液体静压技术在精化机床方面的应用
2013-11-12 06:23吕世明
机械管理开发 2013年6期
吕世明
(山西水工机械厂,山西太原030002)
引言
近年来,应用液体静压技术,选用小孔节流的结构,对万能磨床进行了精化改造,成功设计和试制了这类机床的砂轮架精密液体静压轴承。改造后的磨床,加工精度和粗糙度达到和超过了同类型磨床的先进水平。文章选M115W型磨床精化改造为例进行介绍。
1 M115W型磨床砂轮架精密液体静压轴承的主要设计和计算
1.1 液体静压轴承的结构设计
主轴的转动是靠皮带轮通过半圆键获得的。为提高主轴的刚度,在设计时加大了其直径。前、后径向静压轴承和轴向静压推力轴承分别采用了外锥式小孔节流器。前、后径向静压轴承采用了有周向回油槽、对称等面积四个矩形圆截面油腔。同时分别在右和左端面开有环形静压推力轴承油腔。轴承油腔之间开有回油槽,油腔内的润滑剂不会互相流通。轴向间隙可通过修磨推力轴承的两端面来调整。进油口和主轴各径向轴承小孔节流器及两个轴向推力轴承小孔节流器联通。(见图1)

图1M115W型磨床精化改造后的砂轮主轴结构示意图
1.2 液体径向静压轴承的计算公式
1)依据改造要求,选定轴承刚度JR20kgf∕μm,选轴承直径D=50mm。
2)结构尺寸选择10项,分别是轴承长度L=1.5D=75mm;轴向阻油面长度l1==5mm;油腔长度l=L-2l1=65mm;周向阻油面宽度b1==5mm;回油槽宽度b2=3mm;回油槽深度Z2=0.6mm;油腔张角之半θ1=30 6';油腔中心线与周向阻油面远边上的夹角θ2=41 34';油腔深度Z1=50h0=0.875mm;轴与轴承配合的直径间隙2h0=0.0007D=0.035mm。
3)径向轴承一个油腔的有效承载面积:

1.3 润滑油的选择
经查证,选用50的2号主轴油加50的4号主轴油的混合油。温度为50℃时油的密度Þ50℃kgf·s2/cm4;动力黏度η50℃kgf·s/cm2,选用30透平油加70煤油的混合油,实测黏度和密度与前述数据接近。
1)节流比 的选定。通过分析与实验,当20℃=1.71时,轴承具有理想的刚度。与润滑油黏度是共同变化的。因此,应满足润滑油在20~50℃范围内,取1.5~3.0;20℃=1.5,50℃=2.55;
2)选择供油压力Ps。一般资料推荐P10kgf/cm2,实际选择的Ps15kgf/cm2。
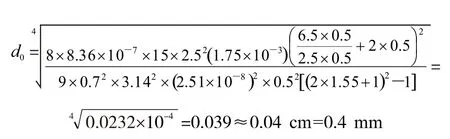
3)节流小孔直径d0的确定。根据流体的流量连续方程流体力学的有关公式,用下式算出节流小孔直径d0值。

式中:λ 为设计参数, λ50℃=50℃-1=2.55-1=1.55;d0为小孔流量系数d0=0.6~0.7,现选d0=0.7。
4)轴承流量计算。温度越高,润滑油的粘度越小,轴承流量越大。现计算润滑油温度在50℃时的轴承流量。
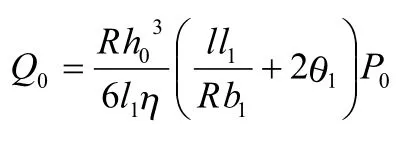
式中:P0为空载时油腔压力(即节流后的压力)
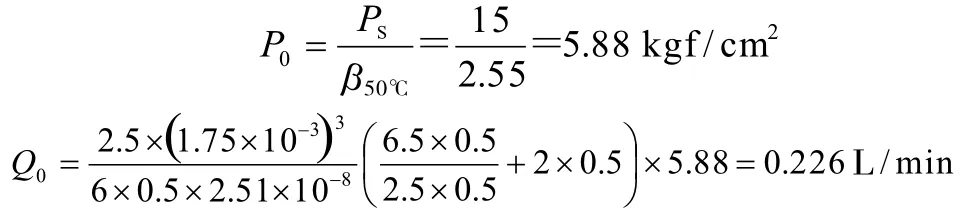
故单个轴承的流量:Q径量=4Q0=0.904L/min
总流量:Q径总=8Q0=1.80L/min
1.4 液体推力静压轴承的计算
1)按实际需要给定轴向刚度为30kgf/ m。其中,主轴半径R为25mm;形油槽内半径R1为1.2R=30mm(实际选用32mm);形油槽内半径R2为1.4R=35mm(实际选用39mm);轴承外半径R3为1.6R=40mm(实际选用46mm);
2)推力轴承环形油腔有效承载面积:

3)润滑油和节流比 等数据与静压轴承一致。
4)推力轴承轴向间隙h0'的计算:

5)轴承流量计算。
一个止推面的流量:

1.5 供油装置
1.5.1油泵选择原则
应根据静压轴承的供油压力和流量,确定油泵规格。

油泵额定流量与静压轴承总流量有如下的关系:
根据以上计算:

为此,选用YB-10型单级叶片泵。额定压力为63kgf/cm2,额定流量为10L/min。
1.5.2油箱设计原则
对于没有安装冷却装置的固定式油箱,其有效容积指油面高度为油箱高度的80时,油箱所储润滑油的容积一般不小于油泵每分钟流量的10倍。
因此,油箱的有效容积=10×10=100L=0.1m3
故油箱的总容积=0.1÷0.8=0.125m3
故油箱长=0.5m、宽=0.4m、高=0.625m
1.5.3滤油器选择
1)吸油滤油器。选用的是封闭的网式滤油器,外层用60~80目铜丝网包围着四周开有很大缺口的金属或塑料圆筒体壳。
2)粗、精滤油口。用线隙式滤油器作粗过滤,其过滤精度为0.02mm以上。
用纸质机油滤油器做精过滤,其过滤精度可达0.01mm。节流器不会堵塞,主轴和轴承拉毛现象显著减少。
3)蓄能器的作用和选择原则。蓄能器是一种能量储存装置。避免断电后惯性转动,使主轴和轴承磨损和过热。蓄能器的容量,应能保证润滑油供应到主轴停止转动,才能起到安全保护作用。
1.6 压力继电器的作用和选择原则
压力继电器是利用供油系统的液体压力,控制电器触头,使其接触或分立,从而将液压讯号转变为电讯号,实现自动控制,起安全保护作用。
当供油系统发生故障,或者供油压力未达到静压轴承要求的压力时,压力继电器控制驱动主轴转动的电机自动停止或不能起动。
压力继电器的设计或调整,应保证轴承油腔内的润滑油建立起一定压力后,主轴方能转动。
关键工艺:轴承半精加工后,压入箱体应有过盈量,在精密镗床上一次镗前后孔,保证其同轴在1 m之内在精密镗床上一次镗前后孔,保证其同轴在1 m之内,推力轴承端面与孔的不垂直度允差2 m;轴承间隙是以孔为基准,达到直径间隙(0.035±0.002)mm;轴向间隙靠磨推力轴承的两端面达到,单边间隙(0.028±0.002)mm;小孔节流器的流量允差10。
1.7 静压轴承节流比值的调整
当h0不变时,改变d0的原则一油腔压力偏高,可减小d0;反之,加大d0。
当d0不变时,改变h0的原则一轴承油腔压力偏高,可加大h0;反之,减小h0。
2)节流小孔直径d0与轴承间隙h0有如下关系:

3)在实际精化改造中,我们采用的是改变h0的方法,即修磨主轴外径(主轴外径在制造时应予留修磨量,一般为0.5mm)。从实践中总结经验是,外圆每磨去0.002,轴承油腔压力可减少1kgf/cm2。
在使用过程中,随着润滑油温度的升高,粘度将变小,油腔压力将减小,从而节流比相应变大。理论计算和实验表明,只要=1.5~3的范围内,轴承仍有较好的刚度。所以,在设计和调整时,要求润滑油的温度变化在20~60℃范围内,相应的=15~3。
2 使用效果及小结
精化改造后的M115W型外圆万能磨床,其加工精度高,寿命长。加工工件的椭圆度小于0.0015 m,圆锥度0.001~0.003 m,表面粗糙度达到0.025 m。
经过几年来的使用,加工精度和表面粗糙度均能保持稳定,证明精化改造是成功,上述设计、计算是准确的,在精化改造磨床方面是适用的。
[1]龚艳冰,丁德臣,何建敏,等.企业战略风险管理理论、模型及其应用综述[J].企业管理,2008(9):142-147.
[2]孙慧,王松华.企业动态战略风险控制模型的构建及运行[J].改革与战略,2012,28(3):162-65.
[3]吴梦珠,方辉,冯智.论供应链管理在我国大型百货企业存货控制中的应用[J].商业研究,2007(2):76-78.
[4]吴泗宗,揭超.高速成长百货企业的差异化特征[J].中国流通经济,2010(11):69-73.
[5]方述诚,汪定伟.模糊数学与模糊优化[M].北京:科学出版社,1997:145-155.
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
重型机械(2020年2期)2020-07-24
中北大学学报(自然科学版)(2020年1期)2020-03-17
装备制造技术(2019年12期)2019-12-25
制造业自动化(2018年7期)2018-07-21
计算机技术与发展(2018年4期)2018-04-13
中南大学学报(自然科学版)(2017年8期)2017-11-01
制造技术与机床(2017年4期)2017-06-22
电子世界(2017年2期)2017-02-17
计算机与现代化(2014年7期)2014-07-03