
自动化控制系统在热处理NCC系统的应用
2013-11-15 02:39石荣鹏高文辉
电子测试 2013年16期
石荣鹏,曹 磊,高文辉
(山东莱钢集团自动化部,山东莱芜,271104)
0 引言
莱钢宽厚板常化处理线包括常化炉和常化冷却控制系统(即NCC系统),设计年产量为21.6万吨,主要产品为船板钢、容器钢、桥梁钢、锅炉钢、低合金高强度钢建筑结构用钢板、造船及海上平台用钢板等,该系统成熟可靠,产品质量好。常化冷却控制系统(NCC)将从热处理炉运出、处于奥氏体状态的板材进行喷淋冷却,从而控制钢板的相变组织和提高钢板的力学性能,是成品过程的关键步骤。其技术规格为:钢板开冷温度:850℃~950℃,钢板终冷温度:500℃~700℃。该系统采用稳定性较高的西门子S7-400PLC及PROFIBUS 现场总线技术,拥有较高的自动化水平,保障了产品质量。以下将对莱钢NCC控制系统进行详细介绍。
1 NCC系统工艺说明
NCC由高位水箱、24组控冷集管、24组集管控制阀组、5组侧喷阀组、前后气吹扫、3台高温计、1台热金属检测仪及辊道等设备组成,冷却区域分为快冷区、主冷区和精冷区,当钢板在辊道上顺次行经3个冷却区域时,控制系统将根据预设的工艺参数依次开启集管,对钢板进行喷淋冷却,使之迅速达到目标温度。
2 自动控制系统
2.1 控制系统与结构配置
包括中央S7-400PLC和位于现场的2台I/O ET200M远程站,三者之间通过PROFIBUS-DP连接,系统通讯采用工业以太网,连接两台操作员站和一台工程师站,上位机监控均采用西门子WinCC V6.2,工程师站配备西门子step7 V5.4编程软件。网络拓扑结构如下图:

2.2 系统功能
保证钢板的位置跟踪系统的准确性
能够按照工艺开启上下两组集管,保证冷却效果,并具有工艺自学习功能
传递NCC前面热处理炉PLC和后面冷床PLC的通讯数据,起到数据桥梁的作用
2.3 NCC钢板信息跟踪和控制
钢板信息的准确跟踪是NCC喷淋冷却的前提,如果钢板无法准确定位,各个冷却区就无法按照工艺曲线来开启集管。NCC辊道分为CB辊道组、CT辊道组、NCC本体辊道组,待冷却钢板通过连续式辊道通过NCC的各个区域,HMI钢板信息将与实际同步。辊道和变频器一对一控制,采用的是西门子变频器。钢板信息的位置跟踪和控制通过以下手段实现:
1)手动模式下,NCC本体PLC享有控制优先权,在某些条件下如果接收到其他PLC发出手动控制请求,此时画面会提示“手动控制请求”,相应可以在画面选择“手动操作允许”,将控制权限的转换信息通知PLC,此时NCC将通过工业以太网接收自其他PLC的辊道控制命令。手动速度由ET200-M(1)操作台的手柄来给出。
2)自动模式下,热处理炉发出出钢请求时,NCC、CB、CT辊道自动启动,3秒后判断出钢启动条件是否具备,具备条件后出钢,NCC启动跟踪程序,控制钢板输送。在头部输送距离超过30米,进入CT辊道后,向冷床发出送钢请求,冷床允许则进钢,不允许进钢,NCC控制CT辊道把钢板停放在CT辊道上等待,超过1分钟仍不允许进钢,NCC控制CT辊道进行摆动,防止辊道过热。此过程发送请求一直保持直到冷床允许进钢,NCC控制CT辊道送钢到冷床。
3)对于从常化炉出的钢板,NCC的辊道跟踪系统可以容纳2块钢板的跟踪信息。但第一块出钢后,到CT辊道冷床允许进钢,期间不允许第二块钢板出钢,按照30米辊道以20米每分钟输送计算,最快钢板间隔为1.5分钟。
4)PLC还具备“模拟出钢”功能,其功能依赖于操作台按钮实现,这样可以模拟出钢时辊道及CMD冷检的工作状态,便于及早发现问题,保证出钢的顺利进行。
2.4 集管流量标定
每根集管上安装有快切阀、调节阀和流量计,快切阀和调节阀有手动和自动两种控制模式,集管水流的情况通过流量计指示。
已经成熟的冷却工艺预先储存在工程师站的SQL Server数据库中,在HMI的“半自动-查表”模式下,系统会根据钢板的PDI数据自动查询半自动冷却策略中已经储存的冷却规程,不需人工设定。
板型、设备等现场生产情况很难保证不会出现变化,为此设计了新冷却模型的生成方法,并在HMI上提供接口,当需要生产新冷却模式时,工艺人员可以通过安装在管道上的调节阀自主调节集管冷却水的实际流量,然后将合适的流量设定值通过HMI输入到SQL Server数据库中。
标定原理为:采集五组流量以及对应的开口度数据,采用数学回归的方法,计算流量曲线,回归四个常数A0、A1、A2、A3,利用函数f(x)=A0+A1X+A2X2+A3X3,输入流量X计算开口度f(x)。
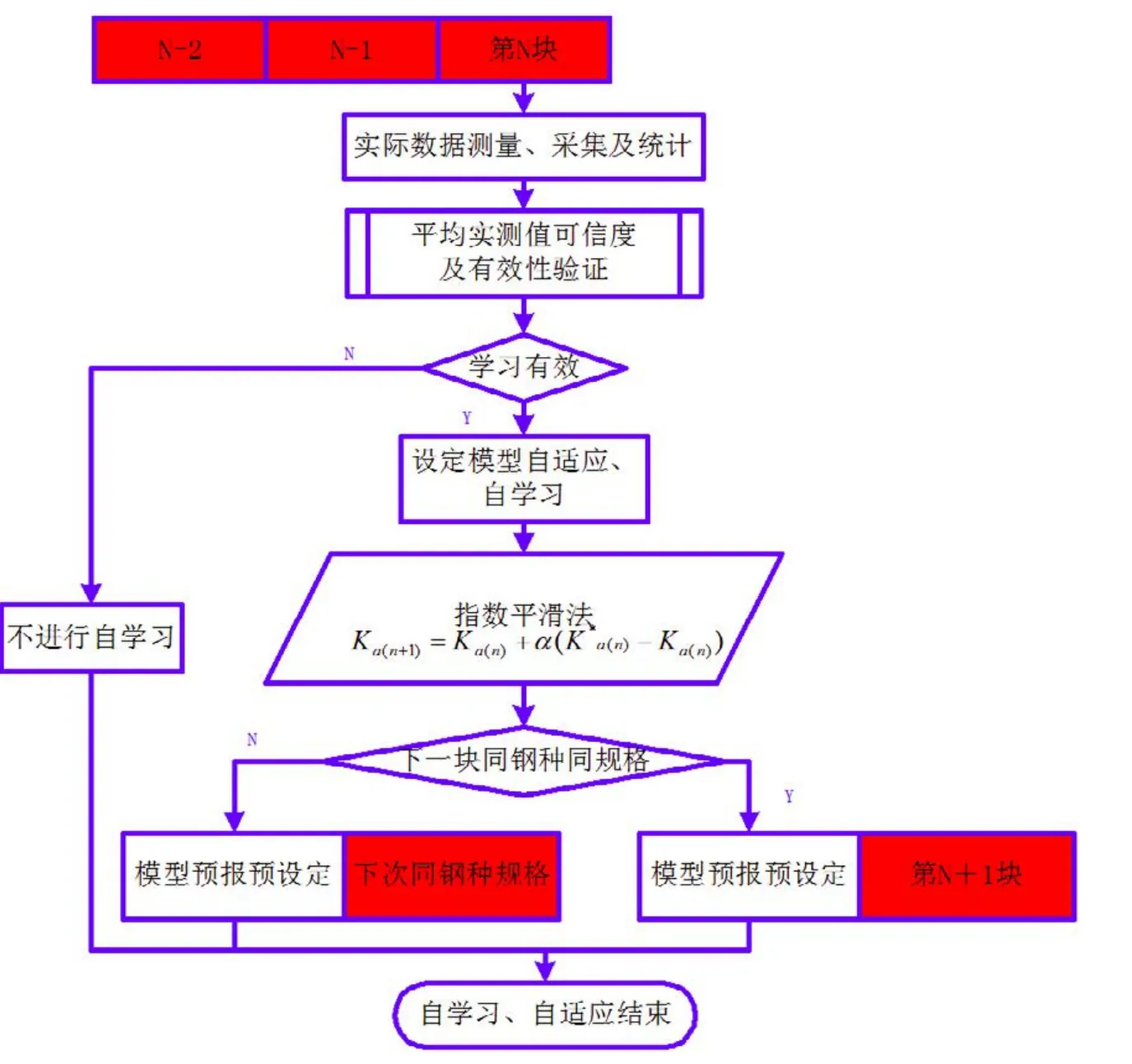
2.5 自学习模型
当钢板通过高温计NCC T2时,NCC L2以4s为周期地检测钢板返红温度;根据该段钢板的实际开启模式、实际返红温度、以及实际辊道速度、实际水温(水量和水比固化)学习温度模型系数,即冷却水对流换热修正系数和目标温度偏差修正值,以用于下一块钢板的设定计算。
2.6 数据桥梁和枢纽
NCC PLC通过TCP/IP与热处理炉和冷床PLC进行通讯,由热处理PLC与L2进行数据交换,所需冷却的钢板信息都是通过L2下发的。台架、冷床共用NCC辊道,NCC PLC还要根据来自冷床、台架、热处理炉的信息来协调3者之间的联动。
3 结语
NCC系统作为常化炉的重要冷却设备,其可靠稳定的调节阀、流量计、高温计等仪表的应用使设备能够完成各种冷却任务,并可以自主开发新的冷却模型。NCC自动控制系统采用了科学合理的数学模型和先进的控制策略,性能稳定可靠,控制精度高。
猜你喜欢
仪器仪表用户(2022年10期)2022-09-29
仪器仪表用户(2022年9期)2022-08-30
仪器仪表用户(2022年4期)2022-04-01
冶金设备(2019年6期)2019-12-25
冶金设备(2019年6期)2019-12-25
山东冶金(2019年3期)2019-07-10
石油化工自动化(2018年5期)2018-11-14
现代冶金(2016年6期)2016-02-28
陶瓷学报(2015年4期)2015-12-17
天津冶金(2014年4期)2014-02-28
