防尘盖卷圆模设计
2013-08-23 11:12河北太行机械工业有限公司石家庄050000武立社阎士标刘建功
金属加工(冷加工) 2013年15期
河北太行机械工业有限公司 (石家庄 050000) 武立社 阎士标 刘建功
我公司某产品用防尘盖为一冲压零件,需经过落料、卷圆、切口及压弯等多个工序才能完成。由于零件小、材料薄,这就要求合理设计各工序的模具结构。特别是卷圆工序,卷圆模的设计是零件成功生产的重要环节。
经过综合分析,确定了工艺方案,设计了卷圆模。经试生产,零件完全满足设计要求,达到了预期目的。
1.工艺性分析
该工件材料为60Si2Mn,料厚1mm。其尺寸如图1所示。
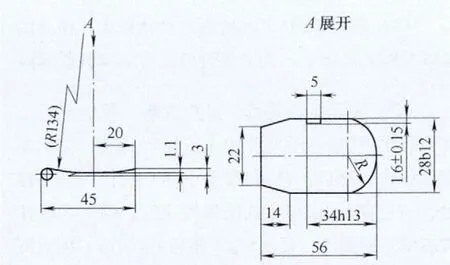
图1 零件
由零件图可以看出,该零件尺寸较小,一边为卷圆R2m m,有切口和R134m m圆弧,需卷圆部分为一整圆,一次卷成难度较大,因而确定先压一个半圆再卷成整圆的工艺。R134mm圆弧较大,若一次成形由于回弹影响尺寸不易保证,因而先向反方向压一圆弧,最后通过一成形模将R134mm圆弧及切口一次完成。
通过以上分析,确定如下工艺方案:落料→冲半圆→卷圆→预压弯→切口、成形。
工序如图2所示。
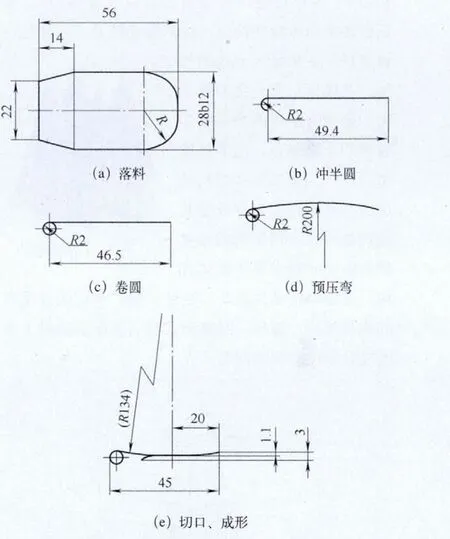
图2 工序
2.模具结构及工作过程
防尘盖零件其余工序比较简单,这里对卷圆工序的模具结构和工作过程做一介绍。
(1)模具结构特点 模具结构如图3所示,主要由上模3、下模4、顶块5、模框6等组成。上模3、下模4、顶块5将冲半圆后的工序件卷成圆形。
模框6和下模4通过螺钉紧固在一起,围成的内腔起着对顶块5导向的作用,分体式设计简化了模具结构,有利于模具的加工和维修。
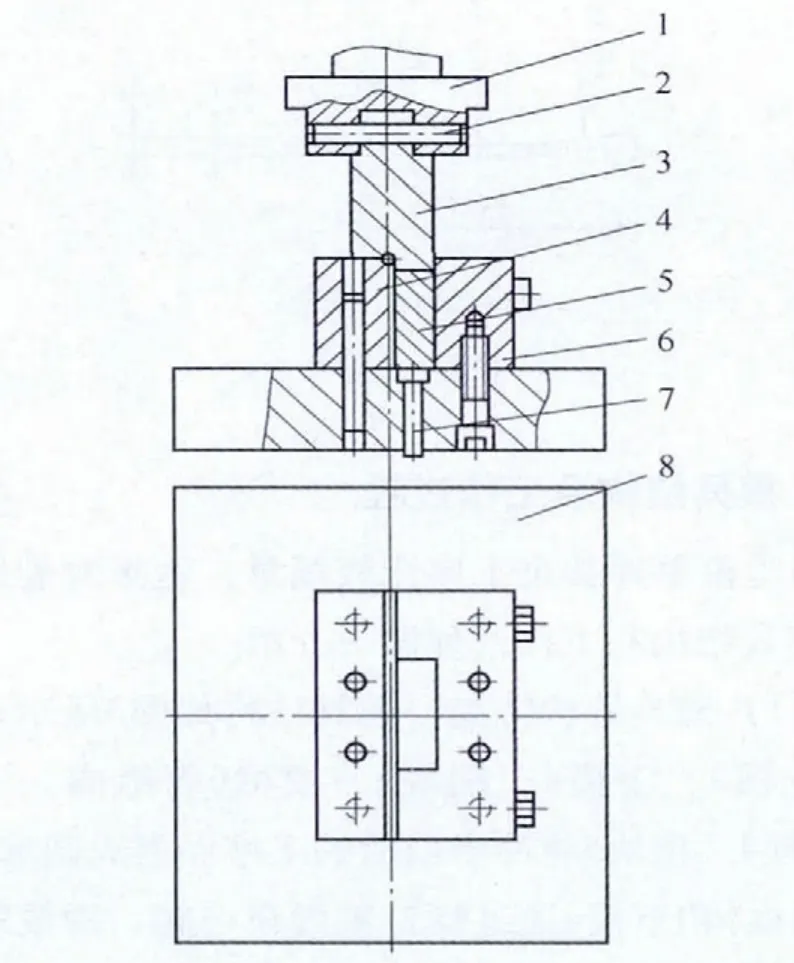
图3 模具结构
(2)模具工作过程 模具调整、固定好后,首先将工序2所冲毛坯件放入下模4与顶块5之间的定位槽中,然后,模柄1带动上模3下行与顶块5接触,通过顶杆7压缩下面的弹性元件,同时毛坯件被逐渐卷成圆形。顶块5与下模板8接触后,压力机滑块到达下死点,毛坯件被卷成圆形。压力机回程时通过模柄1带动上模3上行与下模4分离,用工具取出工件。
3.结语
该零件工艺编制符合公司生产实际情况,模具结构设计合理。
经生产实践验证,零件质量符合图样要求。该工艺及卷圆模对于解决类似冲压零件起到了借鉴作用。
猜你喜欢
昆钢科技(2022年2期)2022-07-08
中国钼业(2022年5期)2022-03-24
建材发展导向(2022年4期)2022-03-16
橡塑技术与装备(2021年15期)2021-08-12
石材(2020年4期)2020-05-25
科学技术创新(2020年6期)2020-04-18
建材发展导向(2019年10期)2019-08-24
橡塑技术与装备(2018年21期)2018-11-13
工程建设与设计(2016年1期)2016-02-27
机械工程师(2015年10期)2015-02-02