稀释率,并严格控制层间温度,焊条采用 A002(φ4.0 mm)。
2.3 焊接工艺参数和焊条成分
基层焊接选用电焊条J507(φ4.0 mm)和H10MnSi(φ4.0 mm);复层焊接选用电焊条 A022(φ4.0 mm);对过渡层的焊接,考虑到基层对不锈钢焊缝金属的稀释作用、熔化区碳的扩散、焊接接头的应力分布、焊缝金属的抗裂性能,焊接选用电焊条A062(φ4.0 mm),可以得到较高抗裂性能的奥氏体+铁素体组织,焊接工艺具体参数参见表3,表4、表5为母材或焊缝熔敷金属化学成分及力学性能。

表3 焊接工艺参数

表4 母材或焊缝熔敷金属化学成分

表5 母材或焊缝熔敷金属力学性能
2.4 焊接方法
焊接顺序是先焊基层,清根再焊过渡层,最后焊复层。
(1)坡口清理,组对、基层点焊;(2)手弧焊或埋弧焊施焊基层,基层预热(基层≤150℃,其余≤120℃);保证基层焊缝表面距复层界面距离,避免基层熔敷金属熔至复层;外侧清根后,手弧焊或埋弧焊施焊基层外侧焊缝;(3)基层焊缝外观检查,基层内侧10%渗透检测Ⅰ级合格;(4)手弧焊施焊过渡层,过渡层焊缝PT检查Ⅰ级合格;(5)手弧焊施焊复层焊缝,整道焊缝RT检测,复层100%PT检测。
3 注意事项
(1)严格控制下料组对质量,各纵缝及环缝坡口加工必须用刨边机或采取其它机加工方式,采取措施避免将切割熔渣溅到复层表面上。
(2)机械方法去除坡口及热影响区缺陷后,坡口表面进行PT检查。
(3)复合钢板焊缝组对时以复层为基准,点焊及焊接时基层J507焊材不得熔到不锈钢上,严禁在复层侧焊接任何装配设施。
(4)复层一侧用基层焊接材料焊接基层时,应在覆层表面涂上白垩粉加以保护。基层清理采用碳钢丝刷,复层清理采用不锈钢钢丝刷。
4 检测
按GB151-1999《管壳式换热器》、HG20584-2011《钢制化工容器制造技术要求》、GB150-2011《压力容器》焊缝经过外观、PT和RT检测全部合格,力学性能均达到要求,水压试验完全达到要求[4][5]。
5 结论
本文主要分析了Q345R+S30408不锈钢复合板的焊接性,制定了焊接工艺,并保证了焊接质量,积累了不锈钢复合板的焊接经验。
[1] GB150-2011《压力容器》[S].2011.
[2] 斯重遥.焊接手册(第二卷)[M].北京:机械工业出版社,1992.
[3] 宇永福,张德生.金属材料焊接[M].北京:机械工业出版社,1995.
[4] GB151-1999《管壳式换热器》[S].1999.
[5] NBT47014 JB4708承压设备用焊接工艺评定[S].2011.
猜你喜欢
航空制造技术(2022年5期)2022-07-15
工程与建设(2019年1期)2019-09-03
武汉科技大学学报(2019年4期)2019-07-04
山东冶金(2018年6期)2019-01-28
海峡科技与产业(2017年6期)2017-07-01
广西林业科学(2016年1期)2016-03-20
焊接(2015年7期)2015-07-18
焊接(2015年7期)2015-07-18
设备管理与维修(2015年12期)2015-04-09
河南科技(2015年7期)2015-03-11
