基于面阵CCD的钢板几何尺寸测量系统
2013-10-17 08:46:08王青狮李昕涛李玉贵
电子科技 2013年7期
郭 伟,杨 牧,王青狮,李昕涛,李玉贵
(太原科技大学应用科学学院,山西太原 030024)
随着现代化工业的快速发展,测量技术越来越受到重视。人工测量方式因工作量大,容易产生较大误差,且准确性较低而逐渐被淘汰[1]。随着光电技术的发展,人们发现以图像处理技术为基础的机器视觉技术可以解决这一问题。现在测量系统大多采用线阵CCD为传感器,实现非接触式远距离测量钢板的几何尺寸[2-3]。然而由于线阵CCD的本身缺陷,仅可以测量出钢板的一维尺寸,无法宏观把握钢板的二维尺寸。利用面阵CCD传感器,可以同时采集到钢板的二维尺寸,但采集的数据量较大,运算复杂,而实时测量是计算机视觉测量的最大障碍。近年来,随着计算机处理速度和图像处理技术的不断提高,制约实时性的瓶颈得到了一定的缓解,进而促进了机器视觉技术在工业检测和控制领域的实用化[4]。
本系统以阵列式LED为光源,用双目面阵CCD传感器,将采集的图像经过中值滤波后,采用Harris算子的特征匹配技术和边缘特征提取等图像处理手段,利用计算机运算处理并显示尺寸信息。通过多次实验,系统误差控制在0.05 mm以内,满足测量精度要求。
1 尺寸测量系统的总体设计
1.1 尺寸测量系统概述
钢板几何尺寸检测系统主要由照明系统、检测平台、数字图像采集系统,以及图像处理系统4部分组成。在各系统的有机结合下完成几何尺寸的检测任务[5-6],如图 1 所示。

图1 尺寸测量系统框图
系统以图像数据处理为基础,通过控制光源照明系统,在被测钢板表面形成均匀的光照度,采用两台面阵CCD把钢板反射的光信号转换成电信号,图像处理系统将模拟电信号进行A/D转换,整形滤波处理后,将被测物体的图像显示出来。通过系统的标定尺寸,模拟计算出被测物体的尺寸,从而实现实时监测钢板尺寸的目的[7-8]。
1.2 照明控制系统
照明控制系统是影响整个检测系统的关键,光源选择与照明方案的结合应尽可能地突出物体特性参量,在增加图像对比度的同时,应保证足够的整体亮度,物体尺寸和位置的变化不影响成像质量。光源的选择必须符合所需的几何形状、照明亮度、均匀度、发光的光谱特性等,同时还要考虑光源的发光效率和使用寿命。照明方案设计应考虑光源和光学镜头的相对位置、物体表面的纹理、物体几何尺寸以及背景等要素。光源以适当的方式将光线投射到待测钢板上,突出钢板特征部分与背景的对比度,如图2所示。优化照明可以改善整个系统的分辨率,减轻后续图像处理的难度和工作量。

图2 光源照明方式
根据不同的需求,照明方式可分为前光源和背光源两种。前光源照明方式是光源放置在待测物体前方,主要应用在检测发光与不平整表面。而背光源是将光源放置于待测物体背面。通过背光源照射待测物体,相对CCD摄像机形成不透明物体的阴影或观察透明物体的内部,使待测物透光与不透光部分边缘清晰,方便提取待测物体轮廓信息。文中采用的光源为新型光源LED,其具有寿命长、光亮度稳定、易调节、响应快、低功耗、低成本等优点,利用密集的LED组成阵列式LED灯组,整个光源发出的光近似于平行光,保证待测物体表面光照度均匀。此时采集的图像对比度高,对物体反射面上的阴影、微小缺陷和凹痕检测十分有效。
1.3 图像采集系统的设计
图像采集系统主要由面阵CCD和图像采集卡组成。面阵CCD作用是将成像目标聚焦在图像传感器的光敏面上。为获取清晰的图像并且不失真,在选择镜头时,首先考虑因素是图像畸变。
面阵CCD是通过光学成像系统将景物图像呈现在CCD的光敏面,光敏面将照在每个光敏单元亮度信号通过光电效应,将物体的反射光线的光强转换成对应的载流子,在任一个时钟周期内,CCD器件在转移脉冲的作用下将收集到的电量转移到CCD的移位寄存器。在图像采集卡中,通过放大电路对信号放大、整形滤波处理,再经过A/D转换将模拟信号转变成数字信号[9-10]。数字信号保存到计算机或其他处理器进行图像或图形的处理,从而获取相关的信息和数据。如图3所示。


图像采集卡是尺寸检测系统的重要组成部分,其主要功能是对摄像机所输出的数据进行实时采集,并提供与PC机的高速接口,如图4所示。所研究的图像主要是通过面阵CCD获取,经图像采集卡对模拟图像进行量化后得到数字图像,并将采集图像按照位图文件的格式来存储。在线处理时,也可以对采集到内存的图像直接进行处理,提高处理速度[11-12]。
2 数字图像处理方案
图像采集时,受到成像条件、电路元器件噪声、A/D转换误差等因素的影响,常常使得转换后的图片模糊不清,其图像边缘的特征值难以识别。因此,对采集的图像首先进行图像处理。图像处理的方法很多,主要包括图像滤波、图像增强、边缘提取、图像识别等。处理后的图像质量不仅好于原图像,并且便于计算机对图像分析处理。本文先对采集的两幅图像二值化,采用中值滤波方法对噪声信号滤波处理,其次利用图像特征匹配算法,将两幅特征图片匹配成一幅特征值较高的图片,最后采用边缘提取算法对匹配后的图像提取边缘值,并计算边缘值尺寸。
2.1 中值滤波法
中值滤波是一种非线性图像处理技术,既能有效抑制图像噪声,又能保护边缘轮廓信息。图像噪声往往以孤立点的形式出现,这些点对应的像素数很少。中值滤波的基本原理是把数字图像中某点的像素值用该点邻域各点的值统计排序后的中值替代。在低噪声时,该法处理效果较好。用公式可以表示为

通常窗口内像素数目为奇数,以便有中间像素。若窗口内像素数目为偶数时,则中值取中间两像素灰度的平均值。
但对高强度噪声(>50%)会使图像边缘产生许多毛刺,为解决这个问题,采用二次中值滤波。第二步选择与第一步大小相同的自适应窗口,对第一步处理过的图像再次进行中值滤波,同样,继续保持原信号点不变,只对恢复的信号点进行中值滤波。这样就可以使第一步处理的图像更加平滑,取得良好的滤波效果,如图5所示。

图5 滤波效果图
2.2 基于Harris算子的图像匹配
图像匹配是指通过匹配算法在两幅或多幅图像之间识别同名点,如二维图像匹配中通过比较目标区和搜索区中相同大小窗口的相关系数,取搜索区中相关系数最大所对应的窗口中心点作为同名点。
Harris算子是基于信号的点特征提取算子。算子给出与自相关函数相联系的矩阵M。M阵的特征值是自相关函数的一阶导数,如果两个导数值都较高,那么就认为该点是匹配特征点。
Harris算子的公式只涉及图像的一阶导数

式(2)中,gx为x方向的梯度;gy为y方向的梯度;G(s)为高斯模板。式(3)中,det为矩阵的行列式;tr为矩阵的直迹;k为默认常数。
对操作的灰度图像的每个点,计算其在横向和纵向的一阶导数,以及二者的乘积,这样可以得到3幅新图像。3幅图像中的每个像素对应的属性值分别代表gx,gy和gxgy。经高斯滤波后,计算出原图对应点的特征值。在实际操作时,可以从每个像素中心窗口提取最大值。最大值点就是特征点,根据需要提取一定数目的特征点。局部极值点的数目往往较多,可以对所有的极值点排序,根据要求选出兴趣值最大的若干个点作为最后结果。实验表明,在纹理信息丰富的区域,Harris算子可以提取出大量的有用特征点,而在纹理信息少的区域,提取的特征点则较少。通过计算所有特征点之间位置的相关性,运用Matlab软件自带函数Bwdist。当设置其参数为欧氏距离对,其函数的返回值为一个同输入图像大小相等的数据矩阵,数据值为离当前位置最近非零像素的欧氏距离。通过计算待匹配图所有特征点在基准图像相应位置的欧氏距离总和,就可以通过比较,搜索最小值位置,也就是图像匹配的最佳位置,如图6所示。

图6 Harris角点检测示意图
2.3 基于拉普拉斯算子的边缘检测技术
图像边缘是图像的最基本特征。所谓边缘是指其周围像素灰度有阶跃变化或屋顶变化的那些像素的集合。边缘广泛存在于物体与背景之间、物体与物体之间;基元与基元之间。因此,它是图像分割所依赖的重要特征。物体的边缘由灰度不连续性反映。经典的边缘提取方法是考察图像的每个像素在某个邻域内灰度的变化,利用边缘邻近的一阶或二阶方向导数找出相应的变化规律提取出边缘,再用简单的方法检测边缘,以达到某种目的。如果一个像素落在图像中某一个物体的边界上,那么它的邻域将成为一个灰度级的变化带。边缘检测算子检查每个像素的邻域并对灰度变化率进行量化,也包括方向的确定。大多数使用基于方向导数掩模求卷积的方法,本文采用高斯—拉普拉斯算子边缘检测方法。拉普拉斯算子是对二维函数进行运算的二阶导数算子,通常使用的拉普拉斯算子如图7所示。

图7 高斯—拉普拉斯算子
由于噪声点对边缘检测有一定的影响,所以高斯—拉普拉斯算子是效果较好的边缘监测器。把高斯平滑滤波器和拉普拉斯锐化滤波器结合起来,先平滑掉噪声,再进行边缘检测,效果更好。常用的高斯拉普拉斯算子是5×5模板,如图8所示。
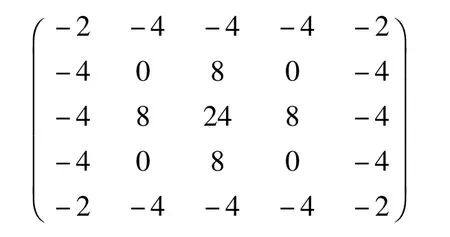
图8 高斯—拉普拉斯算子5×5模板
2.4 成像系统的尺寸标定
成像系统中横轴和纵轴是由像素元排列而成,像素元之间所表示的空间实际距离的大小可以用x0、y0表示。处理图像数据时,图像的尺寸任意放大或者缩小,无法准确的控制同一副图像的放大比例时,标定系统图像尺寸。首先放置标准网格作为标尺,读出网格图像的相关尺寸数据便可进行标定。设标准网格的实际尺寸为l0,读出数据为N0,则该成像系统的长度当量。由此确定网格图像横轴和纵轴所占的像素数。即可确定成像系统中横轴和纵轴相邻像素元标定的实际尺寸

式中,Mx,My分别表示标准网格图像在横轴和纵轴所占用的像素元数目。对于待测对象而言,在测出图像横轴和纵轴的像素元数目Nx和Ny时,即可得到其实际尺寸为

3 实验结果与结论
实验利用尺寸测量系统测量对6块标准尺寸钢板进行测量,标准钢板的长宽用坐标表示为(6.5,3.5)、(7.3,3.8)、(8.1,4.1)、(8.9,4.4)、(9.7,4.7)、(10.6,5),单位cm。利用面阵CCD摄像机拍摄钢板图像,对两幅图像先进行图像匹配,利用计算机中值滤波处理,采用高斯-拉普拉斯边缘检测算子对钢板长宽多次测量。同时与用游标卡尺人工测量的结果进行比对,如表1和表2所示。

表1 标准钢板长度测量数据结果

表2 标准钢板宽度测量数据结果
可以看出,人工测量对钢板端面水平和垂直方向的测量数据误差较大,并且测量次数受到限制,人工测量的每个数据仅用一次,不具有代表性。利用本系统对6组标准钢板进行长宽数据采集,经过10次测量后取其平均值,不仅提高了检测精度,而且数据具有真可重复性,即同一时间可采集多幅图像。其误差控制在0.05 mm,相比人工测量,其精度提高了十几倍,满足实际检测精度要求。
4 结束语
基于面阵CCD的高精度测量技术首先将采集的两幅图像二值化,然后采用中值滤波方法对噪声信号滤波处理,并利用图像特征匹配算法,将两幅特征图片匹配成一幅特征值较高的图片,最后采用亚像素边缘提取算法对匹配后的图像提取边缘值,提高了边缘的定位精度。由于测量钢板尺寸时只需通过被测钢板的图像和图像比对得出被测零件图像所占像素个数,无需全部计算出物体图像所占的像素个数,这样就大幅减少了运算量,提高了运算速度。实验证明该技术具有高精度、高效率等特点,最大偏差不超过0.05 mm,满足测量要求。
[1]张乐娟,王召巴.基于CCD的内外径尺寸检测系统[J].光电技术应用,2006,21(5):51-53.
[2]钟翔,齐龙.面阵CCD尺寸测量的实验[J].实验室科学,2009,2(1):120-122.
[3]贺赛先,何对燕,仲思东.面阵CCD钢板长宽尺寸在线实时测量系统[J].仪器仪表学报,1997,18(5):640-642.
[4]邓进军,苑伟政,李晓莹.微机械器件形状与尺寸的图像测量研究[J].机械工程学报,2002(z1):101-103.
[5]何平安,张明建,林介帮.基于图像处理的钢坯侧面形状检测系统[J].应用光学,2012,33(1):108-114.
[6]郭永彩,王毅,扶新.基于面阵CCD的密度测量系统研制[J].激光杂志,2008,29(5):77-78.
[7]王慧.计算机视觉技术在影像测量系统中的应用与研究[D].西安:西安理工大学,2008.
[8]李国宁,刘妍妍,金龙旭.用于动态目标跟踪的面阵CCD成像系统[J].光学精密工程,2008,16(3):558-564.
[9]张一昆,朱超甫,衣红钢.中厚钢板宽度测量的厚度变化补偿技术[J].实验技术与管理,2006,23(6):32-35.
[10]李刚,魏计林.基于变结构元素的复杂图像分割方法[J].计算机技术与发展.2011,21(11):71-73.
[11]张辉,王建国.基于目标检测的SAR图像匹配算法[J].电子与信息学报,2008,30(12):2818-2821.
[12]张耀宗.图像匹配算法的研究与应用[D]太原:太原理工大学,2010.
猜你喜欢
数学物理学报(2021年2期)2021-06-09 08:54:26
应用数学(2020年2期)2020-06-24 06:02:44
数学年刊A辑(中文版)(2018年2期)2019-01-08 01:59:54
通信产业报(2016年44期)2017-03-13 08:41:45
数学物理学报(2016年3期)2016-12-01 05:36:27
空间控制技术与应用(2015年3期)2015-06-05 14:30:31
遥测遥控(2015年2期)2015-04-23 08:15:18
电子设计工程(2014年20期)2014-02-27 12:01:00
测绘科学与工程(2013年4期)2013-03-11 15:07:41
雕塑(1999年2期)1999-06-28 05:01:42