大节距双齿履带板的锻造生产
2013-08-08 00:59张敏张新东张开举山推工程机械股份有限公司
锻造与冲压 2013年23期
文/张敏,张新东,张开举·山推工程机械股份有限公司
焦伟祥·衡水中铁建铸锻有限公司
大节距双齿履带板的锻造生产
文/张敏,张新东,张开举·山推工程机械股份有限公司
焦伟祥·衡水中铁建铸锻有限公司

张敏,锻造技术科副科长,工程师,主要从事工程机械用零部件锻造工艺、模具设计加工及工装夹具设计,并负责公司履带板锻造工艺研究等两项重点科研项目。
本文针对履带板锻造工艺的特点,提出了大节距履带板锻造过程的工艺开发,通过后期的履带板热处理工艺,锻件的各项力学性能指标均符合技术要求,实现了大节距双齿履带板锻件的制造生产,完全能够替代进口履带板。
大节距260mm双齿履带板是履带式工程机械70t液压挖掘机行走系统的关键部件,图1为某工程机械大吨位挖掘机用双齿履带板,长度在700mm左右,板齿加强筋部凸起较高,中间肋板及板耳处较薄,锻件尺寸精度及形位公差要求较高,锻造成形难度很大。由于国内现有的履带板用型钢品种有限,考虑到成本和市场的因素,只有批量较大的情况下,轧钢厂才会生产履带板用型钢。因此目前国内使用的大节距双齿履带板全部从国外进口,采用轧钢工艺生产价格高、进口周期长,且受国外公司的制约。本文将根据履带板的设计要求,探讨分析大节距双齿履带板锻件的锻造工艺,从而成功生产出双齿履带板锻件。
锻造工艺特点
(1)大节距双齿履带板的锻件尺寸大,锻件单重53kg。目前,该履带板是我公司同类产品中尺寸最大、重量最重的履带板,因此对工艺设计和生产操作要求非常高。
(2)锻件在分模面上的投影面积大约为2300cm2,需要的变形力大。从锻造工艺看,需要较高公称压力的锻造设备。
(3)锻件板耳处厚度较薄,锻件截面上又有很大高度落差的板齿筋部,金属流动困难,该部位很有可能充不满。
(4)变形难度大。锻造过程中,由于锻件较大,金属与模具接触面积大,导致金属的冷却速度快;随着变形量的增加,变形硬化倾向大。其中肋板厚度薄,此处要求尺寸精度高,如果打击力不足,肋板有可能锻不到位。
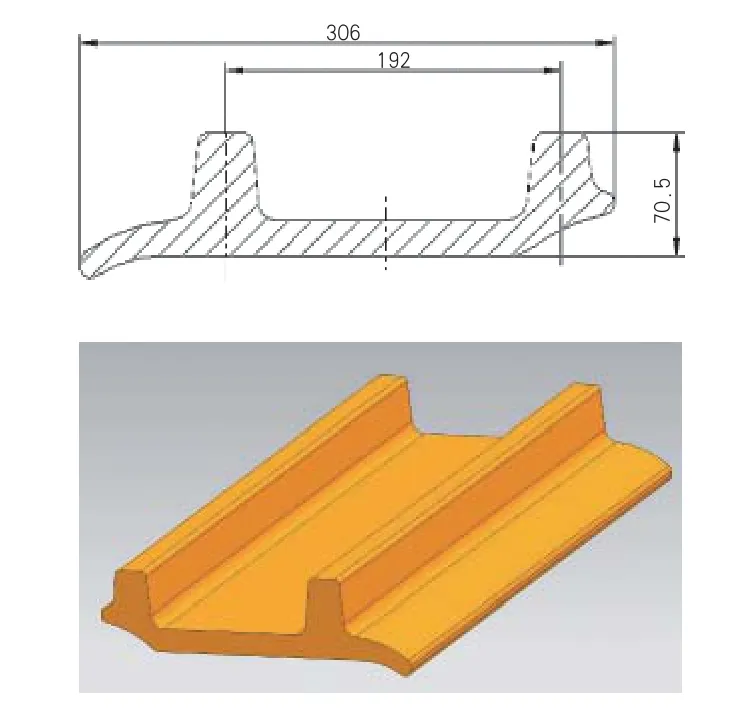
图1 双齿履带板锻件简图
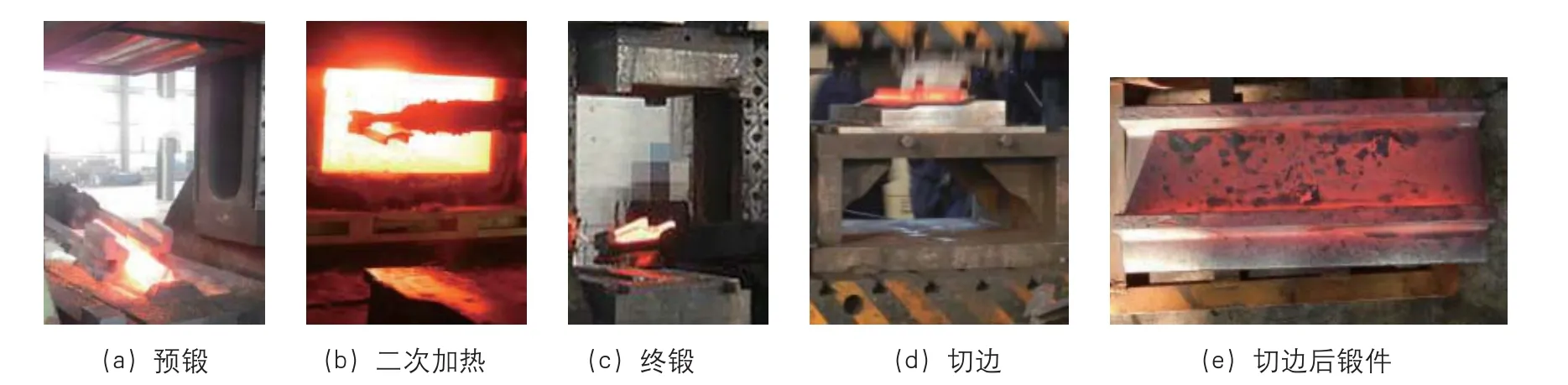
图2 履带板锻件的锻造过程

图3 履带板表面及芯部硬度
履带板锻件的生产过程
锻前加热
考虑到现场生产及材料的实际情况,采用圆棒料锻造,在带锯床上对圆棒料进行锯切,严格控制下料长度,保证端面质量。通过中频加热炉对棒料加热,温度控制在(1200±30)℃ ,因预锻工位离中频加热炉距离较远,控制时取加热温度上限,最大限度提高塑性,降低变形抗力。
锻造工艺
根据生产经验和锻造设备条件,我们提出“预锻分料,燃气加热炉二次加热,终锻成形”的工艺方案。预锻成形在10t(250kJ)电液模锻锤上进行。
⑴预锻工步。该工步在完成材料合理分配的同时,尽可能地实现板齿加强筋部的成形。此工序极为关键,要求分料准确,预锻模设计尤其是定位坑的设计要精确。第一次打击压扁后,要及时清理预锻模上的氧化皮;同时还要控制预锻件的厚度,保证板齿加强筋部充填良好。如果预锻件锻打过厚,会不利于终锻充满型腔,导致锻件出现充不满现象。
⑵二次加热。在燃气加热炉上加热,预锻件二次加热保证在1230℃以下,要严格控制加热温度、最大升温速度及保温时间,保证加热的均匀性,减少二次加热的氧化烧损。
⑶终锻成形。在16t(400kJ)电液模锻锤上终锻成形。终锻工步主要完成履带板锻件成形。加热好的预锻件从加热炉中取出,简单清除氧化皮后,入模锻造。第一次打击后,待工件完全脱模后,及时清理锻模型腔内的氧化皮;使用喷雾脱模剂后,多次打击成形。锻打过程中观察飞边及锻件温度,更好地掌握打击次数。
⑷切边工步。该工步主要在1250t曲柄压力机上进行热切边。终锻件成形后立即在1250t曲柄压力机上热切边,做好锻件的定位及下模限位,使凸模进入凹模20mm。
⑸切边后的锻件板齿加强筋朝下放置冷却,以减小变形。履带板实际的锻造过程如图2 所示。
锻件加工后热处理
加工后的履带板通过淬火回火工艺热处理,淬火温度880~890℃,水冷,回火温度260℃,保温时间120min。通过淬火及回火处理,获得强度和硬度很高的马氏体及析出铁素体。从图3试验结果看出,四个试样的表面硬度及芯部硬度在42~46HRC,符合工艺设计要求。从表1中可以看出各项力学性能指标符合技术要求。

■ 表1 履带板锻件力学性能
结束语
大节距双齿履带板锻件的锻造工艺复杂,变形难度较大,影响锻件的质量因素多;但经过多次探索分析,我们充分利用现有的生产条件,实现了国内大节距双齿履带板锻件的制造生产,突破了国外公司的技术壁垒,进一步提升了企业的市场竞争力。
猜你喜欢
棉纺织技术(2021年2期)2021-03-11
石油化工建设(2019年6期)2020-01-16
中华建设(2019年4期)2019-07-10
中国特种设备安全(2019年1期)2019-03-13
林业工程学报(2017年4期)2017-08-07
治理现代化研究(2017年20期)2017-07-17
儿童故事画报·发现号趣味百科(2017年1期)2017-06-01
橡胶工业(2015年4期)2015-02-23
天津冶金(2014年4期)2014-02-28