MZ208内圆磨床改造
2013-10-11 03:11张龙江陈立萍谷志勇
哈尔滨轴承 2013年2期
张龙江,陈立萍,谷志勇
(1. 哈尔滨哈轴精密轴承制造有限公司,黑龙江 哈尔滨 150036;2. 哈尔滨轴承集团公司 滚子制造分厂,黑龙江 哈尔滨 150036)
1 前言
内圆磨床MZ208是专业磨削轴承套圈内圈内圆的设备,受设备功能的设计加工特点约束,无法加工短圆柱轴承外圈挡边工序,为减少资金投入(再购进挡边专业设备),实现一机多能的目的,并尽快形成批量生产能力,满足市场需求,对MZ208设备进行改造,用来加工短圆柱轴承外圈双挡边的一次磨削。一方面,通过对原设备的电器控制系统改造,实现设备加工挡边工序的机械自动;另一方便,通过改造砂轮修整器,实现砂轮端面修整和外径修整功能,以保证短圆柱轴承外圈双挡边一次切削加工下的双挡边平行度及宽度的工艺要求;另外,通过加装设备往复定位装置,是设备由原来的换位运动方式改为定位运动方式,满足加工产品加工精度的要求,产品一致性好且操作简便。
2 电气控制系统的改造方法
由于内圆磨床MZ208是上世纪六、七十年代的产品,它的控制系统是靠继电器来分级完成的,该系统无法满足短圆柱滚子轴承外圈挡边的加工,因此将原电气控制系统改造为PC80程控器,实现径向进给磨削和砂轮的磨削,重新设定设备机械运动方式,如设定由原粗磨后修整砂轮改变为终磨结束后修整砂轮;终磨结束后床头快退与往复台退出动作之间延时1~2s,使砂轮有充足的时间退出磨削区,防止往复台退出时碰撞套圈。改造后电气控制系统工作稳定,故障率低,维修简便,如图1。
3 修整砂轮工作程序
(1)首先修整砂轮宽度。
(2)修整砂轮外径。
(3)设备运行中采用终磨后退车修整砂轮外径,一次一修。
4 修整砂轮宽度操作办法

图1 电气控制系统原理图
(1)选择砂轮。根据待加工产品的挡边宽度工艺要求尺寸,选择砂轮,砂轮宽度修整前大于挡边工艺要求宽度的2~3mm。
(2)先调整宽度修整装置上的任意一侧金刚笔,使其能够将砂轮一侧完整修到,注意不宜修整过多,为修整另一侧砂轮预留余量。
(3)利用宽度塞规调整另一侧金刚笔,使两支金刚笔宽度达到工艺要求,然后进行砂轮另一侧修整。
5 修整砂轮外径操作办法
砂轮宽度修整完成后,依然采用原MZ208设备修整砂轮外径方式,进行外径修整。
6 砂轮宽度修整装置
砂轮修整器采用双金刚笔同时修整砂轮两侧,修整器补偿的功能仍然沿用原机构,微调由微调螺钉来实现,见图2。
7 定位装置及工作原理
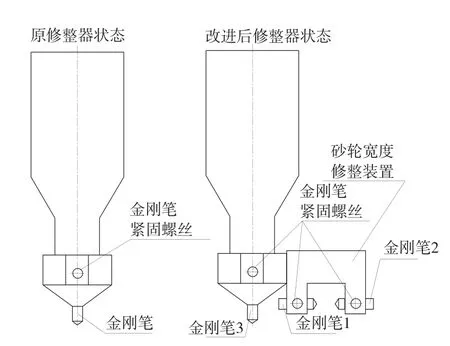
图2 砂轮宽度修整装置
原往复台运动方式为换向运动方式,无法加工外圈挡边工序。加工定位装置如图3,将原来往复台换向运动改为定向运动方式,加工产品时,利用顶杆调节砂轮与待加工产品挡边的位置,顶杆可微调,当达到所需要的尺寸后锁紧紧固螺栓。

图3 往复台定位装置
8 工作原理与调整方法
砂轮安装后,首先调整砂轮与修整砂轮宽度装置的位置,见图2。可采取砂轮轴轴向移动或砂轮修整器横向移动,使待修整砂轮处于理想位置;下一步用挡边宽度塞规做基准,分别调整金刚笔1与金刚笔2使两支金刚笔的修整宽度与宽度塞规一致,然后锁紧金刚笔,调整金刚笔3,使其长度超出砂轮宽度修整装置端面,锁紧金刚笔3。以上工作完成后,开启砂轮轴手动进给修整器修整砂轮两侧端面,使砂轮宽度达到尺寸要求,同时消除砂轮两侧端面的轴向跳动,砂轮端面修整后,手动退出砂轮修整器至金刚笔3处与砂轮外径的修整位置,手动移动往复台修整砂轮外径,消除砂轮的径向跳动;砂轮修整完成后,将往复台开进磨削区,采用切入式同时磨削两侧挡边,利用定位装置及微调,调整砂轮位置保证加工套圈的基准挡边与套圈的基准平面之间的高度尺寸达到工艺要求。
为操作方便,防止工作各部互相干扰,将宽度修整装置加装在原修整器侧面,与原修整器同步运动,防止碰撞,同时改造过程简便,快捷。
9 结束语
整个改造是在原机床的基础上,充分利用原设备各部件的工装状态加装辅助装置完成,安装简单,操作方便且成本低,通过改造实现了扩展原设备的加工方式,一机多能的目的。设备改造后已投入生产,在生产过程中效率较高,班产600件/台,精度稳定,满足了生产需要,节约了设备投入资金。
猜你喜欢
汽车观察(2022年12期)2023-01-17
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
思维与智慧·上半月(2022年4期)2022-04-08
小哥白尼(趣味科学)(2019年2期)2019-04-17
制造技术与机床(2018年10期)2018-10-13
橡塑技术与装备(2018年18期)2018-09-22
工业设计(2016年1期)2016-05-04
断块油气田(2012年6期)2012-03-25