
基于CATIA 的钢轨道岔扭转加工装置的设计
2013-12-14 09:00孙明刘静
机床与液压 2013年10期
孙明,刘静
( 江南大学机械工程学院,江苏无锡214122)
目前我国的高铁发展很快,高铁的发展给人们的生活带来了方便[1],但火车在一次次提速的同时也带来了新的技术难题。火车速度提高了,在拐弯时火车的拐弯角度必然要加大,否则容易引起火车脱轨、侧翻,因此对叉道处或者拐弯处的铁轨加工提出了新的要求。为了适应高速行驶的火车,拐弯处的铁轨在加工时要让铁轨绕轴线方向偏转一个小的角度,以使火车在拐弯时能够平稳过渡[2]。到目前为止,铁轨的这种小角度偏转加工都是通过热轧形成的,而这些热轧的设备并不是为铁轨偏转加工而设计的,因此加工精度低,加工过程也不能控制。针对以上问题,参照铁轨的加工工艺要求[3-5],作者提出了一种专门用于铁轨扭转加工的装置。
1 简化模型及有限元模型的建立
1.1 对钢轨扭转加工装置的初步分析
首先,要实现钢轨的扭转变形,而且是发生永久塑性变形,可以在钢轨上施加扭矩,要保证施加在钢轨上的扭矩必须使钢轨所承受的应力值超过其屈服强度;其次,在施加载荷时,可以使钢轨的一端固定,在另一端施加载荷,让钢轨发生扭转变形;最后,选择施加载荷的动力系统。由于液压传动具有传动平稳、承载能力大、能实现无级变速等优点,初步选定液压驱动的方式来施加载荷。
1.2 简化模型的建立
建立钢轨扭转加工装置三维简化模型是实现有限元分析的关键步骤之一。根据对装置的初步分析及钢轨截面图(图1)尺寸,利用CATIA V5 R19 中零件设计模块建立简化模型,如图2 所示。

图1 钢轨截面图
这里把夹具简化为两个长方体,并且假设夹具的材料与钢轨的材料相同,均为高锰钢,σs≥784 MPa,这样做使得模型更为简化;另外由于只要知道夹具的应力情况,给具体的夹具设计提供参考就行,所以这里使用同一种材料,也给分析带来很大方便。两个长方体中其中一个长方体的两端被固定,另一个长方体的两端被施加载荷,初步设计长方体的长为2 000 mm、宽为200 mm、高为300 mm。另外,根据加工要求两个长方体之间的距离为448 mm。
图2 三维简化模型
1.3 约束及受力分析
在三维简化模型的基础之上,可以进一步对模型进行约束和受力分析。在其中一个长方体的两端及后面添加固定约束,这样,整个模型的自由度就为1;在另外一个长方体的两端建立方向相反的,大小相等的两个均布载荷,并且它们的方向与长方体的长度方向垂直。加载方案见图3,施加约束后的模型见图4。则有下列关系式:
T = 2F·(L/2)式中:F 为施加的均布载荷;
T 为对力偶构成的扭矩;
L/2 为力臂。
式中的L 即为扭转臂的总长度;F 的大小也就是液压油缸的升力和拉力的大小。

图3 加载方案

图4 施加约束载荷后的模型
2 有限元分析模型的建立
2.1 有限元分析前处理
根据三维简化模型和力学模型,可以建立有限元分析模型。
进行有限元分析的步骤为[6-7]:(1)将零件设计模块中的三维简化模型导入到有限元分析模块中;(2)添加材质;(3)划分网格、设置边界约束条件,施加载荷;(4)计算分析。
查阅相关资料有:
碳钢和锰钢的E 为196 ~216 GPa,一般按210 GPa 计;μ 为0.25 ~0.33,一 般 按0.3 计;α 为12.3 ×106。
力学性能[1]:抗拉强度σb(MPa):≥980(100);屈服强度σs(MPa):≥784 (80);伸长率δ10(%):≥8;断面收缩率ψ (%):≥30;硬度:热轧时,不大于HB302;冷拉+ 热处理时,不大于HB321。
因此材料定义如图5 所示。

图5 材料定义及网格划分
另外,有限元分析中网格的划分十分重要,它对运算结果的精确性有很大的影响。网格划分越细,计算越精确,但是所用的时间也越长,占用的内存也越大。考虑到计算速度,另外此模型的尺寸较大,所以网格不宜划分太细。CATIA 本身自带根据尺寸自动划分网格的功能,可以利用这一功能对该模型进行网格划分。
2.2 有限元分析结果
通过CATIA 的显示功能,分别显示出模型的米塞斯应力图和变形位移云图,再与高锰钢的屈服极限比较,一步步改变施加载荷F 的大小,直到F 足够大到能使钢轨发生塑性变形。当F 达到38 000 N 时,分析结果如图6 所示。
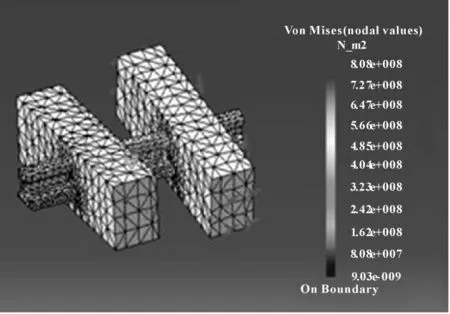
图6 米塞斯应力图
由分析结果可以看出:此时的应力最大值达到808 MPa,略大于高锰钢的屈服极限784 MPa (当F值取到55 000 N 时,最大应力为1 170 MPa),因此可以取油缸的推力为大于38 000 N 的一个适当的值,这也就为油缸的设计提供了参考。
另外可以看出长方体模型侧面的应力值也达到了0.013 7 MPa,也就是说在扭转的同时旋转臂可能会退让,因此必须在侧面再加以固定,可以考虑借助锁销来固定旋转臂。根据分析结果,再利用CATIA 高级建模功能以及装配功能可以初步设计出整个钢轨扭转加工装置的装配结构图,见图7。

图7 钢轨扭转加工装置总装配图
工作原理:首先钢轨被放到两对夹具中;然后夹具夹紧钢轨,锁销上移锁住夹具,防止退让;两个扭转油缸开始带动扭转臂转动,一直转动到需要的角度。夹紧及松开钢轨动作由夹紧油缸控制,锁销的动作由锁销油缸控制,扭转臂的扭转由两个扭转油缸控制。
3 总结
利用CATIA V5 的有限元分析功能先对钢轨扭转加工装置简化模型进行受力分析,为油缸的工作载荷提供参考数据,也为扭转臂和锁销的材料性能提供参考,从而为整个装置的设计提供了合理的依据。在此基础之上,利用CATIA 的高级建模功能和装配功能将装置的零部件设计并装配起来,将整个装置更加直观地描述出来,也为设计的合理性、装置的合理性提供了一定的参考。
【1】任安超,吉玉,周桂峰,等. 铁路用钢轨及其制造技术[J].特殊钢,2010,31(5):22 -25.
【2】毛一凡.浅谈钢轨接头病害的成因和整治措施[J]. 同煤科技,2009(4):13 -14.
【3】任安超,吉玉,周桂峰,等.国内客运专线用钢轨及其生产工艺[J].钢铁研究,2010,38(5):49 -52.
【4】张永兴,练松良.钢轨扭转时的水平位移分析[J].上海铁道大学学报,1997,18(3):19 -23.
【5】董永刚,张志文,宋建峰.钢轨万能轧制过程金属延伸规律的理论与实验研究[J].机械工程学报,2010,46(6):87 -92.
【6】刘鹤,洪惠平.60 kg/m 钢轨万能轧制过程有限元模拟研究[J].鞍钢技术,2009(6):33 -36.
【7】张勇,张树生,张开兴.基于CATIA 减速器输出轴有限元分析[J].机械与电子,2010(6):11 -13.
猜你喜欢
装备制造技术(2021年4期)2021-08-05
装备制造技术(2021年1期)2021-05-21
哈尔滨轴承(2021年4期)2021-03-08
冶金设备(2020年2期)2020-12-28
纤维复合材料(2018年2期)2018-12-07
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年8期)2017-11-27
中国铁道科学(2015年5期)2015-06-21
中国铁道科学(2015年4期)2015-06-21
中国铁道科学(2014年6期)2014-06-21
