
基于工控机的AGV装配机器人控制系统设计
2013-10-24 07:54徐文斌蔡容华林科荣孙广大陈彦波
电子技术应用 2013年7期
徐文斌,蔡容华,林科荣,孙广大,陈彦波,谭 柱
(华南理工大学 广州学院,广东 广州510800)
伴随着经济全球化的发展,中国成为世界的加工、装配中心,跨国物流设备企业纷纷进入中国市场,同时企业对装配机器人的要求越来越高,使得国内装配机器人市场的竞争愈演愈烈[1]。然而国内的AGV(Automated Guide Vehicle)装配机器人发展相对国外较晚,AGV关键的传感技术仍然依靠进口,制约了AGV机器人的应用普及。本文设计了一套基于工控机的双举升AGV,并应用在汽车生产线装配领域。
1 控制系统总体方案设计
图1所示为AGV控制系统示意图。AGV控制单元采用工控机模式,数据处理单元采用高速数据处理器DSP,人机界面采用与工控机配套的触摸屏,传感单元采用磁带导航以及PSD位置检测模块,伺服运动控制采用伺服电机与舵轮电机组合的方式,安全防护措施采用PBS扇形检测、PX-2梅花状检测以及防撞条三重安全防护措施。无线数据传输单元采用无线网卡的TCP/IP协议。

图1 AGV控制系统示意图
2 系统硬件控制平台设计
2.1 硬件平台总体设计
基于工控机的双举升AGV装配机器人控制系统,利用磁导航传感器寻线完成左右运动的位置检测,PSD同步跟踪模块完成前后运动的位置检测。系统有7路伺服电机完成各部分运动功能,其中动力源电机及舵轮电机采用模拟量速度伺服控制模式,举升电机采用模拟量位置伺服控制模式。配备了无线网卡的AGV通过WiFi接入网络的方式,将运行过程数据发送到监控中心,AGV终端与监控中心之间通过TCP/IP协议实现数据无线传输。图2所示为AGV控制系统硬件平台结构示意图。
2.2 工控机选型及I/O扩展
工业控制计算机具有较高的防磁、防尘、防冲击能力,在复杂工况下能够稳定运行。本文采用固高GUC-T系列8轴一体化运动控制器,其中嵌入式工业计算机为Intel处理器主频1 GHz,内存256 MB,底层数据处理器为DSP运动控制器。I/O扩展主要完成寻线传感器、PSD同步跟踪、安全防护及操作面板等。

图2 AGV控制系统硬件平台结构示意图
2.3 电机伺服系统设计
2.3.1 AGV动力轮电机伺服系统的设计
双举升AGV动力轮采用位置环的闭环伺服系统,使得AGV在重负载的情况下能与流水线上的汽车车体保持高同步精度[2-3]。利用安装于动力轮电机轴上的增量式编码器产生的脉冲,通过工控机驱动控制板的平滑滤波处理和电子齿轮计算指令作为位置环的输入,工控机的控制指令设定目标速度和来自编码器反馈的脉冲信号经过速度环的PID调节,构成速度闭环系统。
2.3.2 AGV舵机角度伺服系统的设计
双举升AGV舵机转向采用差分电压信号伺服系统,该闭环伺服系统的优点在于能够方便地设置舵机的零点位置以及AGV断电重启后,能准确获知舵机角度的所在位置。当舵轮转动时,安装在舵机转盘上电位器的线性电阻产生反馈电压U0,工控机发出电压输出指令,将输出目标电压值U1与反馈电压U0进行差分处理。差分信号通过PID调节,使得反馈电压U0不断接近目标电压值U1,在控制过程中把测量得到的目标电压U1和对应的角度量化,从而控制车轮的转向。
2.3.3 AGV双举升电机伺服系统的设计
AGV双举升电机采用闭环定位伺服系统。其原理是∶利用增量式编码器作为举升缸体移动的位置传感器,通过编码器产生的脉冲频率和脉冲数,作为速度环和位置环的负反馈信号,再通过工控机PID调节,得到目标速度和位置。
2.4 基于WiFi的系统网络设计
本文所设计的双举升AGV通过无线WiFi与上位监控中心进行数据传输。在工业现场WiFi全面覆盖以实现数据通信的实际需求。设计实现WiFi无线终端和无线接入点以搭建通信的桥梁。本文双举升AGV无线wifi采用的是Infrastructure模式,即AP模式。组成结构至少包括一个无线接入点AP,无线站点通过AP与现有的骨干网相连接,组成一个基本服务组(BSS)。在BSS中,所有站点都使用相同的无线频率。AGV的工控机通过车载WiFi模块与工业现场无线路由器建立连接,实现与监控中心的数据交换,以确保无线通信系统的运作。
2.5 系统安全性能设计
2.5.1 机械结构安全设计
本文所设计的双举升AGV的舵机需限制舵机转向角度最大转角不超过210°,以保护电机线路以及舵机电位器的正常使用。对于其举升电机而言,需限制缸体运动的上下限,以防止缸体的机械结构和机械精度因过重负载的冲击受到损伤。
双举升AGV属于轮式移动机器人的范畴,必须具有对人体和自身的安全保护功能。对其车体前后安装北阳PBS障碍物检测器以及松下PX-2梅花状障碍物检测传感器,车体底盘外围加装塑料防撞护栏,构成三层安全防护措施,进而更为有效地防止意外发生。
2.5.2 电量不足报警及自动充电系统
双举升AGV在检测到电力不足时,首先通过车载无线设备向上位监控中心发送充电请求信号,再由监控中心对充电车辆进行远程调度处理。从监控中心的无线设备发送充电允许指令到AGV工控机上,让AGV自动导航到充电区域进行充电[4]。AGV能够控制充电站的输电系统,达到自主充电的目的。当AGV底盘的接触充电电刷移动到充电器电刷极板上时,AGV准备好充电姿态后,发出输电系统的控制系统,控制信号闭合,AGV进入充电状态。当AGV充电完毕后,便会向监控中心发送返航请求,进行后续的工作。
2.5.3 导航脱轨以及同步脱靶防护处理
通常情况下,AGV出现脱轨现象时,若不能自动停车处理,极易造成意外发生。如果有AGV在工作航道上处于导航脱轨或者同步脱靶状态,则AGV立即自动停车,等待人工处理,并通过车载无线网络向监控中心发送处理请求,监控中心提醒操作人员前往处理。
本文设计的双举升AGV应用在汽车总装流水线上,需要与流水线上移动的吊装汽车同步移动,并举升汽车发动机和汽车后桥,辅助装配人员完成安装工作。同步的精度要求为±5 mm,如果同步跟踪传感器连续5 s没有检测到信号,则视为同步跟踪脱靶,AGV紧急停车,并将脱靶信号发送到监控中心,监控中心作出,停止流水线的紧急处理。
3 系统软件功能设计与实现
3.1 软件系统总体设计
本文设计的AGV软件系统总体分为11个模块,包括:运行故障控制算法、站点识别控制算法、前主动轮伺服控制、前舵轮伺服控制、后主动轮伺服控制、后舵轮伺服控制、前磁导航循迹算法、后磁导航循迹算法、前后轮速度差算法、模拟量数据采集算法、串口通信算法,实现了AGV的不同功能AGV在启动阶段对所有传感器的工作状态进行检测,在所有传感器工作状态良好的前提下,AGV才会进入启动界面,达到开机自检的目的。采用RFID卡为地标建立电子地图站点,为AGV行驶过程中的关键位置提供信息。
3.2 工控机界面设计
考虑到系统的多线程性、程序的良好分装性以及实时性,本文设计的AGV控制采用VC++语言。AGV控制系统主界面分为6大功能区域:(1)速度参数设置:可进行速度大小的调节,并设有固定的4档变速按钮;(2)系统参数设置:可进行对前后轮电机与舵机的PID调节;(3)轨迹参数设置:可进行电子地图的建立,设置站点和站点的指令;(4)开始运行:系统进入自主循迹与同步跟踪状态;(5)手动模式:考虑车体较大,移动不方便,在安装调试时可启动手动模式,进行手动控制行走状态;(6)远程端控制:将AGV的定位地址和基本信息反馈到中央控制系统,方便中央控制系统进行调度。
3.3 磁导航循线设计
由于磁导航传感器的检测精度、抗干扰性能及经济成本的优势,能够更方便地应用于磁导系统,因此AGV采用磁传感器进行导航,车体地盘采用双驱动轮加舵机转向控制。
3.3.1 车体直线运行控制实现
如果AGV车体偏离磁条的导航轨迹,通过磁传感器可以检测到如下相对应的偏离情况:整车平行偏移、后轮单独偏移、前轮单独偏移和前后轮同时偏移不同距离。采用的解决方式为:前后轮分别独立针对自身对应的传感器偏移量进行PID控制。前轮根据前排传感器反馈的偏移量进行PID运算结果,调整前轮舵机转向,矫正车头;后轮根据后排传感器反馈的偏移量进行PID运算结果,调整后轮舵机转向,矫正车尾。通过前后的配合,当前后的传感器都处于磁条中心位置时,车体处于同一直线上,实现了车体的直线运行和对车体姿态的控制。
3.3.2 车体漂移控制实现
图3所示为车体漂移控制原理图,车体进行漂移运动时,前后轮舵机同时转动90°。车体横向移动时,前后传感器都感应到磁条的存在,则切换进入巡线或者其他模式。假如车体左漂移,此时车体沿后退方向(前进方向)进行巡线。前后舵机应当是顺时针(逆时针)转动 90°,主驱动轮往后转动,车体向左漂移。当检测到磁条时,舵机慢慢回位到0°。由于主动轮是往后转动,实现了往后巡线的功能。
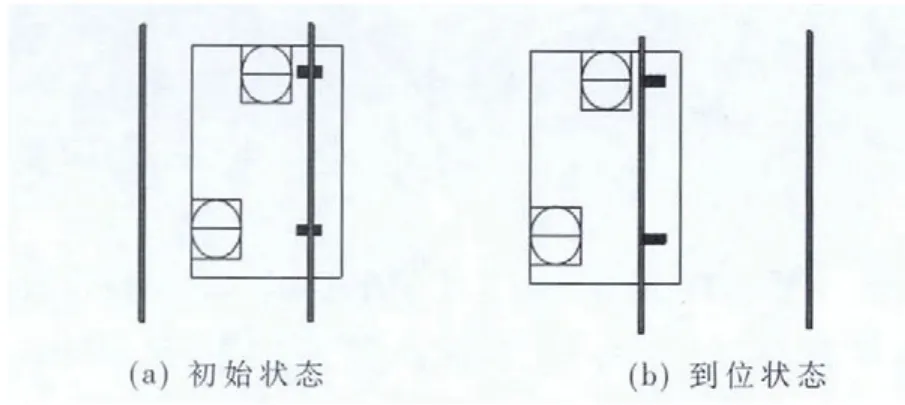
图3 车体漂移控制原理图
3.4 基于PSD的装配线同步设计
对于流水线的装配,AGV装配机器人与顶部流水线的同步跟踪定位是至关重要的部分,本文采用PSD位置同步跟踪传感器,实现了同步运行[5]。图4所示为PSD位置检测原理图,当光源发出的光通过透镜聚光照射到物体上时,受光透镜接收到来自物体的反射光,在位置感应元件(PSD)上聚光,将物体在PSD上成像的中心位置换算成物体实际的距离,物体的实际位置与PSD的成像之间存在一定的函数关系。在流水线上对应的装配位置配置一个斜坡,通过PSD检测到相应的位置就可以判断出AGV装配机器人与流水线的相对位置,实现同步跟踪。

图4 PSD位置检测原理图
3.5 基于RFID站点识别设计
RFID(Radio Frequency Identification)技术是通过无线电信号识别特定目标并读写相关数据,而无需识别系统与特定目标之间建立的机械或光学接触信号。标签进入磁场后,接收解读器发出的射频信号,凭借感应电流的能量发送存储在芯片中的产品信息,解读器读取信息并解码后,送至中央信息系统进行有关数据处理。本文所设计的站点采用FRID作为标签卡,将站点信息存入卡中。通过读卡可以获取相应的漂移、减速、停止等信息,读卡器解读信息后,通过串口发送给上位机。串口通信采用Modbus通信协议,包含起始位、卡号、数据区、停止位和CRC校验位。
利用AGV在流动的生产线中进行测试,完成了各部分功能的测试与运动控制,实现了AGV与装配流水线的同步跟踪。AGV重复定位精度为1 mm,同步跟踪精度为0.3 mm,通过辅助举升结构的柔性化浮动盘,达到了AGV装配的精度要求。
[1]吴雄喜.AGV自主导引机器人应用现状及发展趋势[J].机器人技术与应用,2012(3)∶53-58.
[2]陈无畏,李碧春,孙海涛,等.基于视觉导航的AGV模糊-最优控制研究[J].中国机械工程,2006(24)∶2546-2550.
[3]储江伟,王荣本.基于机器视觉引导的两轮差速转向AGV控制问题的研究[J].机械与电子,2010(10):51-55.
[4]李丽.AGV在线自动充电系统设计[J].河南科技,2012(10):48-49.
[5]杨兆虎,程松贵,张文群.位置传感器 PSD在 AGV上的应用[J].机械工程师,2012(9):36-37.
猜你喜欢
铁道通信信号(2020年12期)2020-03-29
小学科学(学生版)(2020年2期)2020-03-03
自动化学报(2019年6期)2019-07-23
制造技术与机床(2018年11期)2018-11-23
电子制作(2018年1期)2018-04-04
制造业自动化(2017年2期)2017-03-20
中国资源综合利用(2016年9期)2016-01-22
舰船科学技术(2015年8期)2015-02-27
福建人(2015年10期)2015-02-27
自动化博览(2014年6期)2014-02-28
