单晶硅的电解电火花铣削加工工艺研究
2013-09-10 04:09吕传伟李明义吴俊杰
电加工与模具 2013年5期
吕传伟,谷 安,李明义,吴俊杰
(南京航空航天大学机电学院,江苏南京 210016)
近年来,硅、锗等半导体材料被广泛用于航空航天、国防和电子等领域。在半导体材料中,硅材料的应用最为广泛,可用于制作各种大功率晶体管、整流器、集成电路和太阳能电池等,广泛用于计算机、微波通信、光纤通信、太阳能发电等方面[1]。由于硅的广泛应用及其加工形状的日趋复杂,对其加工方法的研究具有非常重要的意义。
硅晶体硬而脆,是一种无延展性的半导体材料。由于硅的硬脆特性,机械加工方法极易产生崩碎、微裂纹等,因此很难保证精度与加工质量。硅具有一定的导电性,许多学者对电火花加工硅材料进行了研究,但是硅的电阻率较高,对电火花加工来说很不适宜[2]。电解电火花加工方法不受材料高电阻的限制,能实现对硬脆高电阻材料进行加工,因此使用电解电火花加工硅材料是可行的。
电解电火花加工最初是由日本学者提出的,它在加工非导电的硬脆材料上表现出了良好的性能。近年来,很多学者对电解电火花加工进行了研究。Zheng 等[3]研究了玻璃材料的电解电火花铣削加工,在玻璃材料上铣削出了一些三维结构。鹿昌剑[4]对玻璃进行了长深窄缝、微流道等电解电火花铣削加工实验。
电解电火花铣削能加工出复杂的二维结构,利用分层制造原理[5]还可加工出复杂的三维形状。为满足硅材料应用中的复杂形状要求,本文提出一种电解电火花铣削硅材料的方法,并对其加工工艺进行研究。
1 加工原理
电解电火花加工是利用电解液中的火花放电作用对工件进行蚀除加工,其加工原理见图1。加工过程大致可分为4 个步骤:电解析出氢气泡;电极与电解液之间产生高的电位梯度;气泡膜被击穿,产生火花放电并蚀除材料;消电离并形成新的气泡膜,准备下次放电。

图1 电解电火花加工原理示意图
电解电火花铣削加工是利用简单的工具电极,在控制系统的控制下,按照一定轨迹进行加工,电极在工件上做类似铣削的移动,通过在不同位置的放电,逐层蚀除材料,从而在工件上加工出所需形状。例如:按图2 所示的电极运动轨迹进行铣削加工,就能加工出一个长方形的槽。图中,D 为电极直径;δ 为电极运动轨迹重合量;电极运动轨迹重合量与电极直径的比值称为电极运动轨迹重合率,即σ=δ/D。

图2 电极运动轨迹图
在传统电火花铣削中,放电现象总是发生在极间最小处,通过电极运动轨迹重叠,可在一定程度上消除加工痕迹[6]。在加工过程中,由于尖端放电效应,电极底端直径会有所减少,从而影响铣削质量,采用一定的轨迹重叠率能消除这种影响。
2 实验设计
实验平台见图3,主要由脉冲电源、进给装置、电解槽、电极和工件夹具等组成。加工采用脉冲电源供电,工具电极接电源负极,辅助电极接电源正极。脉冲电源峰值电压为180 V,脉冲能量大小可调,实验以平均电压来衡量脉冲能量大小。电解液为10 %的NaCl 溶液,工具电极为直径1 mm 的棒状电极,辅助电极为铁块,加工对象为2 mm 厚的硅片。铣削加工轨迹通过工作台的运动实现,工具电极静止不动,从而使工件和工具产生相对运动。

图3 电解电火花铣削加工实验平台
实验主要研究脉冲能量和电极运动轨迹重叠率对电火花铣削硅材料表面质量的影响。具体方案如下:
(1)把电极运动轨迹重叠率分为3 个水平:0.1、0.3、0.5,使用相同的脉冲能量(即相同平均电压)和进给量,分别在3 个重叠率水平下对硅片进行电解电火花铣削加工,研究不同电极轨迹重叠率对加工表面质量的影响。
(2)把平均电压分为4 个水平:13、17、21、25 V,使用相同的电极运动轨迹重叠率和进给量,分别在4 个平均电压水平下对硅片进行电解电火花铣削加工,研究脉冲能量对加工表面质量的影响。
3 实验结果与分析
根据实验设计方案,对单晶硅片进行了电解电火花铣削加工,对加工表面拍摄了表面形貌图,并测量了表面粗糙度,结果见图4。电极运动轨迹重叠率和平均电压对表面粗糙度的影响曲线见图5和图6。
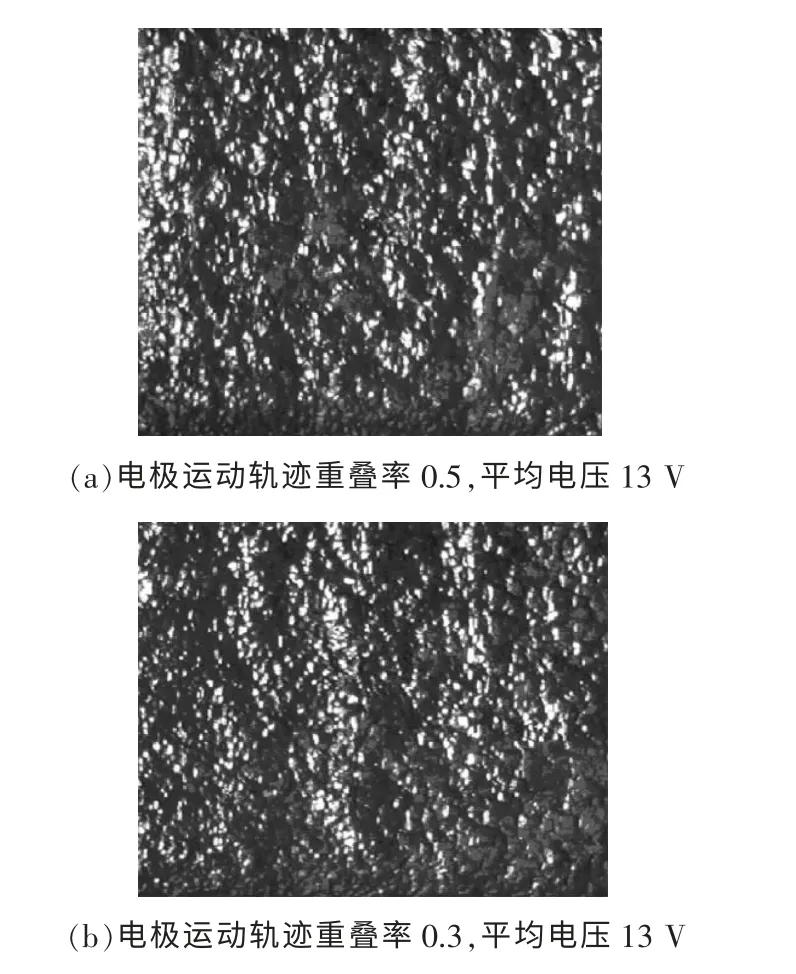

图4 铣削加工表面形貌图
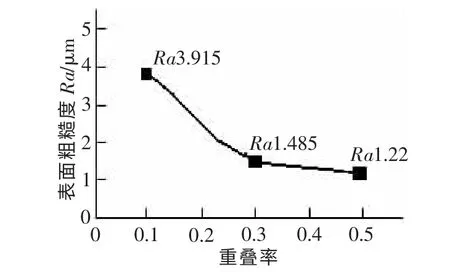
图5 电极运动轨迹重叠率对表面粗糙度的影响

图6 平均电压对表面粗糙度的影响
由图5 可看出,电极运动轨迹重叠率越高,表面粗糙度值越小,加工的表面质量越好,表面凹坑越均匀,电极运动痕迹越不明显。其中,重叠率从0.1~0.3 范围内的表面质量提高最明显。
由图6 可看出,脉冲能量越低,表面粗糙度值越小,表面凹坑越小,表面越平整,表面质量越好。这是由于加工能量越高,蚀除的材料越多,工件表面会产生较大的凹坑,表面质量也就越粗糙。
4 结束语
本文对电解电火花铣削加工单晶硅材料进行了研究,分析了脉冲能量大小和电极运动轨迹重叠率对硅片铣削加工质量的影响。研究发现:电极轨迹重合率越高,脉冲能量越小,硅片的铣削加工质量越好。在实际加工过程中,使用低的脉冲能量或高的电极运动轨迹重叠率,虽然能获得较好的加工质量,但加工效率会降低,所以应选择合适的脉冲能量和电极运动轨迹重叠率,以同时保证加工效率与质量。
[1]康自卫,王丽.硅片加工技术[M].北京:化学工业出版社,2010.
[2]王振龙,夏良俊,赵万生.半导体材料的电火花加工技术研究[J].电加工与模具,2004(1):13-15.
[3]Zheng Z P,Cheng W H,Huang F Y,et al.3D microstructuring of pyrex glass using the electrochemical discharge machining process[J].Journal of Micromechanics and Microengineering,2007,17(5):960-966.
[4]鹿昌剑.电解电火花复合加工在微细加工中的应用研究[D].南京:南京航空航天大学,2012.
[5]王振龙,赵万生,刘光壮.基于分层制造原理的微细电火花加工技术研究[J].机械工程学报,2002,38(2):22-26.
[6]赵万生.先进电火花加工技术[M].北京:国防工业出版社,2003.
猜你喜欢
湖北农机化(2020年4期)2020-07-24
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
山东冶金(2019年6期)2020-01-06
陶瓷学报(2019年6期)2019-10-27
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年4期)2017-06-22
制造技术与机床(2017年12期)2017-02-02
中国塑料(2016年8期)2016-06-27