冷冲压模具焊接修复技术
2013-08-08 00:59丁长鸿崔玉生姜守得李敬业优瑞卡大连焊接技术有限公司
锻造与冲压 2013年24期
文/丁长鸿,崔玉生,姜守得,李敬业·优瑞卡(大连)焊接技术有限公司
冷冲压模具焊接修复技术
文/丁长鸿,崔玉生,姜守得,李敬业·优瑞卡(大连)焊接技术有限公司
冷冲压模具焊接修复是一种功能性焊接,不仅是缺陷的简单补修,还要使焊接的熔敷金属(焊肉)有韧性、耐磨、耐裂、耐冲击,表面光滑防拉毛。
冷冲压模具尤其是大型汽车覆盖件冲压模具,制造工艺复杂、成本高,设计或使用过程中焊接修复很常见。冷冲压模具焊接修复是一种功能性焊接,不单纯是缺陷的简单补修,还要使焊接的熔敷金属(焊肉)有韧性、耐磨、耐裂、耐冲击,表面光滑防拉毛。选择匹配的焊材,采用正确的焊接工艺并控制焊接缺陷的产生能极大地降低模具制造、使用成本,提高企业效益。
焊材选择
目前国内模具厂、冲压厂采用的焊接材料优缺点很明显,采用进口的焊接材料质量稳定可靠,但是价格高昂;采用国产的一些特焊厂的耐磨堆焊焊材,虽然价格低但是选材单一,质量差,达不到技术要求。优瑞卡公司引进国外先进的焊材配方及生产工艺,采用业内领先的生产加工设备,配以国内外优质原料,创造出质量一流的模具焊修专用焊材,并且量化细分焊材种类匹配母材,能够有效提高焊件质量,降低生产成本。
焊接方式
手工电弧焊焊条、氩弧焊丝直接冷焊,焊后保温缓冷。(母材包含铸铁、空冷钢、工具钢)
焊接工艺
根据要求不同选择与母材匹配的焊接材料,采用小电流、短弧、直线焊接,控制焊道长度在50~80mm时,停止焊接进行敲击去除焊接应力,焊后保温缓冷。
优瑞卡冲压模具焊材选材、焊接工艺见表1。
焊接缺陷控制
焊条使用前,应在250~300℃烘干30~60min除潮,焊前对母材彻底清洁,龟裂和裂纹清除干净,大的裂纹开U形坡口并联合打底焊材补焊,大面积焊接采用隔焊法、跳焊法,控制局部热输入量。
焊修实例展示
使用优瑞卡模具焊材进行焊修的实例见图1~4。
结束语
在锻压行业中,由于模具费用约占整个冲压件成本的10%~15%,通过增加每副模具所能生产的冲压件数量就必定能降低模具的成本。目前锻压模具的修复方式主要是以局部焊修或整体下落两种方法,前者经济效益不高,后者造成模具基材的浪费,并且由于冲压模基材质量的减少使机械性能降低,造成模具提前报废。

■ 表1 优瑞卡冲压模具焊材选材、焊接工艺
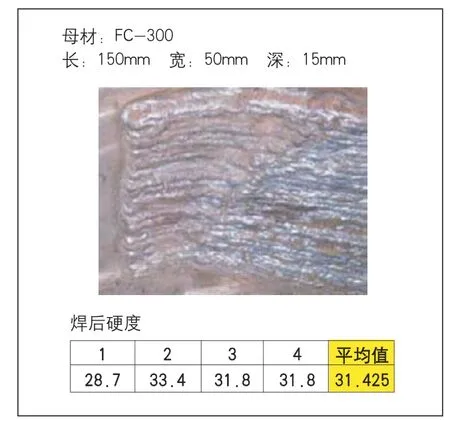
图1 CN-200堆焊

图2 GM-241硬面堆焊

图3 CN-580堆焊
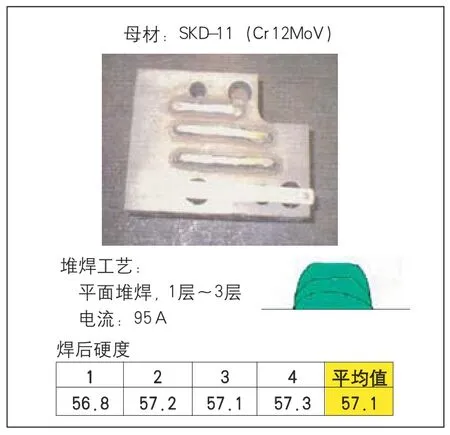
图4 CN-610堆焊
优瑞卡冲压模具系列焊材正是针对锻压模具和设备部件的焊接修复特点,成分配方合理、稳定性好、耐裂性强,能够有效地增强模具和设备部件的抗磨损、抗高温、防腐蚀等性能,可最大限度地增加模具和设备部件的使用寿命,为锻压企业持续节约成本,增加行业竞争优势。
猜你喜欢
节能与环保(2022年3期)2022-04-26
金属加工(热加工)(2020年12期)2020-02-06
电焊机(2019年9期)2019-09-28
山东冶金(2019年3期)2019-07-10
压力容器(2019年3期)2019-05-13
中小企业管理与科技(2018年16期)2018-11-07
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
新世纪水泥导报(2016年1期)2016-07-01