交流异步电机变频调速异常过流故障分析
2013-10-16 03:25徐谋
机电信息 2013年6期
徐 谋
1 生产工艺简述
本重卷机组是平整机组的后续机组,主要功能是切边、剪切头尾、重卷分卷、带钢表面质量检查。机组主要设备有:入口钢卷小车、开卷机、入口转向辊、切头剪、夹送辊、圆盘剪、废边卷取机、分切剪、出口转向辊、卷取机、出口钢卷小车等。
机组工艺过程如下:钢卷由行车吊至入口钢卷小车,入口钢卷小车把钢卷送到开卷机的卷筒上进行开卷,带头经入口转向辊送到切头剪,剪去不合格部分,带钢进入圆盘剪进行切边。切下来的2条废边由废料导槽送到废边卷取机,卷成球状抛入废料箱内。切边的带钢由去毛刺辊将带钢2边毛刺去掉后送到静电涂油机进行涂油处理,然后经出口转向夹送辊送到卷取机进行卷取。卷取机上的钢卷由出口卸卷小车取出,放到出口钢卷鞍座上完成称重及打捆,再由行车吊运到钢卷库包装。
2 传动控制方案
传动系统采用公用直流母线加逆变器供电方案。采用公用DC母线具有以下显著优点:由于能量均衡可节能,所需馈电电源容量低于电机总装机容量,整个速度及负载范围内功率因素cosφ≈1。整流器和逆变器全部采用 SIEMENS公司的SINAMICSS120系列传动产品。SINAMICS是西门子的全新系列变频器,适用于各类系统集成和各种工程应用。SINAMICSS系列特别能满足对动态性能和精度有较高要求的应用,能将复杂的工艺技术功能集成于传动控制系统中。基于公共直流母线系统的SINAMICSS120 DC/AC多机传动,其独特的结构和特殊的性能专为完成最复杂的传动任务而开发。
3 故障现象描述
本机组是非连续生产机组,每生产完一卷,都要重新上卷、开卷和穿带至卷取。在穿带的过程中有时由于带头的形状不是很完美,在向前穿行过程中,会遇到卡阻,造成带钢拱起,这时不得不停住和后退,处理一下带头再向前穿行,有时可能要反复几次。对开卷机电机来说就要面临频繁启停的问题。在调试过程中偶尔遇到开卷机在穿带需要频繁启停时报过电流故障现象。本机组配置了PDA数据采集系统,故障现象记录如图1所示。图中曲线记录内容表述如下:第一次启动稳定运行了一小段时间,由于生产操作需要停下来,当再次启动后,速度刚加起来开卷机就报了过电流故障。然后开卷机就自由停车了。和开卷机一起启停的还有一个小电机,但是当开卷机电机出现过流时小电机没有任何故障现象。
4 现象分析

图1 开卷机异常过流故障记录
首先这种现象不是每次启停都出现,而且从前一次正常启动来看,负载转矩很小,远远小于变频器额定转矩,机械也没有卡阻现象。变频器的输出侧至电机也没有短路存在。常规处理过电流的方法不能解决。所以这种过电流属于异常过电流,需要深入分析。通过一段时间比较多次故障曲线发现如下规律,假如2次启停间隔时间很短(小于5 s),或是很长(大于10 s)都不会出现这种现象,一旦启停间隔在5~10 s左右就经常出现过流现象,即使不出现过流故障,启动时实际速度与设定速度之间的跟随性也不是很好,即也有异常趋势。经分析发现这个时间段刚好是电机的去磁时间。西门子参数手册里关于电机去磁时间参数P0347的注释说明,去磁时间减小过多,可能会导致异步电机去磁化不成功,并在后面的脉冲使能中出现过流。简单地说就是去磁没有完成的情况下再次启动容易导致过电流现象。其次上述现象只出现在大电机上,小电机从来没有出现过。该机组电机大小差别很大,开卷机和卷取机大于300 kW,而其余的小电机只有几千瓦或几十千瓦。电机大励磁时间长,电机小励磁时间短。由变频器中关于电机励磁和去磁的参数(该参数由电机辨识自动计算得到),得到开卷机和卷取机的励磁和去磁时间大概为8 s,小电机有的1 s不到。操作工每次因实际需要停止操作至再次启动电机的时间间隔,取决于实际生产和个人操作熟练程度。所以时间间隔有长有短,当时间间隔大于电机励磁时间或间隔时间小于电机使能延迟的时间都不会出现上述现象。由于一般启停的时间间隔都会大于1 s。所以上述现象只出现在大电机上,小电机从来没有出现过此现象。据此判断这种异常过电流是由于启停控制逻辑存在错误,导致电机在没有完全去磁的情况下再次启动,从而出现过电流故障。
5 解决措施
由于PLC和变频器中的控制逻辑在先前机组有类似的应用,而且没有上述故障现象。刚开始没有怀疑控制逻辑有问题。对比2条机组,先前的那条机组是一条连续机组,而且机组工艺布置和安装更合理不需要这种频繁启停。如果不用频繁启停,出现上述故障现象的概率就会大大减小,这种控制逻辑问题就不会暴露出来。
PLC控制变频器启停的流程:PLC向变频器发送控制字,控制变频器合闸、脉冲使能、设定使能等动作。变频器则向PLC返回状态字反映当前状态(诸如准备好、运行等)。PLC的控制字是根据变频器的状态,按照一定顺序发送到变频器。变频器根据控制字控制自己的启停。首先变频器的控制权限要交给PLC,而PLC要以PLC_REQ控制位响应;变频器以ON_RDY状态位告之PLC变频器已经准备好可以合闸了,PLC可以用ON控制位让变频器合闸。变频器合闸表示变频器已经受电,但仍处于脉冲封锁状态,因此变频器没有输出。变频器以RDY状态位告之PLC变频器已经合闸了可以运行了。当PLC收到变频器发来的RDY状态位后可以用INV_EN控制位让变频器脉冲使能,此时变频器就有输出了。经过励磁延迟时间PLC就可以发CNTR_EN和SET_EN控制位控制变频器运转。经深入研究变频器内部逻辑控制框图发现,变频器内部的控制逻辑确实有一部分没有考虑到去磁时间。修改参数的记录如表1所示。
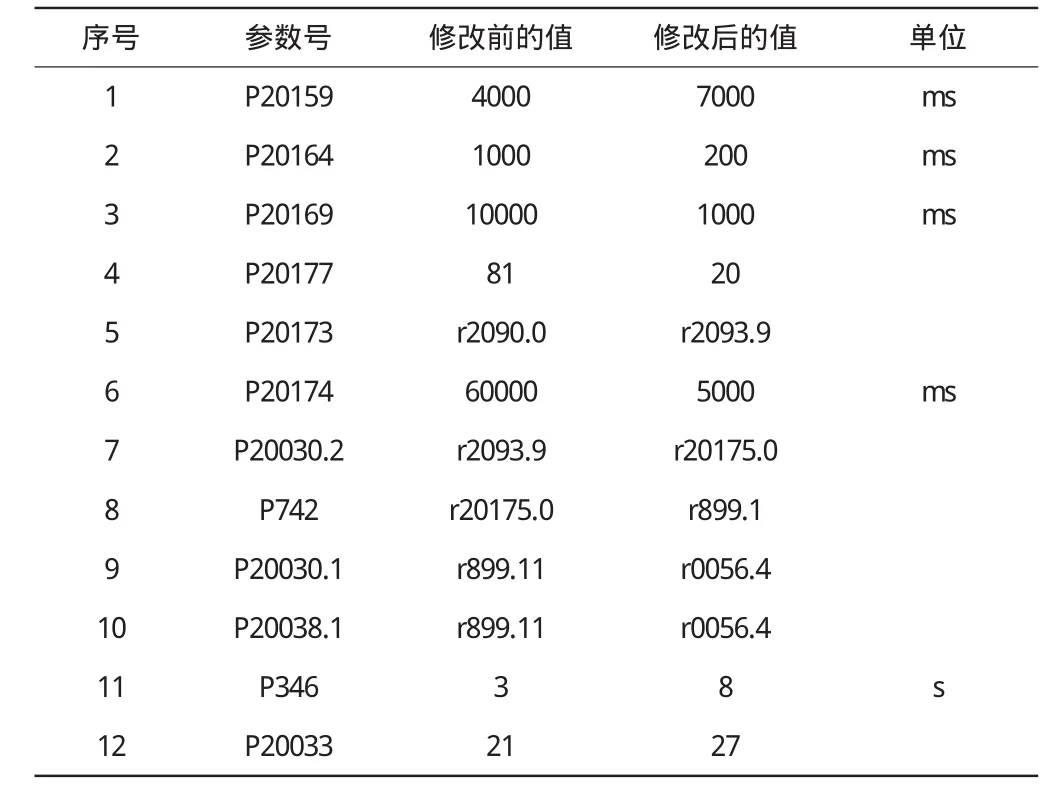
表1 修改参数的记录
经过上述修改后,机组运行稳定,再也没有出现这种现象。选取停启时间间隔在5~10 s左右的运行记录,如图2所示。图2中运行间隔为7 s,2次启动都很正常。证明对故障现象的分析是正确的,解决措施也是有效的。
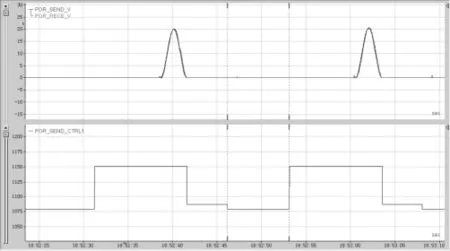
图2 处理后的运行图
6 结语
本文针对开卷机频繁启动过程偶尔出现过电流现象进行了深入分析,经研究发现是变频器内部的控制逻辑存在问题,导致电机在没有完全去磁的情况下再次启动从而出现过电流故障。经过修改相关参数,消除了故障点,保证了机组的稳定运行,同时对其他机组也有一定的借鉴意义。
[1]天津电气传动设计研究所.电气传动自动化技术手册[M].北京:机械工业出版社,2005
猜你喜欢
冶金设备(2021年2期)2021-07-21
设备管理与维修(2021年1期)2021-03-05
电子制作(2017年19期)2017-02-02
电子制作(2016年11期)2016-11-07
设备管理与维修(2016年7期)2016-04-23
水电站机电技术(2016年1期)2016-02-28
新疆钢铁(2015年3期)2015-11-08
电测与仪表(2015年20期)2015-04-09
湖州师范学院学报(2015年4期)2015-03-11
水电站机电技术(2014年4期)2014-10-13