
绿液压力过滤机在国内的应用
2013-12-23 04:38王月洁曲春杰逄春河李卫芹
中国造纸 2013年5期
陈 英 王月洁 曲春杰 逄春河 李卫芹
(汶瑞机械(山东)有限公司,山东安丘,262100)
随着制浆造纸技术的快速发展、制浆规模的不断扩大和环境保护控制指标的日趋严格,造纸碱回收的生产规模也越来越大,单机设备的生产效率也在不断提高,并逐步向压力苛化的趋势发展。年产30 万t以上的大型制浆项目配套碱回收苛化工段中,绿液澄清采用传统的重力沉降式澄清器已不能很好地满足生产的需求,提高单机设备的生产效率已成为制浆造纸苛化工艺发展的必然趋势。国外制浆造纸机械设备商所生产的绿液压力过滤机,作为碱回收苛化工段中的绿液澄清设备具有高产能和高效率的特点,在国内一些大型制浆造纸企业中得到运用。汶瑞机械(山东)有限公司作为国内制浆造纸机械设备制造者紧随国际造纸技术装备的发展,对碱回收设备中的新型过滤设备绿液压力过滤机进行了开发和设计。
1 绿液压力过滤机的结构和工作原理
1.1 结构
绿液压力过滤机主要由壳体、绿液分配箱、过滤单元、收集器、控制系统和绿液循环泵等部分构成。绿液循环泵内置的绿液压力过滤机设备结构见图1。
绿液压力过滤机的壳体及与壳体相焊接的各管口、人孔和收集器等都是按压力容器的要求设计制造,圆形壳体内腔的中上部被隔板分成几个腔室,中间方形的腔室形成绿液过滤的空间。
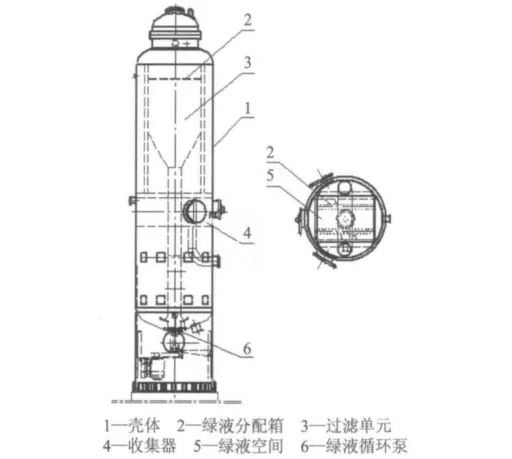
图1 循环泵内置式的绿液压力过滤机结构示意图
绿液分配箱使绿液同时均匀地分布到过滤单元的表面,其在小直径规格绿液压力过滤机中的分布作用不是很明显。
目前设计的过滤单元每件总过滤面积为6 m2,由耐蚀不锈钢板按设计的开孔形式开孔后制成板框式结构,内部设有液体流动的空腔通道,外部罩有袋状滤网。过滤单元的下部通过密封的连接形式与下端的收集器连接,过滤单元的数量由制浆生产的产能决定。
绿液循环泵在工作时高速运转,制造时需要保证运转精度。绿液压力过滤机的结构有两种形式:绿液循环泵内置式和绿液循环泵外置式,根据生产空间的需要来确定绿液压力过滤机所采用的结构形式。
1.2 工作原理[1]
绿液压力过滤机是基于滤网内外的压力差实现过滤的。绿液从溶解槽泵送至绿液稳定槽,在流量和密度的变化趋于平衡时,再泵(控制绿液流量)送至绿液压力过滤机。绿液压力过滤机是按照顺控进行的,依次为浊绿液过滤、压力平衡、绿泥增浓、绿泥放空、滤网洗涤、酸洗。浊绿液从壳体底部对称的两侧腔室向上升到规定的液位高度时,经绿液分配箱后溢流入绿液过滤空间内,从规定的高度处向下均匀地分布到每个过滤单元的外表面,在压力差的作用下通过过滤单元过滤后进入绿液收集器,固体的颗粒留在滤网的外部,随循环液流沉降到壳体的底部。过滤后的绿液被绿液泵送至下一工段,这一过程称之为浊绿液过滤。按照DCS 所设定的时间,当完成浊绿液的过滤后便停止浊绿液泵,通过压力平衡调节来恢复过滤能力。通过降低过滤单元的压差,并保持循环泵的运转,向下流动的液体使滤网表面得到清洗,也就是不用水洗滤网就能达到恢复过滤能力的目的,这一过程称之为压力平衡。在底部的绿液由循环泵循环后使得绿泥进一步浓缩,这一过程称之为绿泥增浓;增浓后的绿泥送入绿泥槽,再由绿泥泵送至绿泥过滤机进一步脱水和洗涤,较干的绿泥排出工艺系统,这一过程称之为绿泥放空。
绿泥是浓黑液经碱炉燃烧后混入绿液中的杂质,通常大部分以絮状物形态悬浮于绿液中,颗粒呈黑色且黏度大,容易堵塞过滤元件[2]。为 保 持 过 滤 能 力,绿液压力过滤机的滤网要有规律地用热冷凝水清洗。
每次过滤程序都要对滤网进行洗涤:向绿液压力过滤机注入热洗涤水;当热洗涤水开始循环使滤网表面被洗涤时,启动压力平衡;洗涤水回流,当洗涤水穿过过滤单元到滤液腔后又被泵送回绿液压力过滤机,洗涤结束。在采用水洗不能达到过滤能力时,应启动酸洗,酸洗后应立即用热水冲洗滤网,防止酸液残留,影响滤液质量。每个阶段的时间都可以调整、设定,由程序计数器控制。
2 绿液压力过滤机的控制
控制系统采用可编程控制器、扩展及通信模块,用现场压力、液位、温度、流量等实际模拟量进行控制,以便手动和自动操作,并留有通信端口接上位机,或DCS 的连接功能,整个系统可实现全自动集中控制。绿液压力过滤机流程图见图2。
2.1 绿液过滤的控制
绿液被浊绿液泵送至绿液压力过滤机底部,浊绿液泵由变频控制和LIC (12)控制转速。在过滤过程中浊绿液泵的进出口阀门都是开启的,绿液压力过滤机内的循环泵要一直保持过滤单元被绿液覆盖。绿液压力过滤机的能力是通过流量FICQ (20)控制的,如果绿液流量低于设定值,则压差PDIC (19)通过开大排气阀HS (8)来控制压力PIC (9)减小,直到绿液流量达到设定值;如果绿液流量持续低于设定值,则压差PDIC (19)通过开大压缩空气阀HS(17)控制压力PIC (16),直到绿液流量达到设定值。当绿液流量持续超过设定值,则按照相反顺序操作。清绿液通过滤网进入到过滤单元内,进入底部的收集器,经绿液泵通过开关阀HS (22)由绿液压力过滤机的收集器泵送至绿液储存槽,绿液流量通过收集器内液位LIC (21)来控制。
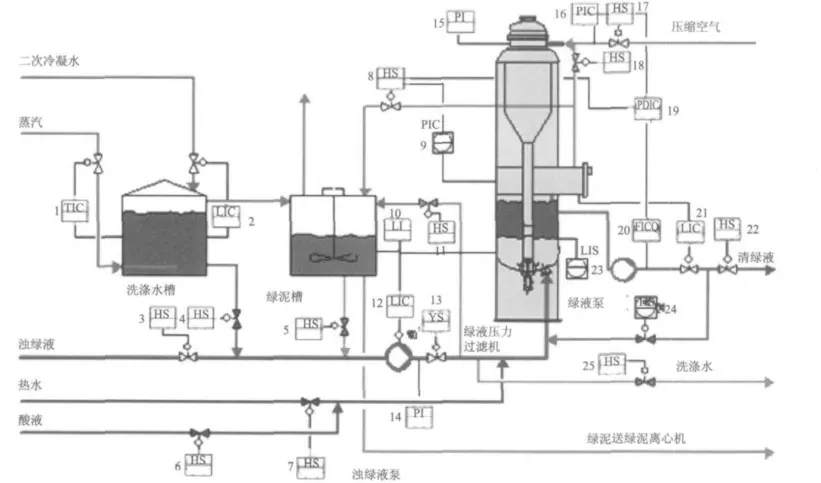
图2 循环泵内置式绿液压力过滤机流程图
2.2 绿泥增浓的控制
绿泥增浓程序启动时,绿液喂料阀HS (3)关闭、浊绿液泵停止和阀YS (13)关闭,绿泥喂料阀HS (5)打开并启动浊绿液泵,随着绿泥浓度的不断增大,滤网处理能力减小,液位开始升高,当压力PI (14)超过开启值时阀YS (13)打开,滤网外液位越高,滤网内外的压差就越大。绿泥增浓期间,绿泥从绿泥槽被泵送到绿液压力过滤机,通过液位LIC(12)控制泵的转速来控制。当绿液流量FICQ (20)达到设定值或绿泥槽液位达到最低限值则绿泥增浓停止,绿泥喂料阀HS (5)关闭、浊绿液泵停止和阀YS (13)关闭,卸料启动。
2.3 压力平衡的控制
当需要启动压力平衡时,手动打开压力平衡开关,绿液喂料阀HS (3)关闭、浊绿液泵停止和阀YS (13)关闭,排气阀HS (8)和压缩空气阀HS(17)关闭,压力平衡阀HS (18)打开,使滤网内外的压力相等,将绿泥液排走。若要关闭压力平衡,手动关闭压力平衡开关,则绿液喂料阀HS (3)打开和浊绿液泵启动,当压力PI (14)超过开启值时阀YS(13)开启,压力平衡阀HS (18)关闭,排气阀HS(8)和压缩空气阀HS (17)恢复到自动控制状态。
2.4 绿泥放空的控制
绿泥增浓到一定程度时,过滤单元表面被颗粒堵塞,使过滤阻力增大,即使达到较高的工作压差也难于进行过滤,则停止绿液泵,启动绿泥放空程序,将绿泥放入绿泥槽。放空程序是从压力平衡启动时开始,排到压力平衡时结束,如果压力PIC (16)小于放空启动极限值则绿泥回流阀HS (11)开启;如果压力较高,排气阀HS (8)开启。当绿泥回流阀HS(11)开启时,绿液压力过滤机液位会下降,当达到液位开关LIS (23)时,阀HS (11)关闭,卸料期间的过滤机压力由压力PIC (16)控制。卸料期间,当绿泥液位达到卸料液位LIS (23)时再延迟10 s后,绿泥回流阀HS (11)关闭;当滤液腔液位LIC(21)低于连锁值5% 时绿液泵停止且液位控制阀LIC (21)关闭;当滤液腔液位LIC (21)高于液位设定值2% 时,绿液泵重新启动。当卸料液位LIS(23)和滤液腔液位LIC (21)都低于最低限值时,滤网水洗程序启动。
2.5 滤网洗涤的控制
当执行滤网洗涤时,热二次冷凝水阀HS (4)打开后,首先绿液管线阀HS (22)关闭然后滤液循环阀HS (24)打开,浊绿液泵启动,当喂料压力PI(14)超过限定值后出口阀YS (13)打开,绿液压力过滤机液位LIC (12)控制泵的转速。当绿液压力过滤机液位LIC (12)超过限定值后循环泵启动。当滤液腔液位LIC (21)超过限定值后绿液泵启动。洗涤冷凝水的流量通过FICQ (20)控制绿液压力过滤机的压差PDIC (19)来调节。当绿液压力过滤机液位LIC (12)达到滤网洗涤设定值后,洗涤水阀HS(4)关闭,浊绿液泵停止且泵出口阀YS (13)关闭。当洗涤水阀HS (4)关闭时,压力平衡开始运行,压力平衡阀HS (18)缓慢打开,排气阀HS(8)和压缩空气阀HS (17)缓慢关闭。在压力平衡期间循环泵运转使冷凝水冲刷滤网外表面,压力平衡时间期满后,程序核查滤液的累计量,程序继续直到滤液达到设定的累计值。当压力平衡阀关闭时,压差PDIC (19)首先控制排气阀HS (8);当滤液腔压力PIC (9)在设定点PDIC (19)控制压缩空气阀HS(17)时,洗涤后洗涤水被排放到稀白液槽,程序给出一个打开到稀白液槽阀HS (25)的信号,如果过滤器内压力PIC (16)小于卸料启动限定值则阀打开,绿液压力过滤机液位LIC (12)下降;当绿液压力过滤机液位循环泵LIC (12)降到设定值的10%以下时,循环泵停止。在卸料期间过滤机的卸料压力由绿液压力过滤机压力PIC (16)来控制;当水的液位达到液位LIS (23)后卸料延迟10 s,稀白液槽阀HS (25)关闭。当滤液腔液位LIC (21)低于连锁值时,绿液泵停止,液位控制阀LIC (21)关闭;当滤液腔液位超过启动限定值时绿液泵重新启动。如果没有其他停止绿液压力过滤机的指令,绿液压力过滤机将重新自动启动到绿液过滤步骤。如果有停止过滤程序的命令,所有阀门、控制点以及设备开关都回到手动位置。洗涤后的洗涤水被排放到稀白液槽,洗涤后滤网的过滤能力获得再生。
3 绿液澄清器与绿液压力过滤机的对比
在碱回收的苛化工段中,绿液质量的好坏直接影响到白液澄清度的高低,及白泥沉降速度的快慢。正常绿液的总碱浓度下,要达到很高的白液苛化度,除要经过相当长的苛化时间外,往往是以大量消耗石灰为代价[3]。石灰中的杂质如二氧化硅、氧化镁对苛化乳液的过滤、沉降、洗涤都会产生很大的影响。最佳的石灰用量是苛化工段高效率、低成本运行的保证。因此,在苛化工段中绿液澄清设备的选用对后续工段有较大的影响。
3.1 传统的绿液澄清技术
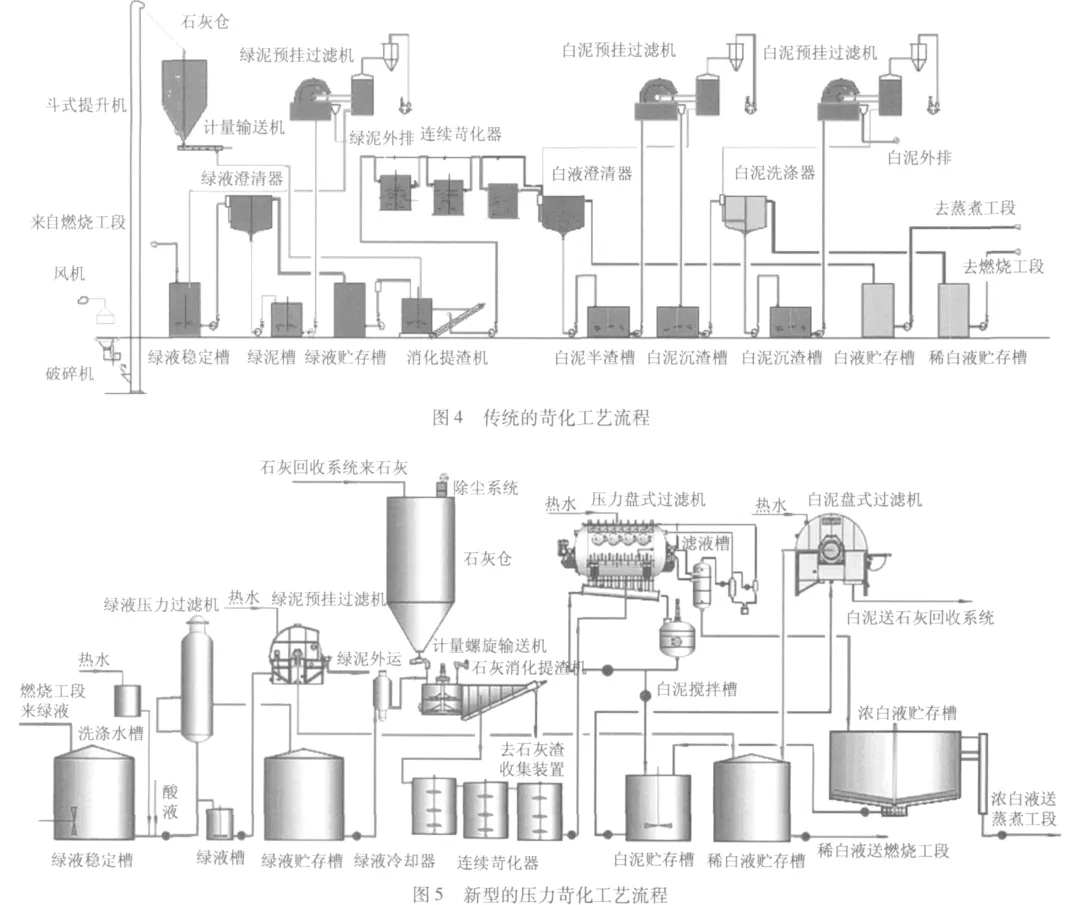
在传统的苛化流程中,澄清器(见图3)是用于碱回收苛化工段绿液澄清的主要设备,绿液澄清器的主要原理是借助重力的作用,使密度较大的绿泥沉降在底部,上层为澄清液,达到液固分离的目的。传统的重力沉降苛化工艺,属于自然沉降,在有限的时间内,这种分离方法无法使含有细小颗粒的苛化乳液完全实现液固分离。目前国内澄清器最大直径为36 m,最大产能为8750 m3/d。大规格澄清器需配置高精度的轴承承受高的扭转力,且应配有较先进的控制系统。传统的苛化工艺流程见图4。

图3 澄清器结构
这种绿液澄清器的优点是耗电量低,检修方便,使用可靠,检修率低;缺点是占地面积大,不适合大型木浆厂,草浆绿液澄清度一般在150 mg/L 以下,木浆及竹浆绿液澄清度一般在100 mg/L 以下,容易造成后续工段结垢。
3.2 新型的绿液压力过滤机
压力苛化技术在碱回收苛化系统中的应用具有重要意义,其流程见图5。
绿液压力过滤机是通过各仪表连锁控制实现高产高效过滤的,滤液澄清度≤20 mg/L (绿液澄清器的澄清度为100 mg/L 左右),产能达到6.5 m3/(m2·d)。
绿液压力过滤机的优点:绿液的澄清度较高,澄清度在20 mg/L 以下,后续工段结垢少,自动化程度高,占地面积小,适合大型木浆厂。绿液压力过滤机的缺点:循环泵电机功率大,耗电量高,运行费用高,需要定期酸洗,缓冲设备较大,自动控制系统复杂,一次性投资费用较高。
3.3 绿液压力过滤机与绿液澄清器在实际应用中的对比
在大规模生产中绿液澄清器受到自身结构的限制,如广东某厂年产70 万t 桉木浆制浆项目中,碱回收的苛化工艺,若采用绿液澄清器则需要直径为32 m 的大型澄清器2 台,若采用绿液压力过滤机只需要直径为3.6 m 的澄清器2 台。随着澄清器直径的增大,传动支架的跨距增加,搅拌装置长度增大,这些装置的强度及刚性会变得较差,同时直径的增加,对外界的散热也较大。应用绿液压力过滤机则避免了以上缺点,明显地减少了设备在生产厂区的占地面积。
在常规苛化流程中,绿液澄清时采用绿液澄清器,一般出口澄清度最好时小于100 mg/L;在压力苛化流程中,当采用绿液压力过滤机时可使澄清度达到5 ~20 mg/L。一些大型浆厂大多已取消绿液澄清器,改用绿液压力过滤机,不仅提高了绿液澄清度,同时也使得后续白液澄清度有所提高,可由原来的50 mg/L 以上降到20 mg/L 以下。
4 绿液压力过滤机在国内的应用
随着我国造纸工业向高产能、低能耗、低碳环保和可持续发展的方向转型,造纸企业通过引进国外先进的制浆装备,投建了一批单机生产线规模大、技术起点高、装备先进和产品质优的项目。其中包括广东某厂年产70 万t 桉木浆制浆项目,配套的碱回收苛化工段绿液澄清采用的2 台直径为3.6 m 的绿液压力过滤机;山东某厂年产120 万t 桉木浆制浆项目,配套的碱回收苛化工段绿液澄清采用的2 台直径为4.5 m 的绿液压力过滤机;山东某厂年产25 万t 制浆项目,配套的碱回收苛化工段绿液澄清中采用的1 台直径为2.8 m 的绿液压力过滤机;湖南某厂年产40 万t 桉木浆制浆项目,所配套的碱回收苛化工段绿液澄清采用的1 台直径为3.6 m 的绿液压力过滤机。以上多家企业的运行情况表明,绿液压力过滤机在碱回收苛化工段绿液澄清中有其明显的规模效益,碱回收设备的规模越来越大,吨浆投资成本会越来越低。
5 结 语
绿液压力过滤机作为新型的碱回收苛化工段绿液过滤设备,以其鲜明的高产能、高效率和结构紧凑的特点逐渐在碱回收苛化系统中得到运用。但目前国内所使用的绿液压力过滤机主要以国外产品为主,国外进口的绿液压力过滤机依靠其品牌优势、研发能力、精密制造以及强大的资金实力和市场拓展能力,价格形成垄断,且居高不下,导致投资成本提高,阻碍了众多中小型制浆造纸企业装备向大型化发展的步伐。汶瑞机械(山东)有限公司,在消化吸收国外先进技术的基础上,结合国内现有设备的使用情况,已着手开发和设计绿液压力过滤机,有望在短时间内实现绿液压力过滤机的国产化。
[1] ZHANG Bao-yuan. X-filter,a new type of green liquor filtering equipment[J]. China Pulp & Paper Industry,2010,31(20):77.张保元. X-filter 新型绿液处理设备[J]. 中华纸业,2010,31(20):77.
[2] LIU Shi-hai,JIANG Bo. Guanshi Yali Guolvqi Zai Zhujiang Jianhuishou Kehua Gongduan De Yingyong[J]. China Pulp & Paper,2005,24(3):61.刘世海,江 波. 管式压力过滤器在竹浆碱回收苛化工段的应用[J]. 中国造纸,2005,24(3):61.
[3] ZHANG Zi-cheng. A Way to Realize Automatic Coutrol of White Liquor Causticity[J]. China Pulp & Paper,1996,15(4):9.张子成. 实现白液苛化自动控制的一条途径[J]. 中国造纸,1996,15(4):9.
猜你喜欢
水泵技术(2022年2期)2022-06-16
水泵技术(2021年5期)2021-12-31
煤气与热力(2021年10期)2021-12-02
水泵技术(2021年3期)2021-08-14
煤气与热力(2021年2期)2021-03-19
煤炭加工与综合利用(2021年2期)2021-03-18
中国金属通报(2020年20期)2020-12-09
河南化工(2020年1期)2020-03-10
中国核电(2017年3期)2017-11-20
IT经理世界(2016年23期)2017-01-07
