
精冲气动冲床自动化的可行性研究
2013-12-23 04:00杨跃云付红光
科技传播 2013年22期
杨跃云,付红光
鸿富晋精密工业(太原)有限公司,山西太原 030032
1 精冲气动冲床自动化方案介绍
精冲气动冲床自动化方案的设计提出,是为了提高精冲作业现场的自动化程度与水平,同时降低精冲现场作业人员工作过程中存在的风险问题,进行精冲气动冲床进行产品自动化生产作业实现的可行性验证,提高气动冲床的冲压工作效率,推进工业生产的发展进步。精冲气动冲床自动化产品装置是在根据现有的气动冲床工作原理与结构特点的基础上,通过对于精冲工艺的设计应用而实现的一种自动化精冲气动冲床系统装置,精冲气动冲床的设计实现,不仅在很大程度上降低了冲压作业中的人力成本以及作业风险,同时对于提高工业生产中的冲压工作效率以及提高工业生产效益等,都有着积极的作用和意义。
2 精冲气动冲床的自动化结构
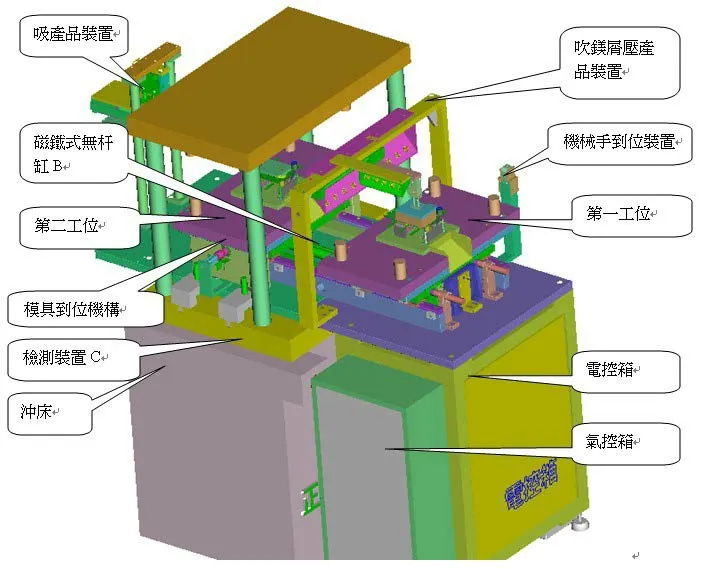
如下图所示,为精冲气动冲床自动化系统装置的整体结构示意图。根据下图可以看出,精冲气动冲床的自动化系统装置主要包括:1) 吹镁屑压产品装置以及吸产品装置;2)机械手到位装置;3)磁铁式无杆缸B;4)模具到位装置;5)检测装置C;6)电控箱;7)气控箱;8)冲床和第一、第二工位结构部位组成,精冲气动冲床在冲压工作过程中,各结构部分通过自身的功能作用发挥,并在相互协助的整体作用下,最终实现精冲气动冲床的自动化产品冲压实现。
在上示精冲气动冲床的整体结构装置中,吹镁屑压产品装置结构部分又包括吹气装置A 以及磁铁式无杆缸A、光剑检测结构D、针对冲刀的吹气装置B、、压产品气缸、压产品块、产品放置检测光感等结构单元,精冲气动冲床的吹镁屑压产品装置结构部分在上述不同结构单元的共同作用下,实现吹镁屑压产品装置在整个精冲气动冲床中功能作用。此外,在精冲气动冲床的吸产品装置结构部分,治具缸C 以及无杆缸D、真空吸盘等,构成精冲气动冲床中完整的吸产品装置结构部分。
在精冲气动冲床的整体结构装置中,取料头结构部分还包含有产品定位销以及拉定位销气缸,它们在精冲气动冲床冲压工作中,分别具有进行产品定位固定和控制产品定位固定装置的功能作用。而精冲气动冲床的模具到位结构部分,在精冲气动冲床工作运行中主要是进行冲压模具的放置,并且在进行模具放置过程中,进行模具到位情况检测的结构装置A 在进行检测过程中,其检测的灵敏度达到0.08mm,此外,在精冲气动冲床的模具到位结构部分,进行冲压模具到位控制的装置结构,还包括模具到位结构中的模具到位硬限位块,其中,在模具到位硬限位块的退位检测装置B 结构中,该检测装置对于模具到位的检测灵敏度也在0.08mm,具有较高的模具到位检测限制精度。
3 精冲气动冲床的自动化工作原理与动作过程分析
精冲气动冲床的自动化工作运行实现,是在对于气动冲床的工作原理以及动作特点分析利用的基础上,结合精冲工艺特征设计实现的一种基于精冲工艺的气动冲床装置。
精冲气动冲床在自动化工作运行过程中,首先,由精冲气动冲床中的机械手到位装置结构部位中机械手将冲压产品放置到位,其中,机械手在将产品放置到位过程中,需注意接近开关信号进行传递实现;然后由精冲气动冲床中的磁铁式无杆缸A 结构装置部分以及压产品气缸结构装置部分,分别根据机械手对于产品的放置和传递情况,在自动控制系统的控制作用下完成相应的产品冲压准备动作;精冲气动冲床中的压产品结构装置在完成相应的运行动作之后,精冲气动冲床的自动化装置开始进入下一个动作过程,也就是精冲气动冲床系统中的光线检测装置在对于光线情况的检测分析,判断冲压产品是否传递到位,如果精冲气动冲床中的光线检测与判断装置,在对于光线检测分析下,判断出产品没有传递到位,那么精冲气动冲床就会对于系统的压料气缸发出不动作命令,同时精冲气动冲床中的磁铁式无杆缸A 就会返回到动作开始前的位置处,同时精冲气动冲床中的蜂鸣器就会发出报警动作,待对于产品到位情况进行重新检查,并对于系统工作运行中异常情况处理后,重新由精冲气动冲床中光线检测装置进行光线检测分析,以判断是否有产品,在产品检测到位后,由精冲气动冲床中的压料气动开始进行产品冲压动作,动作完成后压料气缸恢复原位,然后由磁铁式无杆缸B 带动冲压模具进入到精冲气动冲床内部,然后由模具定位缸对于模具进行定位固定,模具定位并且固定完成后,由气动冲床对模具产品进行冲裁,一旦模具定位出现问题,就会由相应的检测报警装置发出报警,再重新定位检测后,进行冲床冲裁。精冲气动冲床在进行模具产品冲裁过程中,首先在模具产品产品打开后,由上下模内的螺牙缸对于产品进行顶压固定,一方冲裁过程中出现卡料情况,然后由精冲气动冲床中的无杆缸D 伸入冲模,并完成相应的产品冲裁动作,接着在非接触式吸盘通气的情况下,由治具缸C 向下吸取产品并恢复原位,然后无杆缸D 以及无杆缸B 依次复位,并由光检检D 对于冲床下放是否有物体情况进行检测判断后,由吹气装置B 在通气情况下对于模具刀刃部位的镁屑进行清理,然后在控制系统的控制作用下,机械手装置取出产品后,精冲气动冲床进入到下一个动作。
4 技术参数
精冲气动冲床自动化装置机构在完成整个动作后总共使用时间为10s,冲床中模具定位的精度前后单边为0.04mm,左右+/-0.01mm。
[1]朱洪军,郎力可,冯锡艳.齿圈压板精冲复合模在普通冲床上的应用[J].模具制造,2012(8).
[2]多结措,毛朱世,根丁浩,骆祎岚.一种织针针坯的冲裁模拟分析与实验研究[J].机械设计与制造,2012(2).
[3]张正修,李欠娃.高精度仪表零件的整修与精冲[J].模具制造,2011(11).
猜你喜欢
锻造与冲压(2023年20期)2023-11-07
制造技术与机床(2017年10期)2017-11-28
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年12期)2017-02-02
锻造与冲压(2015年8期)2015-06-22
世界制造技术与装备市场(2015年6期)2015-02-28
精密成形工程(2014年3期)2014-08-15
河南科技(2014年4期)2014-02-27
锻造与冲压(2012年12期)2012-10-20
锻造与冲压(2012年24期)2012-10-20
