
垂度补偿功能在多磨头数控磨床调整中的应用*
2013-09-27 01:31朱瑮
制造技术与机床 2013年8期
朱 瑮
(杭州杭机股份有限公司,浙江杭州 311315)
1 机床介绍
HZ-088CNC大型直线滚动导轨精密曲面成形数控磨床作为国家重大专项项目,是为全国机床厂提供提高机床精度的关键共性技术,直接提高国产直线滚动导轨制造水平,特别是解决大型精密直线滚动导轨磨削关键技术和装备问题而开发研制的机床。
该机床针对普通导轨与重载导轨及滚柱导轨产品的精密磨削加工,可以磨削15~125 mm规格的精密直线导轨。采用切向切入式磨削工艺,用金刚石滚轮成形修整砂轮,成形磨削导轨体的4条滚道和2个侧面。
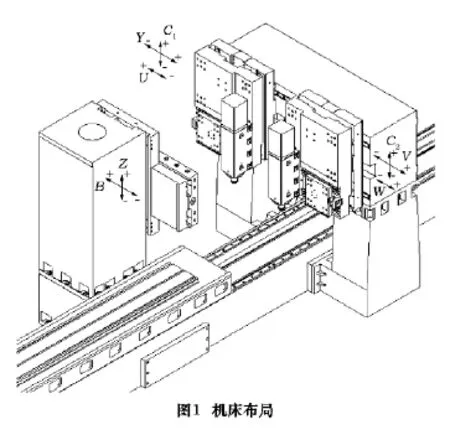
机床结构布局如图1所示。机床两个立式磨头采用龙门式结构,由双立柱、横梁及床身组成一个封闭的刚性框架结构;横梁固定不作升降,机床两个立式磨头安装在横梁的前侧。另一个卧式磨头拖板采用十字拖板结构,位于两个立式磨头前侧。立式磨头、卧式磨头各自既可作横向运动,还可作垂直运动。两立式磨头用于磨削导轨两侧平面、腰槽及圆弧截型,可以进行在线修整,在工作台上另附有单独的立式磨头修整器;卧式磨头用于磨削导轨基面及重载导轨上平面内的圆弧面。卧式磨头砂轮的修整器安装在工作台上。
机床数控系统采用西门子840D系统,配有手持式电手轮。九根伺服电动机轴分别控制两立式磨头的横向进给、垂直进给及其砂轮修整器进给,以及卧式磨头的垂直进给、横向进给和工作台纵向移动。3只交流伺服主轴电动机分别控制2个立式磨头和卧式磨头主轴转动。为了保证进给精度,3个磨头的横向进给、垂直进给及2个立式磨头修整器进给8根控制轴加装HEIDENHAIN公司的光栅尺,实现全闭环控制。床身与工作台导轨采用直线滚动导轨副;工作台纵向移动采用交流伺服电动机及精密滚珠丝杠副驱动。
2 课题提出
机床安装,床身导轨磨削平行度的调整是其运动最重要的基础。床身导轨的调平一般是将1只千分表固定在磨头上,测工作台平面;移动工作台,然后根据表针指示,调整床身导轨,最终使工作台运行在测量点处在同一平面上。
本机床最大磨削工件长度为4 m,工作台有效行程6 m,机床总长约15 m,为一长床身导轨结构。工作台上安装有工件夹具、工件、两套砂轮修整机构加上工作台自重重量较大,其前后运行引起床身变形较大。而此机床的立卧磨头是前后分布的,要求在立卧磨头处分别测量工作台移动平行度都要调整到要求的精度范围;因立卧磨头间隔距离有800 mm,立式磨头处调整好了,卧式磨头处就不好,反之也是如此。增加床身刚性,仅用传统的机械调整方法进行床身导轨的调平,费用高,也很困难。于是提出了用电气的方法进行补偿,先用传统的机械调整方法对立式磨进行头床身调平,再利用数控系统的垂度补偿功能对卧式磨头进行补偿,以达到其对工作台面相对平行的要求。
3 垂度补偿
此机床使用的是SIEMENS 840D数控系统,其垂度补偿功能为选项功能,在系统订货时要专门订购。垂度补偿功能的作用与作丝杠螺距补偿类似。丝杠螺距补偿是将补偿值分别补偿在自己轴的相应点上;而垂度补偿功能则是根据某一轴移动到不同位置时,将一补偿值补偿到另一轴上的功能,同时此功能还能进行双向螺距补偿。
此机床就是用了根据工作台X轴运动位置对卧式磨头垂直移动轴Z轴进行垂度补偿,达到对工件磨削的平行度要求。
4 SIEMENS 840D数控系统垂度补偿功能操作方法
(1)开通垂度补偿功能选项。
(2)设置补偿点数:MD18342MM_CEC_MAX_POINT[n]用于设定每个补偿表的补偿点数。其中n是补偿表序号,最大补偿表数=系统轴数×2。
(3)使补偿点数生效方法:NC复位或系统重新上电(此时会进行内存重新分配,因此应先做一次数据备份与回传操作,否则会把先前做好的数据丢失,具体方法此处不作详解)。
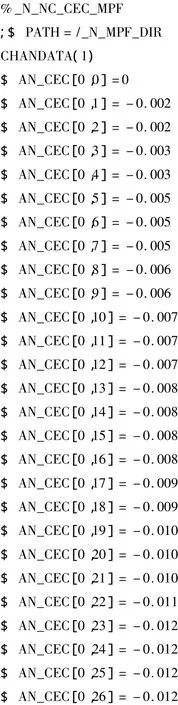
(4)补偿程序:一种是知道格式,编程、输入补偿数据后,运行程序;另一种是拷贝系统内部数据文件,填好补偿数据后装载。
(5)本机床磨削工件长4 m,取间隔100 mm一个补偿点,补偿程序如下:
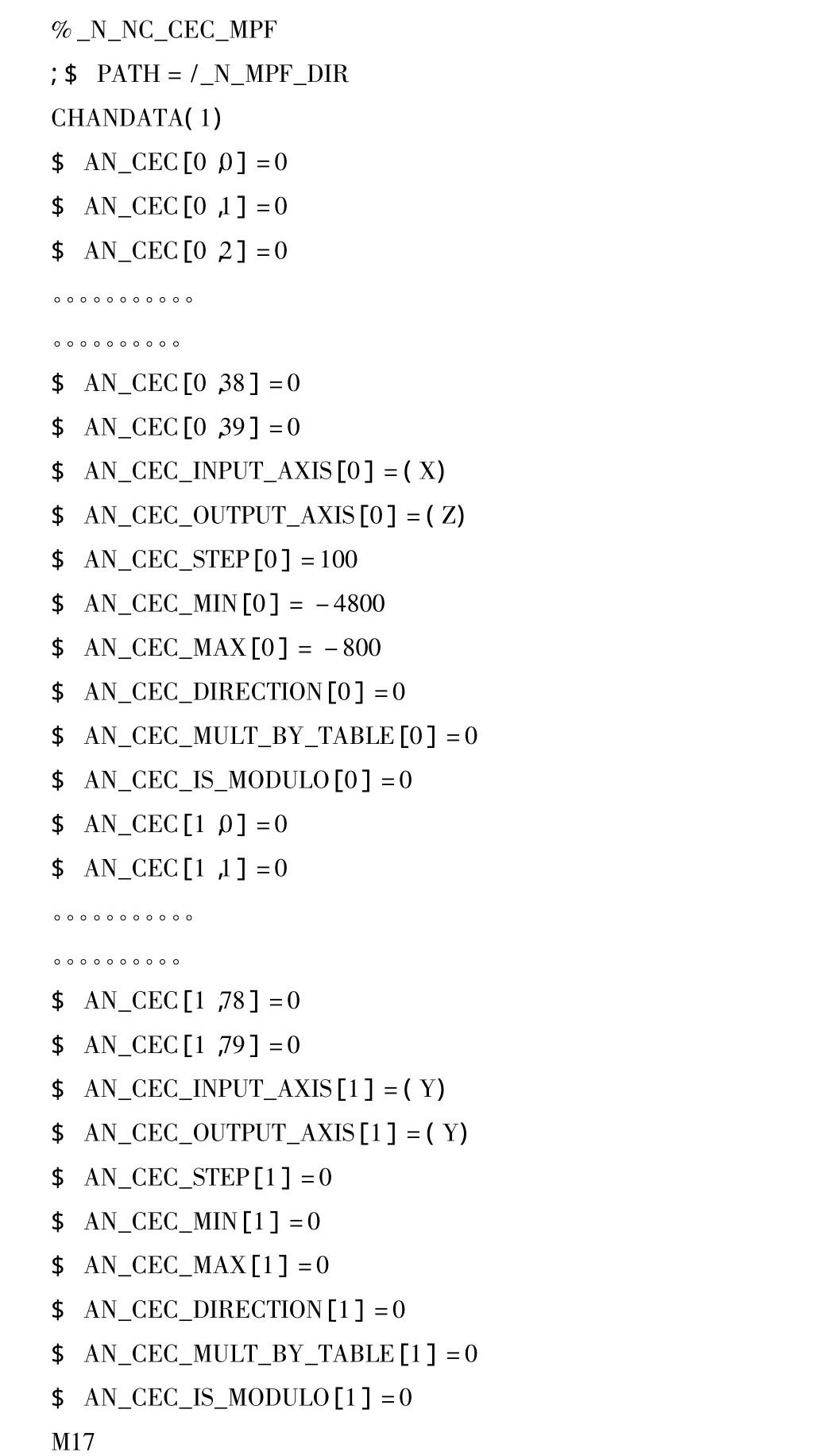
其中:
$AN_CEC[0,0]=0 是各补偿点的补偿值,方括弧中第一个数字是补偿表号,第二个数是补偿点号。
$AN_CEC_INPUT_AXIS[0]=(X)是输入轴,这里是工作台驱动轴X轴。
$AN_CEC_OUTPUT_AXIS[0]=(Z)是输出轴(补偿轴),此处为卧磨头垂直升降轴Z轴。
$AN_CEC_STEP[0]=100是补偿间距,此处取每100 mm一个。
$AN_CEC_MIN[0]=-4800是补偿区间(X轴)的下限坐标。
$AN_CEC_MAX[0]= -800是补偿区间(X轴)的上限坐标。

表1 μm

表2 μm

表3 μm
$AN_CEC_DIRECTION[0]=0 是补偿方向
=0双向使用其上面的补偿值。=1正向使用上面的补偿值。
=-1负向使用上面的补偿值。
$AN_CEC_MULT_BY_TABLE[0]=0 是补偿表相乘时,另一补偿表的序号。
$AN_CEC_IS_MODULO[0]=0如果补偿轴是旋转轴,要重复取模使用时取1。
后面部分为第二个补偿表,正、负向用不同补偿值时使用;也可作另一对垂度补偿轴补偿用。
(6)激活补偿数据
①设置MD32710CEC_ENABLE=1,NC复位。
②设置SD41300$SN_CEC_TABLE[0]=1
③回参考点。(绝对测量系统不用回)。
④在系统诊断画面中:[MENU/SELECT]——诊断——服务显示——轴调整——垂度+温度补偿。相应的补偿输出轴(此例为Z轴)画面,当工作台X轴移动时可以看到相应的补偿值变化。
5 实际应用
(1)首先将千分表固定在立式磨头上,移动工作台,测量并调平床身导轨,得表1数据。
(2)将千分表固定在卧式磨头上,移动工作台,测量工作台上同样的点,得表2数据。
(3)对照表1、2的数值,将差值输入补偿程序的相应补偿点。按第4章的操作方法补偿输入系统。

(4)将补偿值输入后,再次测量卧磨头对工作台移动平行度,得表3数据。
表3数据基本达到了所要求的精度。此补偿过程也可能需重复多次,直至调整到符合要求为至。注意点是:轴参考点如变化了,补偿值就必须重新测定、输入。
6 结语
通过垂度补偿功能在此机床上的应用,使前后磨头的平行度调节变得相对方便,只要先调好一只磨头,再测得另一处磨头的数据,用垂度补偿功能对另一磨头进行补偿,达到调节要求。省时省力。
[1]SINUMERIK 840D/840Di/810D Extended Functions(Part 2).
猜你喜欢
中国介入心脏病学杂志(2022年7期)2022-09-16
防爆电机(2022年2期)2022-04-26
金属加工(冷加工)(2022年2期)2022-02-24
有色设备(2021年4期)2021-03-16
重庆理工大学学报(自然科学)(2020年12期)2021-01-21
世界最新医学信息文摘(2020年50期)2020-07-14
故事林(2020年1期)2020-02-05
振动与冲击(2019年24期)2019-12-31
制造技术与机床(2019年7期)2019-07-22
北京汽车(2019年1期)2019-03-13
