
宽砂带磨削去毛刺工艺及专用技术装备
2013-09-29 01:28李铬李春广
制造技术与机床 2013年4期
梁 睦 李铬 李春广
(中原工学院机电学院,河南郑州450007)
目前,数控激光切割、冲孔、裁剪设备,已在许多制造加工企业中广泛使用,薄板平面零件冲孔、裁切后,周边总会产生一些飞边、毛刺;采用通用平面磨床修理周边毛刺、飞边,效率低,工时费用较高。采用电动砂轮机和砂布带轮手工修理,工时费用低,但工人操作安全性较差,工作效率不高,而且加工质量受人为因素影响,得不到有效控制。当厚度不大的平板类小零件品种、数量较多时,就需要设计专用设备来处理平板类零件周边的飞边毛刺加工工艺问题。

1 宽砂带磨削去毛刺专用设备的结构特点及工作原理
根据宽砂带磨削,一次磨削宽度大,磨削效率高的特点,笔者设计了宽砂带磨削去毛刺专用设备如图1所示。主要由砂带磨削系统、工件传送带机构及手动升降磁性工作台3部分组成。
工件传输带机构包括料箱1、主动带轮2、从动带轮8和传送带15组成。其中、主动带轮2由带有手动调速装置的摆线针轮减速电机驱动,可在1∶8速比范围内手动调速,以适应不同材料、尺寸、形状工件对于磨削进给速度的需要。从动带轮8可由张紧机构[1]17实施随机的张紧调整需要。
砂带磨削系统包括砂带磨削浮动砂带轮4、压缩弹簧5、宽砂带6、主动砂带轮7、驱动电动机9、联轴器10、轴承座11、钢架墙板16组成。其中驱动电动机9、联轴器10、轴承座11、主动砂带轮7固定安装在钢架墙板16上,形成砂带磨削系统的固定端;为了提高钢架墙板结构的整体稳定性,两直立墙板除底座连接处为整体连接外,图中虚线位置也设计有连接板(整体焊接)。另外,还可在两砂带轮中心线位置,增加可拆卸的中间连接板。但是,这会给宽砂带安装、更换带来许多麻烦[2]。浮动砂带轮4的两个方形轴承座插入钢架墙板16的开口型方槽中,由压缩弹簧5推力将两带轮之间的宽砂带张紧,形成砂带磨削系统的浮动端;在工件磨削中形成一定的弹性磨削力。磨削系统采用500 mm宽砂带,通过皮带轮摩擦传动方式,由电动机直接驱动产生对于工件的磨削力。
手动升降磁性工作台由磁性工作台12、联轴器13、手动蜗杆升降机构14组成。磁性工作台12上设置有永久磁铁或磨床专用电磁铁,形成对工件的固定磁力[3];手动升降磁性工作台在两工件传送带轮之间穿过皮带,并紧贴、托起上边传送带,相对浮动砂带轮4形成磨削挤压力;两边两个手动蜗杆升降机构14在传送带两侧边抬起磁性工作台12,由联轴器13实现同步升降,通过工作台的手动升降,适应于不同厚度、不同磨削挤压力的调整需求。
工作时,需要去毛刺的平板类工件由人工摆放到传送带15右端,摆放时工件飞边毛刺面朝上,由传送带自动输向磨头。当进入磁性工作台12的磁性区域时,靠磁铁将工件吸贴在帆布传送带上。当砂带对工件表面磨削时,依靠工作台的磁性,吸住工件与传送带同步通过砂带磨削区域。当传送带驱使工件离开工作台磁性区域,工件自动消磁,到达传送带左端主动带轮2处,依惯性力方向自动脱离传送带,甩入料箱1中。
2 有关砂带去毛刺专用设备和工艺问题几点的说明
2.1 宽砂带磨削
目前砂带磨削在国内已有了多年的成功经验,主要用于木工抛光,而且砂带宽度多小于200 mm,这是由于砂带环形粘接后,喇叭口问题[4]始终解决不好,砂带越宽,砂带两侧张力相差越大,越容易出现砂带起皱,走偏。笔者设计的砂带磨削设备采用500 mm宽砂带,由于从动砂带轮两侧采用两组压缩弹簧5自动张紧,对先天形成的喇叭口有一定的适应性。另外,主动砂带轮采用鼓形,中间大,两头小,使砂带中间张力大于两端。从动砂带轮两边加工有旋向相反的螺旋槽,在从动砂带轮与砂带接触产生摩擦力的同时,两边向外产生不大的拉力[3]。在本设备使用阶段,没有出现十分明显的砂带起皱,走偏现象,但应注意使工件摆放均匀,尽可能避免宽砂带两边摩擦力相差太大。

当然,砂带磨削也存在一些固有的缺陷:如砂带磨损不均匀会影响工件表面加工精度要求,砂带磨削散热性差可能会造成工件局部烧伤[2];但对于工件表面去毛刺工艺,这些也都不是问题。而且宽砂带高效率的局部磨削更显示其较大的优势。
2.2 宽砂带的安装与更换
如图2所示,在安装砂带时,先拆除钢架墙板8右端的挡板固定螺钉2及挡板3,使钢架墙板8的方槽处于开口状态;将浮动砂带轮13轴两端配置的滚动轴承12、方形轴承座11安装就位到浮动砂带轮上,将环形宽砂带松套在浮动砂带轮上,并暂放在手动升降工作台上,调整工作台高度,使砂带轮轴两端的方形轴承座11插入钢架墙板8的方槽中;安装好压缩弹簧7并用挡板固定螺钉2将挡板3、调整螺钉1固定到钢架墙板8上,用调整螺钉1推动浮动砂带轮轴两端的方形轴承座11,使压缩弹簧7到极限位置,使两砂带轮的中心距最小。
将图1中的轴承座11以及相关轴承组件安装固定在主动砂带轮7的轴两端,将主动砂带轮7穿、套过环形砂带6的另一头,将主动砂带轮组件7和宽砂带6安装就位于钢架墙板16的相应位置,用联轴器10连接驱动电动机9,松开图2上的调整螺钉1,使浮动砂带轮处于张紧状态。开动电动机,并调整主动砂带轮的工作位置直到理想状态,在轴承座11和墙板8间打孔安装定位销,以减少下一次安装、更换砂带时的困难与时间。
2.3 浮动砂带轮的轴向定位、固定以及导向问题
考虑到浮动砂带轮工作时,不会承受太大的轴向力作用,在浮动砂带轮两端选用深沟球轴承,如图3所示。轴承3内圈一端用轴肩定位,另一端用弹簧挡圈定位;轴承外圈一端用方形轴承座4的孔台肩定位,另一端用特制方形轴承端盖6定位;而方形轴承座4与方形轴承端盖6之间如图2所示,用4个连接螺钉固定,形成一个整体构件。当外加轴向力作用使浮动砂带轮轴向左窜动时,轴向力通过弹簧挡圈作用在轴承内圈、并通过滚动体、外圈作用在方形轴承座4上,再通过4个连接螺钉作用在方形轴承端盖6上,最后通过导向轮轴5、导向轮轴承座7、连接螺钉11、导向轮8作用在钢架墙板9上,实现轴向卸荷。当外加轴向力作用使浮动砂带轮轴向右窜动时,用同样的结构和方法在浮动砂带轮的另一端(左端)实现轴向卸荷。

如图3所示,导向轮轴5与轴承端盖为平面接触,当导向轮轴5被导向轮轴承座7用连接螺钉11固定后,导向轮轴5将无法转动;另外导向轮轴又被制动卡片10固定在导向轮轴承座7上,使它相对于轴承端盖6既不能转动,也无法移动。作为导向轮的深沟滚动球轴承8一端用轴肩定位,另一端用隔垫并轴承座7定位,只能沿墙板9滚动。这使浮动砂带轮两端轴承座4径向线接触或面接触形成间隙配合的滑动摩擦;轴向由导向轮8形成点接触式的高副滚动摩擦[5],即使两端轴承端盖挤压形成微量过盈,也依然能保证浮动砂带轮的自由伸缩移动。
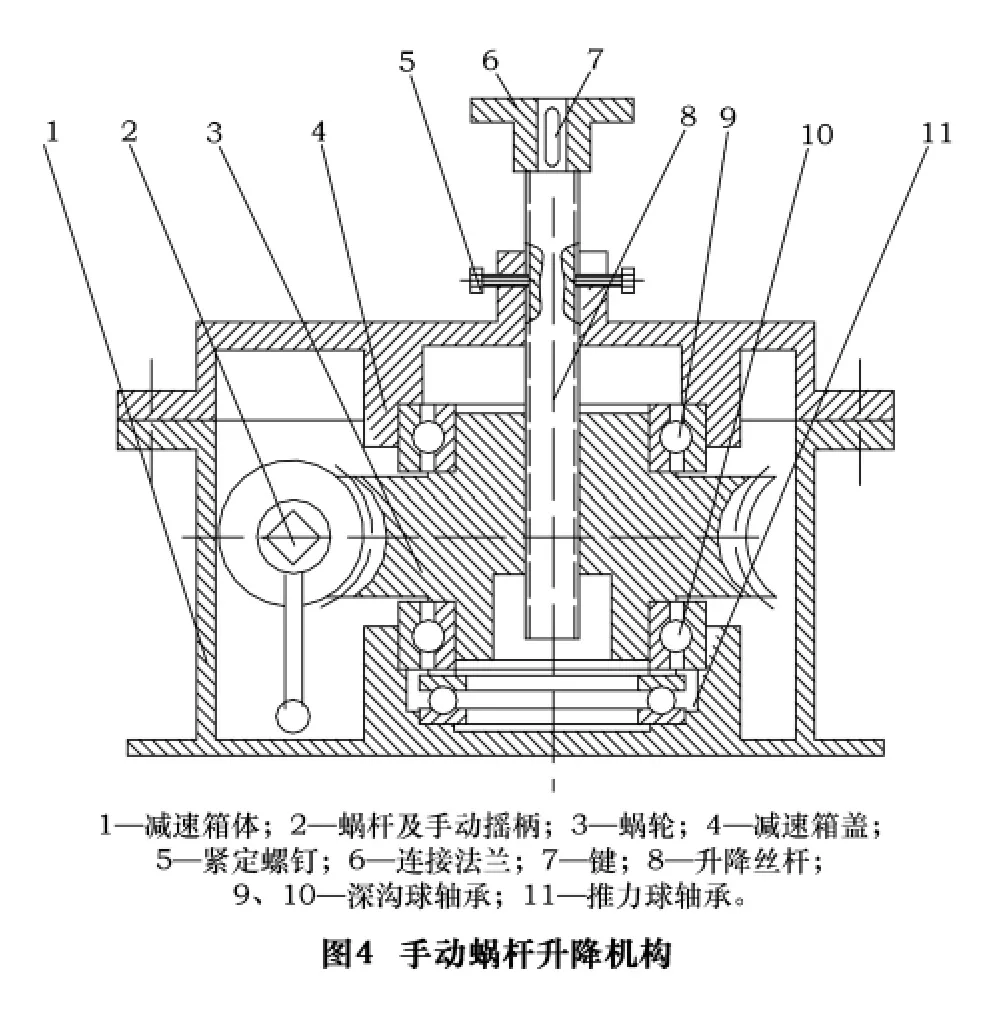
2.4 手动蜗杆升降机构的结构设计与工作原理
如图4所示为一特制的蜗杆减速机,当转动摇柄驱使蜗杆2转动时,蜗轮3按一定的传动比转动;在蜗轮3的中心孔上加工有内螺纹,与之配合的升降丝杆8上加工有两条通键槽;在蜗杆减速箱盖4的上方呈180°加工有两个螺纹孔,在螺纹孔中拧入两个紧定螺钉5,并插入了升降丝杆8的两条通键槽中,限制了升降丝杆8的转动。因此,当蜗轮3转动时,丝杆8只能沿蜗轮轴线方向上下移动。
3 结语
砂带磨削与砂轮磨削相比,工作效率高,设备费用低,但由于机械振动问题和宽砂带制作成本和自身质量问题,平面磨削质量不如砂轮平面磨床的磨削质量,故宽砂带磨削在金属表面加工的应用方面进展迟缓[6]。但本课题实践证明,砂带磨削去毛刺工艺还是十分成功的。与传统的手工去毛刺工艺相比,宽砂带去毛刺专用设备的工作效率提高了40倍以上,比平面磨床砂轮磨削也提高功效25倍以上(砂轮往复磨削,有效宽度太小);实验证明,本设备用于薄钢板表面除锈、抛光也十分有效。因此,宽砂带磨削技术和专用设备的深入研究,具有十分重要的使用价值和深远的战略意义。
[1]濮良贵.机械设计[M].北京:高等教育出版社,2007.
[2]邓朝晖,廖钢,罗重常,等.强力砂带平面磨削的磨削机理[J].制造技术与机床,1997(2):16-17.
[3]李春富,孙公伟.砂光机砂带跑偏的自动控制[J].木工机床,2000(4):34-36.
[4]陈廉清,俞利锋.砂带磨削及其机床设计[J].机床与液压,1999(3):60-61.
[5]成大先.机械设计图册[M].北京:化学工业出版社,2000.
[6]朱派龙,侯力,廖月明,等.平面砂带磨削设计与应用[J].制造技术与机床,1997(6):49-51.
猜你喜欢
大电机技术(2022年2期)2022-06-05
江苏大学学报(自然科学版)(2022年2期)2022-03-07
防爆电机(2022年1期)2022-02-16
上海建材(2021年1期)2021-11-22
建材发展导向(2020年16期)2020-09-25
上海建材(2020年5期)2020-01-04
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2017年10期)2017-11-28
