PLC控制步进电机频率曲线的优化
2014-01-16 06:40李亚兵
商丘职业技术学院学报 2014年5期
王 华,李亚兵
(1. 商丘职业技术学院,河南 商丘 476000; 2.漯河食品职业学院 机电系,河南 漯河)
1 系统设计的目的
PLC编程简单,功能强大,广泛地应用于数字化控制的自动控制系统中,在系统中通过PLC的程序运行来控制步进电机. P LC通过运行程序,向步进电机的驱动器输出脉冲信号和方向信号, 控制步进电机按照用户要求工作. 步进电机是一种将电脉冲转化为角位移的机器设备,它每接收一个脉冲信号就旋转一个固定的电角度, 可以通过控制脉冲数量来控制角位移量,从而使步进电机达到准确位置. 因此,步进电机的转速和脉冲频率之间必定存在着一定关系,这种关系通过步进电机的频率曲线可以直接反应出来.
本论文通过小车送料系统进行研究频率曲线的优化方法. 在小车送料系统中通过 PLC 控制步进电机的脉冲数, 既要保证送料小车能准确到达取料位置取料,又要保证步进电机转速稳定度高、抖动量小.
频率曲线的形状是由脉冲数和频率参数决定的. 通过频率曲线可以看出电机的运行状况,为了提高整个控制系统的工作效率,必须设置好送给驱动器的信号的脉冲数及其频率参数,如图1所示为步进电机三段频率曲线[1]196-200.
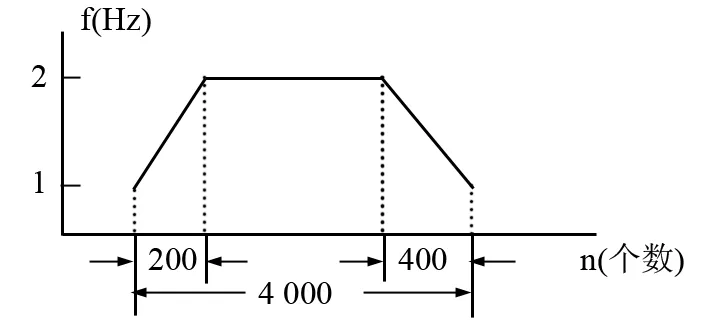
图1 步进电机频率曲线
图1充分体现了步进电机启动加速、匀速运行、减速停车的运动过程, 但是在现场的工业控制过程中必须考虑机器运行是否平滑、是否有噪声污染、是否会带来机械磨损等. 因此,实际运行中只有这三段曲线是不够的, 具体情况会比较复杂. 可以根据实际情况采用7 段、11段甚至更多段曲线对步进电机的频率曲线进行优化,使系统运行更加平滑,来解决由于机器自身原因产生的抖动、噪音大、启动吃力等不良问题[2]36-38.
2 取料系统中取料小车的优化方法
2.1 取料小车工作原理
取料小车系统采用的是西门子S7-200系列PLC控制步进电机工作, 通过该装置的作用,用一个料杯,把三部分原料从三个位置取过来送至另外一个位置,等待加工. 该系统装置主要由两部分组成,一部分为负责在水平方向行走的取料小车,另一部分为负责在竖直方向行走的机械手. 机械手安装在小车上由竖直方向的步进电机控制工作,小车由水平方向的步进电机控制工作. 小车运行至料杯处, 机械手托起料杯,小车拖着机械手继续行驶至原料指定位置处,取第一种原料、第二原种、第三种原料,然后取料小车再把料杯送到指定地点,原料等待加工[3]60-70.
2.2 实验数据分析及频率曲线的优化
在此主要对水平方向行走控制步进电机的频率曲线进行分析. 由于三种原料位置不同,取料小车在取料过程中要走的距离也不同,有时需要短距离行走,有时需要长距离行走. 当小车短距离行走时速度要慢、要稳、启停要精确,以确保取料定位的精确性和机器的安全性;当小车要长距离行走时要快、要稳,定位精确,同时要防止设备抖动、降低噪声. 因此使用图1中的三段频率曲线控制精度和稳定度是不能满足要求的. 步进电机对小车进行驱动控制时,通过S7-200系列PLC进行编程调用子程序实现,而子程序中需要的参数放在PLC包络表中. 频率曲线的控制参数包括曲线的段数、初始周期、脉冲数、周期增量等,供主程序调用. 当小车需要长距离行走时, 为了使小车运行更加平稳,根据步进电机的工作频率与步长之间的关系, 可以将图1步进频率曲线经过再次划分,改成七段频率曲线. 如图2所示[4]23-42.
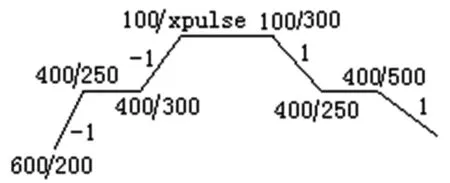
图2 步进电机七段频率曲线
图2是将步进电机的特性曲线修改为七段式特性曲线,修改方法是通过修改PLC程序中包络表数据参数,包括每段曲线的初始周期、脉冲数、周期增量. 用周期值(us)/脉冲数(个) 的方式来标注每段曲线的起始位置. 斜率不为零的曲线部分的数据代表该段曲线的周期增量, 斜率为零的曲线部分表示步进电机驱动小车匀速运动,这部分的脉冲数表示取料小车匀速运动的时间. 用Ta表示每段曲线的初始周期,Tb表示结束周期,X表示周期增量,P表示脉冲数,则每段曲线的周期及脉冲数和周期增量之间的数量关系如下:
根据图2所示,步进电机周期曲线中每段曲线的结束周期值等于下一段曲线的初始周期值. 因此,由公式(1)计算出下一段曲线的初始周期为:
在图 2 中, 假如第一段曲线的初始周期为 700, 脉冲数量为 300, 周期增量为-1, 通过公式(2)可以计算出第二段曲线的初始周期为:
(-1) ×300+ 700= 400
第三段、第四段等曲线的初始周期值按式(1)、(2)依次计算出来. 步进电机启动加速时间不能太长,启动加速时间太长, 造成启动转矩不足导致小车运动不起来;
根据公式(1)和公式(2)频率曲线段形成原理,在短距离行驶的时候可以根据需要设置3段或者7段行驶,当长距离行驶时可以合理设置脉冲数和初始周期、设置成11段、15段速等频率曲线,使系统更加平稳,小车加减速更加平滑,噪音更低[5]233-248.
3 结语
PLC具有结构简单、稳定性高、性价比高、应用广泛的优点,广泛的用来驱动电机设备控制步进电机工作. 实践证明,通过合理的修改频率曲线的初始周期、脉冲参数,使步进电机的频率曲线改为多段式的是可行的. 既可以提高步进电机驱动设备的速度,又可以降低噪声和损耗,使步进电机更好的工作,提高了设备的运行效率,降低了维修成本. 因此对步进电机频率曲线进行优化是很有益处的, 值得推广和应用.
[1] 罗 妍,李志蜀. PLC控制步进电机频率曲线优化技术的研究[J]. 四川大学学报, 2007(6).
[2] 江华生,李 鸣.基于PLC的步进电机控制技术[J] . 自动化技术与应用 , 2006(4).
[3] 欧阳楷. 电机的转速稳定度[J] .微特电机, 1981(4) .
[4] 王宜结.步进电机自动加减速运行的研究[J].自动化技术与应用, 2006(3).
[5] 廖常初. PLC编程及应用[M]. 北京: 机械工业出版社,2002.
猜你喜欢
当代陕西(2022年6期)2022-04-19
中国设备工程(2020年16期)2020-08-28
科学技术创新(2020年20期)2020-08-11
中学生数理化·中考版(2019年9期)2019-11-25
制造技术与机床(2018年11期)2018-11-23
通信电源技术(2018年8期)2018-10-15
制造技术与机床(2017年4期)2017-06-22
电信科学(2016年9期)2016-06-15
科技资讯(2016年9期)2016-05-14
通信电源技术(2016年1期)2016-04-16