3MZ3132半自动精研机的改进
2013-10-11 03:11赵晓君
哈尔滨轴承 2013年2期
崔 滨,赵晓君
(1. 哈尔滨轴承集团公司 电机轴承分厂,黑龙江 哈尔滨 150036; 2. 哈尔滨轴承集团公司 推力轴承分厂,黑龙江 哈尔滨 150036)
1 前言
随着国民经济高速发展,轴承在各个领域广泛应用,用户对轴承性能的要求越来越多样化。机械设备的不同,对所使用轴承要求也不一样,我厂是全国轴承行业大型企业之一,深沟球轴承年产量很大。为了能够进一步提高产品质量,扩大深沟球轴承型号的生产范围,现对3MZ3132半自动精研机床进行改进,以便满足生产需要。
2 改进前后加工情况对比
3MZ3132半自动精研机适用于加工中大型规格球轴承的内圈滚道;最大加工孔径为320mm。因分厂加工产品的变化(目前生产的6000轻系列轴承的幅高与6300系列轴承的幅高有很大的差距,如6026的幅高为33mm,而6326的幅高为58mm,所以在生产加工6000轻系列轴承时就会存在着一些问题),原3MZ3132半自动精研机的定心轴、涨紧轴、压滚轮衬套及垫片已经满足不了加工要求,因此,对该机床做了一些改进。图1与图2 分别是改进前后的对比。
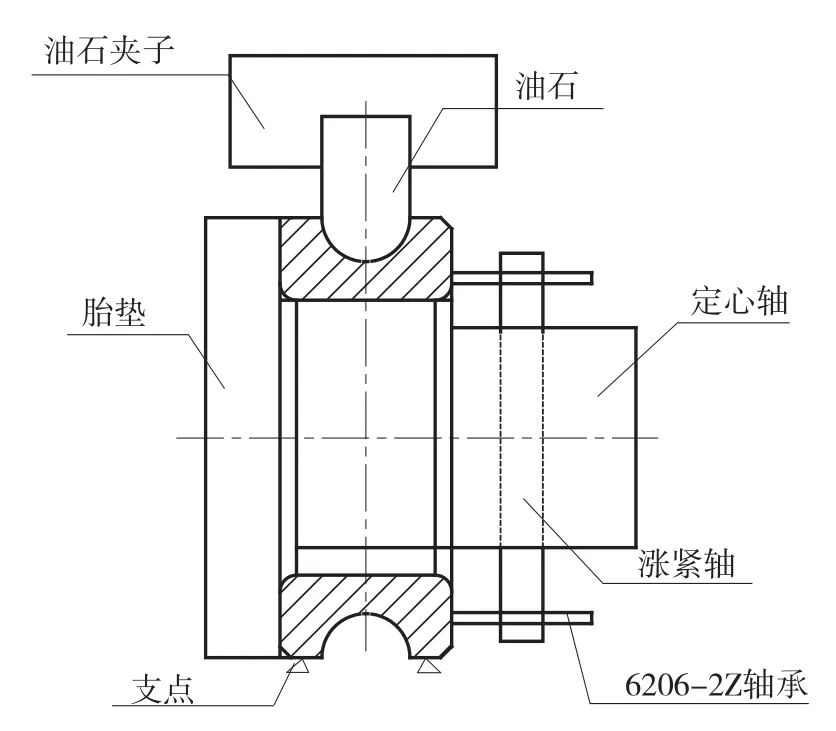
图1 改造前加工简图
2.1 定心轴改进前的情况
定心轴的作用:定心轴为固定件,在超精研加工过程中不随工件一起旋转,致使定心轴与工件之间的相对转动产生摩擦,导致工件内径表面极容易出现损伤。由于我分厂生产的轴承型号多为中大型,所以工件在与定心轴加工接触的过程中极容易对内径表面产生胎印,导致内径表面粗糙度合格率的降低,且对内径外观造成一定的影响。

图2 改造后加工简图
2.2 定心轴改进后的情况
改进后的定心轴,把原本与工件全面接触的圆形端面按角度修改为带弦长的支点式端面,减少了工件与端面之间的接触面积,并减轻了定心轴自身的重量,在与工件接触时减轻了端面与工件之间的摩擦力并减少了对工件内径表面造成的损伤,而且改进后的定心轴把陶瓷条向外探出1mm的厚度,使陶瓷在与工件旋转接触时对内径产生的胎印减轻,使内径的外观质量有了更进一步的提高。
3 压滚轮设计
压滚轮的主要作用是将工件压紧并固定在定心轴上,由涨紧轴驱动回转,起到固定工件端面的作用,防止工件在加工时产生剧烈的晃动而影响机床的正常加工及运转。
现有机床的压滚轮为6206-2RZ的轴承,在加工6200、6000等轻中系列的产品时由于产品幅高变窄,所以在加工就会产生压滚轮和工件之间产生一定的间隙,使产品在定心轴上压不紧,工件在夹盘上持续晃动,影响产品的正常加工。
3.1 衬套的设计
针对这些问题,经研究后决定将原有的6206-2RZ压滚轮上加一对衬套,衬套的作用是为了防止工件在夹盘上持续晃动,使衬套压紧在工件的端面上,并支撑主轴的运转,保持工件在夹盘上能够正常的加工旋转,减少摩擦磨损,且起到减振的作用。为了使衬套在加工过程中能够正常固定在涨紧轴上,防止意外滑落,在衬套外又加上一对垫片。
3.2 涨紧轴的改进
涨紧轴的外径尺寸由原机床自带的的φ25mm和φ30mm更改为φ30mm和φ38mm,外径尺寸的变动是为了方便涨紧轴与定心轴的轴孔相配合,并与6206-2RZ的压滚轮配合,而且定心轴与涨紧轴外径尺寸的加大主要也是为了承载力的加大,使加工过程中的安全系数进一步提高,且涨紧轴与定心轴之间直接配合不用来回更换,有效地提高了换活的时间。改进前后的涨紧轴如图3、图4 所示。将涨紧轴的A面与B面装入如图4所示的定心轴为φ38的孔内,在涨紧轴两端的A面与B面为φ30mm的内径上套入6206-2RZ的压滚轮,在压滚轮上套入衬套且在衬套外加上固定住衬套的垫片。

图3 改前的涨紧轴

图4 改后的涨紧轴
4 结束语
综上所述,针对3MZ3132半自动精研机工件的改进,定心轴在改进后对内径的表面粗糙度及内径的外观质量有了进一步的提高;涨紧轴及衬套的改进一方面扩大了产品的加工型号,另一方面涨紧轴尺寸的改进避免了来回更换定心轴的麻烦,节省了时间。改进后的3MZ3132半自动精研机在投入生产后不仅能保生产任务的如期完成,也保证了分厂的加工需求,并创造了较高的经济效益。
猜你喜欢
选煤技术(2021年3期)2021-10-13
汽车零部件(2021年7期)2021-07-29
湖北农机化(2020年17期)2020-11-02
探索科学(学术版)(2019年11期)2019-06-16
汽车实用技术(2018年20期)2018-10-26
民用飞机设计与研究(2018年1期)2018-05-04
临床超声医学杂志(2017年3期)2017-04-08
中国军转民(2014年9期)2014-03-07
吉林医学(2013年3期)2013-11-15
中国农资(2013年27期)2013-08-15