回转头压力机主传动方式合理性的探讨
2013-08-08 00:59赵升吨张超张宗元陈超贾先西安交通大学机械工程学院
锻造与冲压 2013年24期
文/ 赵升吨,张超,张宗元,陈超,贾先·西安交通大学机械工程学院
张贵成·广东锻压机床厂有限公司
回转头压力机主传动方式合理性的探讨
文/ 赵升吨,张超,张宗元,陈超,贾先·西安交通大学机械工程学院
张贵成·广东锻压机床厂有限公司
回转头压力机作为一种自动化程度很高的金属板材冲压及成形加工设备,至今已有近五十年的历史,广泛应用于机械、电子、汽车、军工、航空航天等众多重要工业领域。回转头压力机主要由数控系统、主传动系统、床身、送料机构及模具库等组成。主传动系统作为冲压的动力源,一直是数控冲床技术进步的标志之一,经历了机械式主传动方式、液压式主传动方式以及伺服直驱式传动方式几个阶段。
传统的机械式主传动方式和液压式主传动方式在生产实际中暴露出了诸多的缺陷,限制了回转头压力机整体的性能,已经不能完全满足用户对机床高速度、低耗能、低噪声以及高效率的要求。近年来,伺服电机直接驱动实现冲压的主传动形式以其无法比拟的优越性进入了人们的视野。
鉴于此,本文简要分析了回转头压力机主传动系统采用“飞轮+离合器与制动器+齿轮减速+曲柄滑块机构”的传统传动方式与工作机构存在的不足。同时,分别论述了机械肘杆式工作机构、液压伺服传动方式、伺服直驱传动方式的优缺点,结论表明,伺服直驱方式是今后回转头压力机主传动的发展方向。
传统曲柄滑块式传动方式

图1 传统曲柄滑块传动机构原理图
最初的回转头压力机是机械式主传动系统,由电机带动飞轮旋转,并存储一定的能量,连杆连接曲柄和滑块,将曲轴的旋转运动转变为滑块的直线运动。由离合器与制动器控制滑块垂直运动进行冲压。图1所示为传统曲柄滑块传动机构的工作原理图。冲压结束时,离合器在冲头向上运动时脱开,从而解除飞轮对曲轴的扭矩传递,同时制动器开始制动,使曲轴转动至上死点时停止。机械式主传动部件中,离合器与制动器的性能很重要,直接影响到主传动部件的工作效率和使用寿命。表1和表2分别为国内和国外厂商生产的曲柄式压力机的技术参数和结构形式。
曲柄式压力机的优点是结构简单,产品价格低,性能稳定。但是机械式主传动系统的缺点也是显而易见的,其运动特性单一,加工工艺范围窄,冲压频率低,噪声大。而且离合器与制动器机构,虽然结构较为简单,但缺点是摩擦片损耗快,污染性强,性能稳定性差,需要经常调整与维修,而且其飞轮和离合器、制动器机构的能量传递效率低,空载能耗高。

■表1 国内曲柄式数控压力机的主要技术参数和结构形式
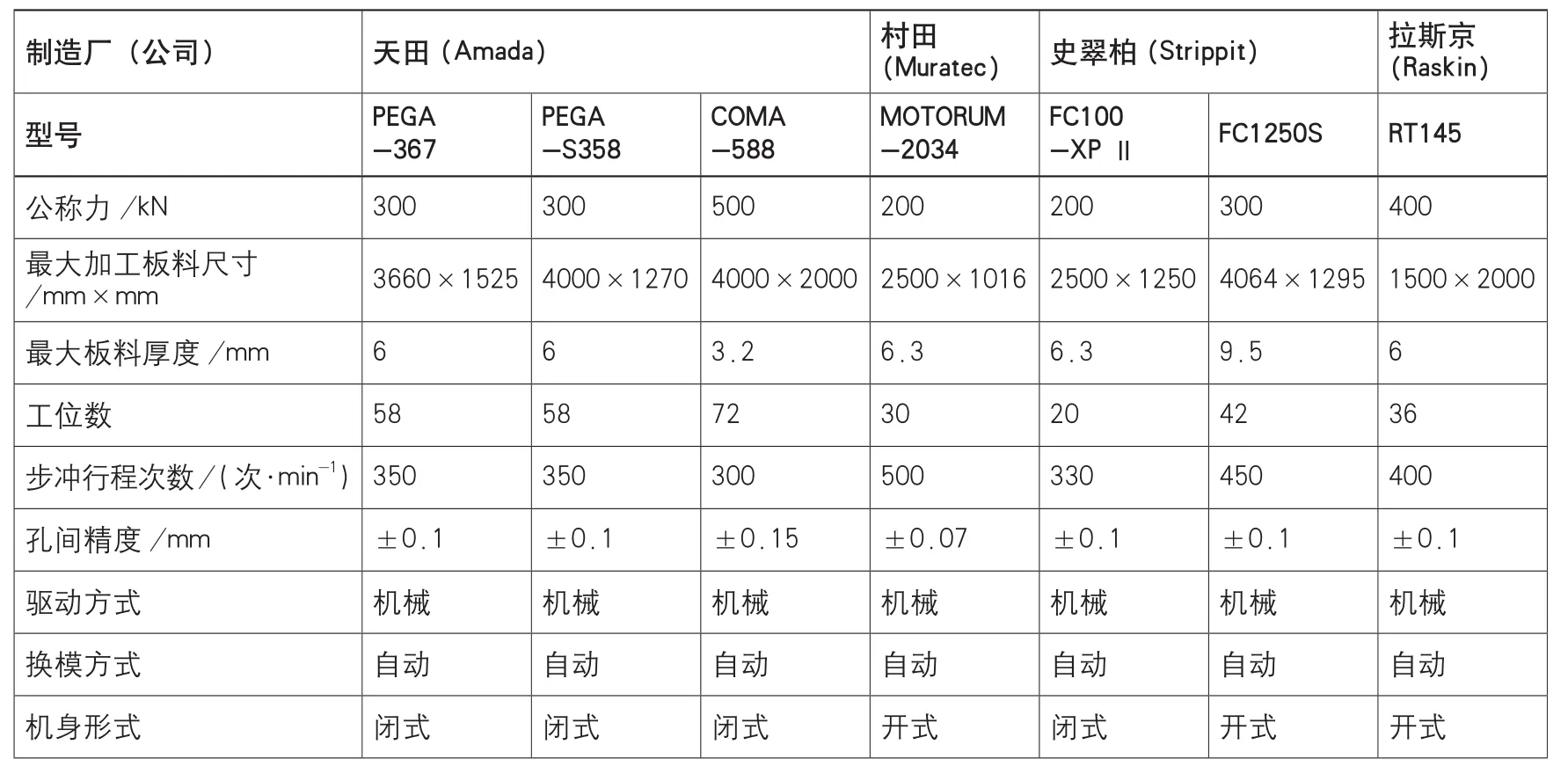
■ 表2 国外曲柄式数控压力机的主要技术参数和结构形式
肘杆式传动方式
肘杆式传动机构是一种简单的多连杆机构,与曲柄连杆机构相比,即在曲柄连杆上增加了几个构件,从而增加了机构工作特性的可变因素。可以通过调整或改变任何一杆的长度或曲柄和摆杆铰销之间的距离,改变该机构的动力和运动特性,具有工作特性优良、增力比大的优点。图2所示为几种不同的肘杆式机构的原理图。

图2 三种不同肘杆式机构的原理图
肘杆式压力机的工作区域比普通曲柄连杆压力机的工作区域长,在整个工作区域内能实现满负荷冲压,并且能够适应不同加工工艺的需求。肘杆式压力机不仅能够实现很理想的滑块运动曲线,以及较大的增力特性,更重要的是能够大大降低伺服电机的输出扭矩,从而避免大功率伺服电机存在的成本高、耗能高、伺服控制困难等问题。根据肘杆结构的不同,可分为等长肘杆型和三角肘杆型。图3所示为日本小松公司H1F系列伺服压力机传动结构,是典型的三角肘杆机构,伺服电机通过一级皮带和一对齿轮减速后由肘杆机构驱动滑块实现加工运动。

图3 小松H1F伺服压力机传动结构
与曲柄连杆机构相比,在伺服压力机设备中采用肘杆式机构,具有如下优点:
⑴根据不同的工艺要求,设计不同的杆长和三角肘杆夹角,实现最理想的滑块运动曲线,获得足够长的工作区域,保证冲压工件的质量,并具有更好的急回特性,提高生产效率。
⑵可以降低滑块在工作区域的速度,减小振动和冲击,使机器工作稳定、噪声降低,同时提高模具寿命。
⑶用较小的曲柄半径就可获得较大的滑块行程,扩大了压力机的加工范围,有利于减小压力机的结构尺寸和提高压力机的结构刚性。
⑷具有较好的增力特性,能够大大降低伺服电机的输出扭矩,有利于减小伺服电机的容量,提高压力机吨位。
液压式传动方式
20世纪90年代以来,液压式回转头压力机主传动部件被越来越多地采用,至今仍然是数控回转头压力机的主流配置,与机械式主传动相比,油缸取代了曲轴连杆等机械结构,液压站提供动力,两者由主液压阀块连接,通过专门的电子卡程序化控制整个系统的动作。
采用液压系统之后,其显著的特点是:
⑴能控制滑块的速度和位置,可以根据板料厚度、冲孔类型以及送料速度和距离等因素,在程序中设定适当的上死点位置,尽量减少冲头行程,并通过参数优化消除送料与冲压的间歇时间,从而提高冲压频率。传统机械式压力机的滑块运动规律呈V形曲线,速度和位置是固定不变的,而液压数控压力机的滑块可实现快速下行、慢速冲压、快速回程且可在任意位置停滞。传统数控压力机只能在压力角范围内承受额定工作载荷,且大小不能变化,而液压数控压力机的冲压力大小可由液压系统调定,是可以变化的。
⑵冲压工艺得到进一步扩展。采用液压传动的数控压力机通用性强,适合于多种冲压工艺,除了能冲孔外,还可以进行压印、弯曲和成形等工艺,同时还适于冲压各种材料和不同的板厚。
⑶结构简单,噪声低。模具只需根据工艺本身的需要设计其结构和选择最佳的行程;同时,采用液压传动可有效减小冲头撞击材料和材料断裂所产生的噪声。
此外,液压数控压力机与传统的机械式压力机相比,还具有以下优点:步冲频率高,一般步冲频率均高于400次/min,有的甚至高达1000次/min;液压传动简单,不需飞轮、曲柄连杆机构、离合器和制动器等复杂构件,运动部件少,减少了机械磨损;可选择通用化程度很高的标准液压元件构成,降低制造成本,维护简单,大大降低维修成本;可以通过调节溢流阀,限制液压系统的工作压力从而起到安全保护作用,简单可靠。图4所示为压力机液压系统原理图。
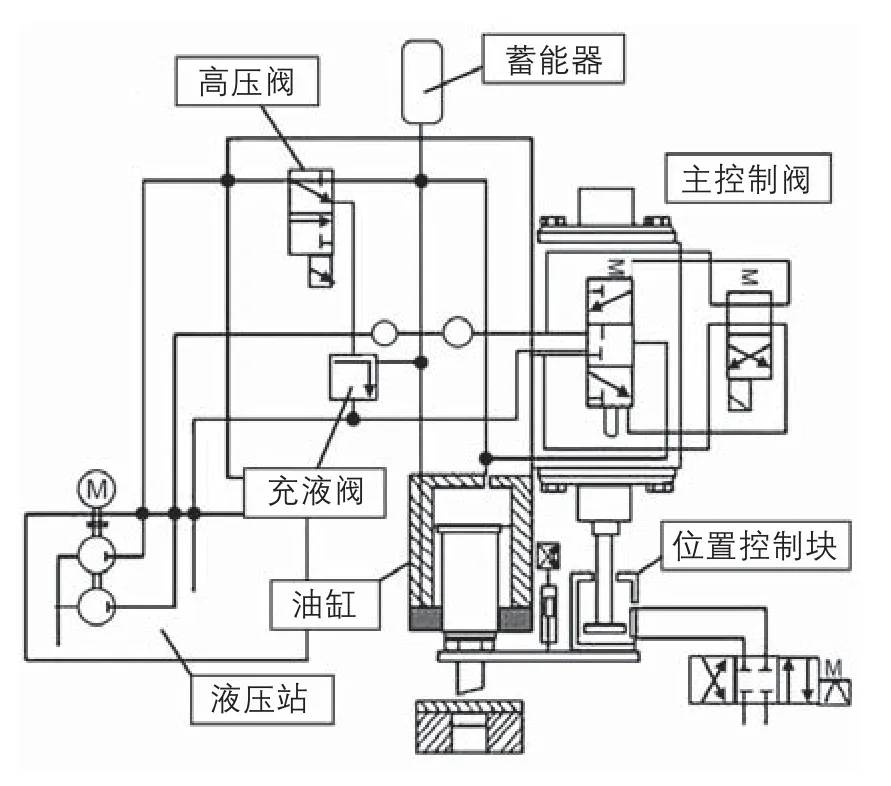
图4 压力机液压系统原理图
相比传统机械式回转头压力机,液压式压力机在拥有众多优点的同时,也存在着一系列的缺点。首先,液压式压力机对环境要求较高,温度太高或太低都会影响液压油的性能,从而影响机床的正常工作。特别是温度太低的话,在工作前需要预热。其次,液压系统的耗电量大,是各类数控转塔冲床里面用电量最大的,一般都在30kW以上。另外,由于每年要更换一次液压油,这就增加了维修成本。在压力机本身机构之外,还需要液压站等设备,一般来说液压式压力机占地面积都比较大。表3和表4分别为国内和国外厂商生产研发的液压式压力机的技术参数和结构形式。

■ 表3 国内液压式数控压力机的主要技术参数和结构形式

■ 表4 国外液压式数控压力机的主要技术参数和结构形式
伺服直驱式传动方式
近年来,随着电机调速和伺服控制技术的飞速发展,以及直接驱动技术在机床技术当中的广泛应用,采用伺服电机驱动主传动系统的数控伺服压力机,具有冲压速度高、节能、低噪声、无液压油、环保等优点,已成为国外著名厂商的技术发展重点,并相继开发出拥有各自专利技术的产品。而且由于伺服电机具有调速性能优良,在宽广的调速范围内具有较高效率,可以在较小的电流下实现启动和频繁正反转,实现高精度、快响应、高效率和高输出的性能指标。如日本Amada公司、Muratec公司、芬兰Finn-Power公司、德国Trumpf公司均已推出由伺服电机直接驱动的数控转塔冲床并且性能方面都已达到了一个新的高度。表5所示为国外伺服驱动式压力机的主要技术参数和结构形式。

■ 表5 国外伺服驱动式压力机的主要技术参数和结构形式
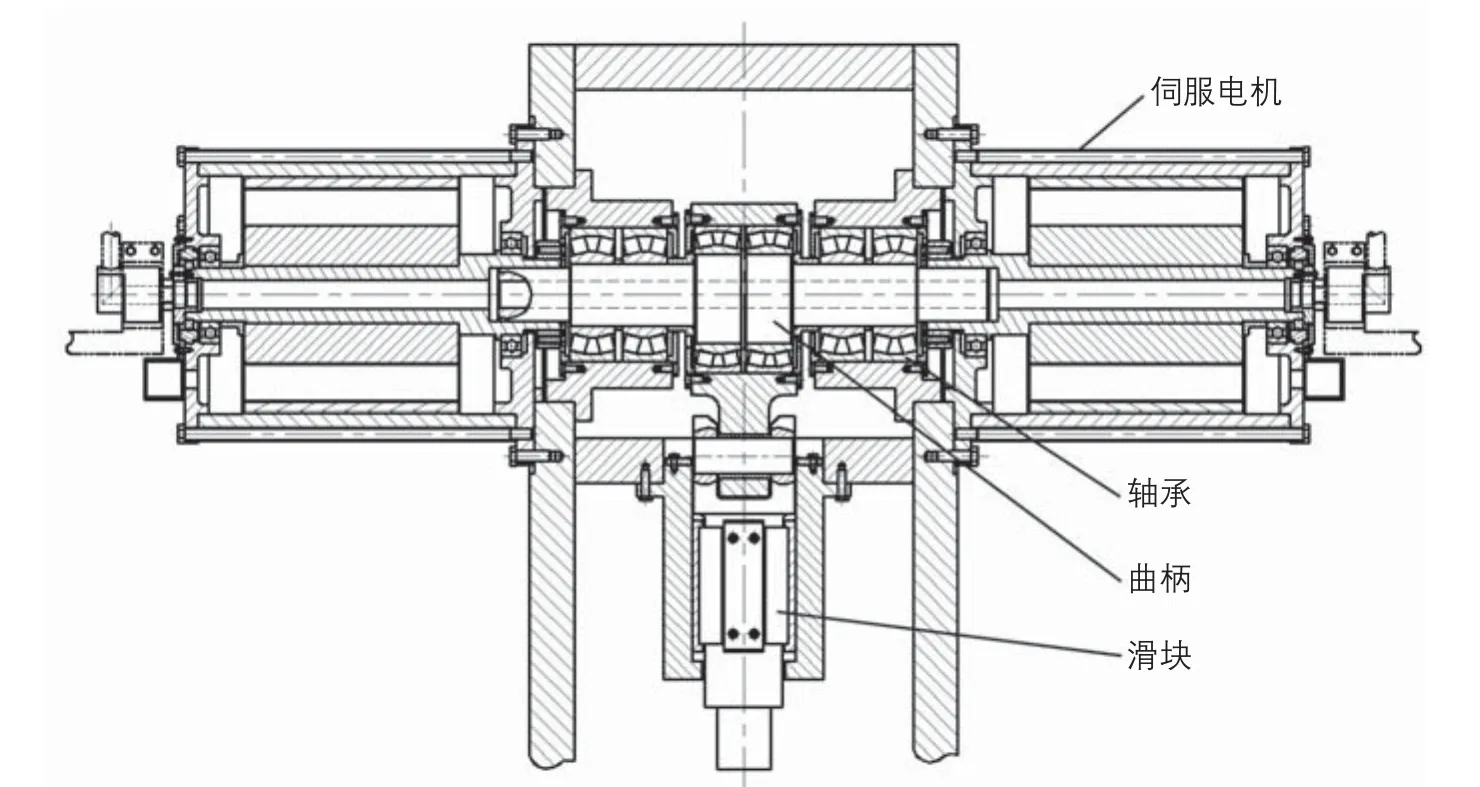
图5 双电机直驱式曲柄连杆主工作机构
经过国内外近年来的研究和发展,目前伺服电机直接驱动式的主传动结构形式主要有以下几种:一是在传统机械式主传动的基础上,将伺服电机直接与曲轴相连,省去飞轮、离合器与制动器;二是伺服电机通过丝杠传动副与曲柄肘杆机构相连;三是单伺服电机滑枕驱动方式,还有双伺服电机驱动丝杠螺母结构形式。
图5为双伺服电机直接与曲柄相连的结构简图。将两台伺服电机分别连接于曲轴的两端,控制其同步运转,保证对曲轴有足够的扭矩输出,同时可以获得很高的冲压频率。主轴的偏心部分位于轴的中部,此处与连杆通过滑动轴承连接。偏心部分两侧为支撑用滚子轴承,滚子轴承分别布置于主机箱和电机机箱中。主轴两侧与伺服电机的转子通过铝制花键套相连,使得整个结构非常紧凑。采用铝制套有利于内部磁场分布,也利于减小转动惯量。
直驱式是近年来在各个领域不断发展起来的一种新型伺服控制方式。由直驱式冲压系统取代传统曲柄滑块经典机构冲压系统,可以很方便地改变执行元件的运动方向和速度等。该冲压系统最大的特点是充分发挥交流伺服电机的特性,把所有的控制问题都转化到对交流伺服电机的控制上,可以很方便地实现计算机控制,在自动控制方面具有很强的适应性。相比较而言,直驱式压力机具有以下优势:
⑴结构简单,生产效率高。取消偏心轴、连杆、导向等机构,大大降低了系统的复杂程度,减少了机械加工成本。通过电机控制,反馈系数调整简单可靠。由于直驱式冲压系统控制的根本就是伺服电机的控制,因此可以使用伺服电机控制策略的优秀成果来改善冲压机的静、动态性能。伺服电机驱动式压力机传动的滑块行程和速度能够任意调整,可以选择冲压所需的最短行程,同时设定合适的速度,使其与送料同步,从而有效地提高生产效率。
⑵优化工艺。由于电机的数字化控制可以达到很高的精度,可以精确地设定滑块位移、速度、加速度和死点位置,适合各种冲压工艺和模具类型。并且可以通过优化控制程序实现压印、冲压、成形、折弯等工作模式。
⑶能耗低。传统的机械式主传动机构在工作过程中,需要飞轮存储能量进行冲压,而对于伺服电机驱动式主传动,能量无需存储,伺服电机也不需要一直旋转,仅在冲压时启动并提供所需能量。另外,由于取消了飞轮、离合器与制动器,使结构简化,因此电能消耗大大降低。
⑷安全、稳定、可靠,具有自诊断功能。该冲压系统具有冲头位置的检测信号输出功能,该信号是与冲头位移成正比的直流电压信号,可明确给出冲头的运动状态。且该信号不受电机运送状态的影响,由此可诊断冲压系统是否工作正常。
⑸降低噪声,延长使用寿命。由于保压成形工艺的要求,电动润滑泵滑块在冲击材料时,需要在某一位置稍作停留,这是伺服电机可以实现的。恰恰由于停留的这段时间,伺服电机驱动式主传动机构在突然卸载时储存的弹性变形能不至于过大,降噪的效果由此得以体现。由于降低了撞击对设备的损耗,所以延长了设备的使用寿命。
结束语
伺服直驱式传动方式作为回转头压力机的最新一代产品,具有冲压速度高、节能、低噪声、无液压油、环保等优点,是目前回转头压力机的发展水平和发展方向。
伺服直驱式传动方式的关键在于大扭矩、低转速、大容量伺服电机的设计和控制技术。在跟踪和研究国外先进伺服冲压技术的同时,我们应该以高端高速精密板材冲压加工中心的研发为目标,解决大功率交流伺服驱动高端高速精密板材冲压加工中心的关键技术,开发高速冲压大功率交流伺服电机驱动控制系统和高性能配套装置以及冲压工艺自动编程系统,建立高端高速精密板材冲压集成技术设计、控制方法和制造工艺,制定其设计、制造、检测等技术标准,为新型板材冲压加工中心的批量生产奠定基础。
猜你喜欢
微特电机(2020年11期)2020-12-30
重型机械(2020年3期)2020-08-24
设备管理与维修(2019年22期)2019-12-19
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年3期)2017-06-23
中南大学学报(自然科学版)(2016年2期)2017-01-19
铁道通信信号(2016年10期)2016-06-01
工业设计(2016年6期)2016-04-17