
关于单螺杆塑料挤出机的节能分析和设计
2013-08-16 07:26杜德鑫
机械设计与制造工程 2013年7期
杜德鑫
(南京艺工电工设备有限公司,江苏南京 211199)
南京艺工电工设备有限公司设计的单螺杆塑料挤出机,主要应用于电工专用设备领域,服务于电线电缆行业。总结三十多年来的设计、制造和使用情况,结合目前倡导的节能、环保、绿色制造的环境,制造更加节能环保的绿色产品,改造老式的大能耗产品,是大势所趋。单螺杆塑料挤出机能耗大的原因有很多,经初步分析,除目前国内的企业为了达到各种用途在应用不同种类的塑料的改性添加材料[1],以及自身的制造质量不高之外,发现单螺杆塑料挤出机的能耗主要发生在主传动系统和机身的加热冷却系统,而且能耗比较大。这里仅以单螺杆塑料挤出机机身的加热冷却系统的能耗为例进行分析、讨论和说明。
1 挤出机的能量分析
根据作者的调查与分析,在我国的塑料加工和塑料机械行业中,单螺杆塑料挤出机的能耗问题尤其严重,在降低能耗方面有相当大的潜力可以挖掘。下面就以一台用普通Z4直流电机拖动的SJ-150×25单螺杆塑料挤出机(以下简称挤出机)为例,来说明此问题。
经过统计分析,在正常情况下,电阻丝加热方式输入和消耗在挤出机上的能量占比见表1。
由表1的统计分析可知:(1)输入能量列主要是主电机和机筒加热两项;(2)能量消耗列共15项中,只有对应于序号4的项(60.8%)是必需的,其余14项共消耗了39.2%的能量,其中由传动系统耗损的能量占15.07%(主电机占14%),加热冷却系统耗损的能量占21.91%,这两项高于全部损耗的1/3,控制和其他系统仅占2.22%。
可见,主电机和加热冷却系统的能量耗损是关键。因此,为了减少能量损耗,必须从减少电机和加热冷却系统的耗损这两项着手。而电机的损耗可以采用目前倡导的高效电机及其节能控制等方法来解决,这里仅就加热冷却系统的耗损问题加以讨论。
2 挤出机能量消耗的指标
在分析挤出机的能量消耗时,如果以消耗功率绝对量的多少来评价能量消耗的高低,那是很不全面的。正确的做法是应用单耗(即名义比功率P'=P/Q,其中P为加工时消耗的能量,kW;Q为当时的生产率,kg/h;P/Q即意味着每成型加工1kg制品所消耗的以kWh计量的电能)[1-2]和比流量(即q=Q实测/n实测,其中Q实测为实测的产量的数值,kg/h;n实测为实测的转速的数值,r/min)[1-2]来作为比较的依据,并用这两个指标作为评定挤出机性能,或评价某个工艺方法价值高低的依据,相关的性能参数在国家标准[2]中已经有规定,仅摘录SPVC和LDPE两种物料来参考讨论,见表2。
通常的挤出机设计主参数见表1,完全可以达到表2的规定,但是能耗较大。在其他条件相同的情况下,仅改变加热冷却系统,采用电磁感应[1,3]代替原来的电阻丝加热方式,效果显著,对应于表1中序号4的项从60.8%增加到74.8%,加热冷却系统耗损的能量从占21.91%降为7.77%,热效率>90%,功率因数达到99%,使更多的能量用到了必需的系统上,详见表3。
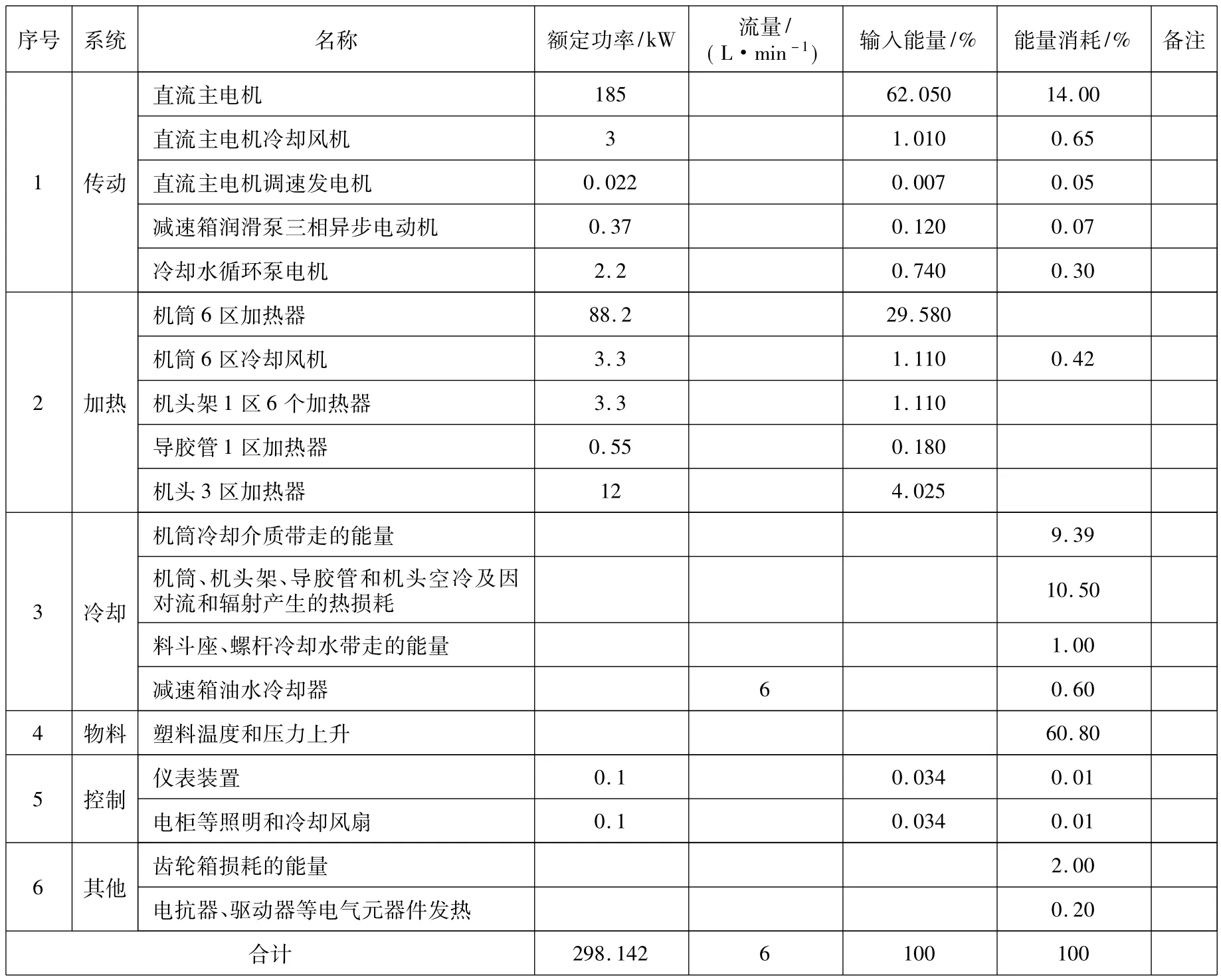
表1 电阻丝加热方式输入和消耗在挤出机上的能量占比表
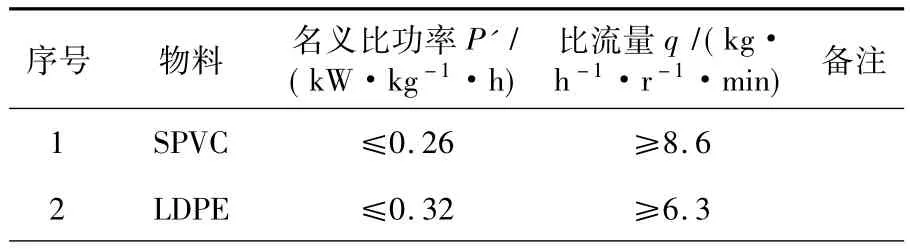
表2 挤出机性能主参数表
改进后挤出机的性能主参数见表4,可见节能效果明显,降低了 23.0% ~37.5%。SPVC和LDPE的名义比功率P'<0.2kW/(kg/h),因此节能率达到15%~30%的目标是可以实现的。其他的物料可以分别通过实验确定,并可进一步订立相应的能耗检测标准,予以推广应用。
3 减少加热冷却系统能量耗损的措施
挤出机是在热状态下进行工作的,从前面的分析可以看出:加热冷却系统的能量消耗占整个能量消耗的第二位。因此,减少这一系统不必要的能量损耗是很重要的。
众所周知,目前大多数单螺杆塑料挤出机采用的都是电阻丝加热的方式,挤出机在预热时需要较大的加热功率,而在稳定生产时只需要很小的功率,甚至于不要加热而只需冷却。温度的控制必须适应这个工艺特点,而以往都采用通断控制的方式,接通电源时全功率加热,不仅仅浪费了电能,而且还会因温度波动而影响制品质量。为了节能,当前在加热冷却系统上已经采取如下措施:
a.采用智能型的温控仪表或者智能控制方式,此时加热功率会随温度接近设定值而按比例减少。其中加热控制电路按下述原则来设计:在预热时采用全功率加热,而在正常生产后,电路自动切断3/4~1/2的加热功率,使得维持正常运转的加热功率仅为设计功率的1/4~1/2。这样一方面节约了能量,另一方面也降低了温度的波动。
b.在挤出机机筒上采取绝热措施,这样做可以大量减少热量从机筒往周围介质中传播的耗损。据文献报导,绝热式机筒能减少机筒加热能量消耗的 30% ~50%[1]。
对于热稳定性较佳的塑料物料,在挤出机机筒表面采取绝热措施,同时在机筒的外面围上特殊设计的护罩。
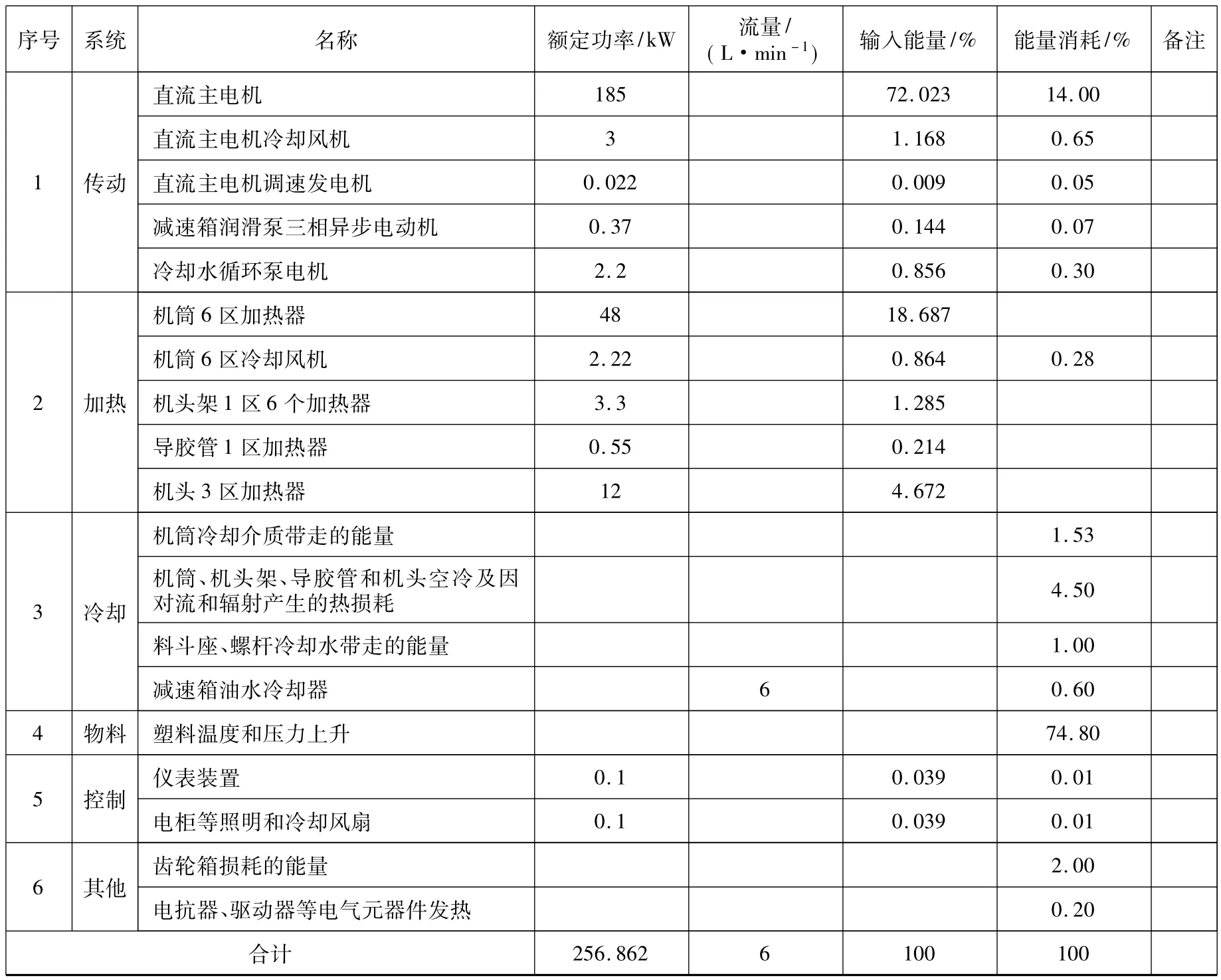
表3 输入和消耗在挤出机上的能量占比表

表4 挤出机性能主参数表
对于热稳定性较差的塑料物料,由于螺杆产生的剪切热不能很好散发,从而有导致物料过热的可能,采用半绝热式措施,仅在挤出机机筒外面围以特殊设计的护罩,其内壁镜面将热量反射回机筒,罩子与机筒之间的空气有隔热作用,既能减少过热的可能性,也可减少能量的损耗。
虽然这样做会导致结构变得有些复杂,工艺上需对应处置,但对制品质量和能耗的控制均是有利的。
c.近年来由于电磁感应加热技术[1,3]的发展,在挤出机方面的应用得以突破,使得挤出机传统的加热概念得到更新。通过实验和实际项目的实施,证明电磁感应加热方式不但具有加热时间短、升温快、温度波动小等诸多优点,而且更为重要的是,感应加热比电阻丝加热能降低近30%的能耗,投资收效也快,具有节能、环保、经济的优势。
4 关于设计的几点建议
目前在国内的挤出机设计中应该注意下列问题:(1)关于高速高效挤出。无论是用小口径挤大规格,还是用大口径挤小规格,都必须在接近额定转速的条件下,注意单耗值P/Q的大小,同时要考虑辅机进行设计,以达到“高速”而且“高效”。(2)新型螺杆(如屏障型螺杆、分离型螺杆等)的应用。只要混炼元件设计得当,单耗值P/Q不仅不会上升,相反由于混合均匀而会有所下降,效果会更佳。(3)对不同的物料,应采用不同型式的螺杆和挤出结构设计,尽量细分。在通用和专用之间权衡利弊得失时,应避免在同一台挤出机上加工很多种物料制品,那样会导致调速范围很大,出现电机功率只能按最大载荷选择而不经济的弊病。
5 结束语
由于研究条件的不同,本文所介绍的节能数据对于其他规格和型号的挤出机可能会有所出入。但从所分析的事例来看,当前挤出机节约能量的潜力是很大的,值得注意。
利用全新的加热概念,关注低能耗、高速高效的新的挤出技术和工艺方法的应用,是目前的发展趋势。从节能的观点来设计和选择挤出机,以及正确地选择加工工艺条件,在单螺杆塑料挤出机中节能15%~30%是完全可能的。节能的措施与方法有很多,我们应该认识到它的重要性并落到实处,对改变长期以来低效高能耗的现状意义重大。
[1] 北京化工学院,华南工学院.塑料机械设计[M].北京:中国轻工业出版社,1994.
[2] 中华人民共和国工业和信息化部.JB/T 8061-2011单螺杆塑料挤出机[S].1版.北京:机械工业出版社,2012.
[3] 劳温代尔C.塑料挤出[M].2版.陈文瑛,韦华,赵红玉,译.北京:中国轻工业出版社,1996.
猜你喜欢
现代塑料(2022年2期)2022-09-22
橡塑技术与装备(2018年8期)2018-04-19
中国塑料(2017年2期)2017-05-17
中国塑料(2016年7期)2016-04-16
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
中国塑料(2015年10期)2015-10-14
中国塑料(2014年8期)2014-10-17
压缩机技术(2014年5期)2014-02-28
