PASSIM 卷接机组供丝量的统计分析
2014-02-08 09:06杨维平
烟草科技 2014年3期
郭 妮,杨维平,李 明
1.昆明理工大学机电工程学院,昆明市呈贡新区景明南路727号 650500
2.红云红河烟草(集团)有限责任公司曲靖卷烟厂,云南省曲靖市麒麟区麒麟北路499号 655000
PASSIM 卷接机组在生产过程中,风室导轨利用负压将烟丝吸附在吸丝带上高速运转,通过平准器的修整,将供丝量的多余部分修剪下来形成回丝量[1]。研究表明,供丝量的控制参数会直接影响卷烟在制品的加工品质和生产效率[2-3],同时供丝量与烟丝堵塞进而导致机组停机有密切关系[4]。刘亚超[2]和孙宇[3]等利用回归分析和散布图等方法对卷烟机回丝量与烟支品质的相关关系进行了试验,针对不同烟丝类型确定最佳回丝量或改进风室导轨,取得了一定的效果,但上述研究并未综合考虑卷烟机供丝量与烟支品质的相关性。为此,利用数理统计方法,同时结合PASSIM 卷接机组自身特点,对不同供丝量下烟支空头率等指标的影响因素进行了分析,以确定最佳供丝量范围,解决烟丝堵塞问题,进一步提高卷烟品质和生产效率。
1 建立模型
本研究主要借鉴一元线性回归模型和三次趋势预测模型进行分析研究。回归模型是常用的一种定量预测方法,主要利用数理统计方法分析研究变量之间的相互关系,一元线性回归预测模型如式(1)所示。

一元线性回归预测模型只适用于散点图近似呈直线分布的情况,否则会导致预测误差较大。而三次趋势预测曲线预测模型是根据系统行为历史和现在的统计数据建立的有两个弯度的趋势曲线[5],三次趋势曲线的预测模型如式(2)所示。

1.1 一元线性回归模型的简易求法
(1)将n 组数据(xi,yi)平均分为两组(分组取决于需要确定的参数个数),分别代入式(1);
(2)把各组方程相加,得到两个以a,b 为变量的线性方程;
(3)解方程组求出a,b 的值,代入式(1)。
1.2 三次趋势曲线预测的简易求法
取时间数列中点为原点,n 为数据个数,用最小二乘法建立式(3)。

1.3 相关系数
把评价x,y 两个变量之间线性关系密切程度的数量指标称为相关系数,用R 表示,计算公式如式(4)所示。

R 的取值为-1≤R≤1。若0≤R≤1,表明x 与y 之间存在正线性相关关系;若-1≤R≤0,表明x 与y 之间存在负线性相关关系;R 的绝对值越接近1,表明相关关系越强;越接近0,表明相关关系越弱[6]。
2 数据采集
以PASSIM 卷接机组为试验对象,随机抽取在同一时刻不同供丝量下生产的卷烟,不同供丝量为20 组,每次抽取500 支。其中,烟支空头率和烟支质量标准偏差是平均预测值,通过计算其在抽取样本中所占比率,并将计算值设定为烟支空头率和烟支质量标准偏差而得到。质量控制装置为英国MOLINS 公司生产的MAID-N 控制系统。由于卷接机组供料部分的供丝量为工艺要求用丝量的125%~130%,因此供丝量试验范围设为123%~141%。试验结果见表1。
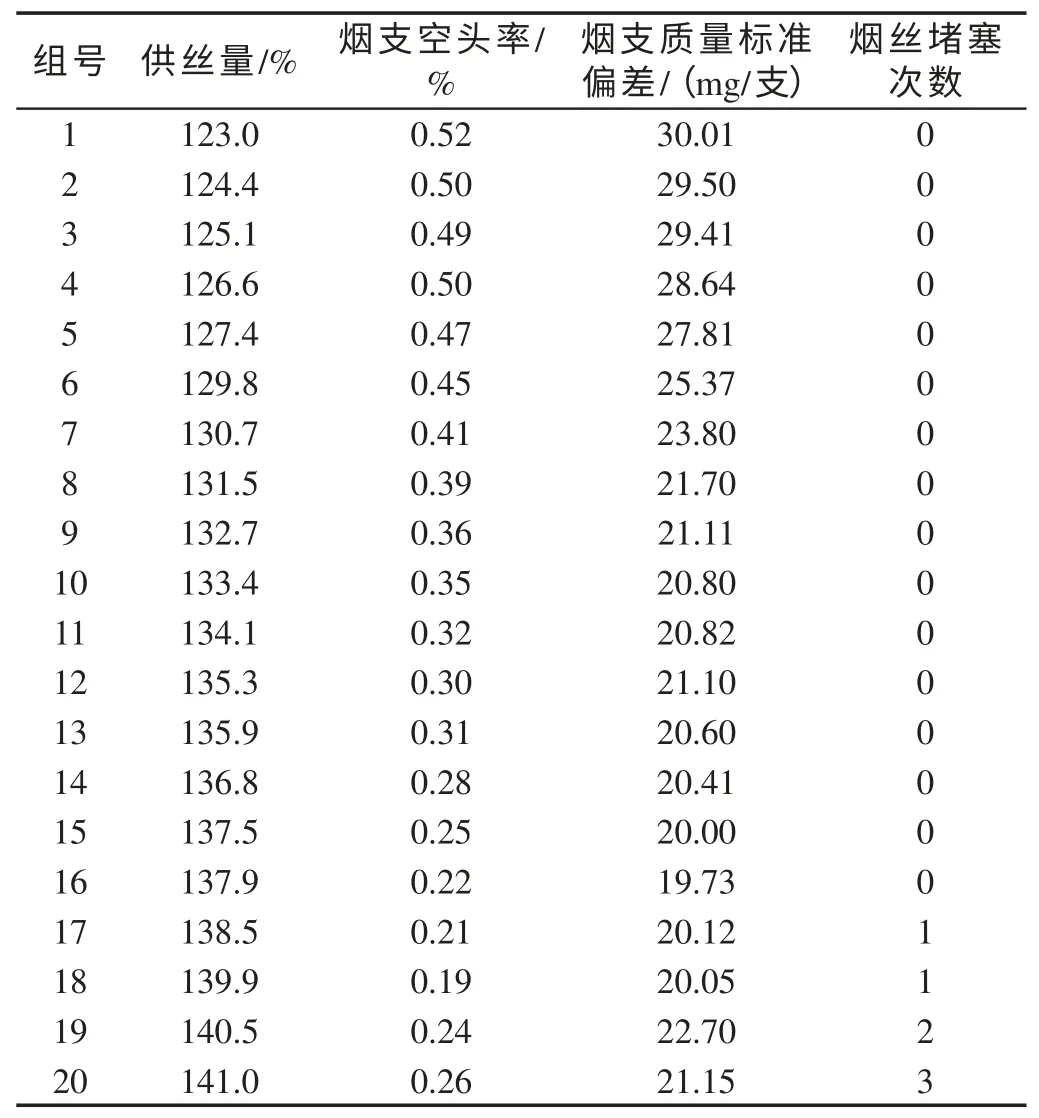
表1 PASSIM 卷接机组不同供丝量时的统计数据
3 分析与讨论
3.1 供丝量对烟支质量标准偏差和空头率的影响
分别利用一元线性回归模型和三次趋势曲线预测模型对表1 中的烟支空头率和烟支质量标准偏差等数据进行统计整理,计算相关系数R 值并进行比较,结果见图1 和图2。
3.1.1 卷烟机供丝量与烟支空头率的关系
所谓空头就是指烟支端部由于烟丝未填充而形成的一定面积和深度的空陷。判断卷烟是否存在空头的条件是:滤嘴卷烟端部的空陷深度大于1.0 mm,无滤嘴卷烟端部的空陷深度大于1.5 mm,而端部的空陷截面比大于2/3[7]。
从图1 可知,当供丝量在123%~140%范围时,随着卷接机组供丝量的增加,烟支空头率呈下降趋势,卷烟机供丝量和烟支空头率之间的三次趋势曲线预测模型如式(5)所示。

相关系数|R|值为0.9859006,大于α=0.05 时|R|的临界值为0.4438。从图2 中可以得到卷烟机供丝量和烟支空头率之间的相关关系如式(6)所示。

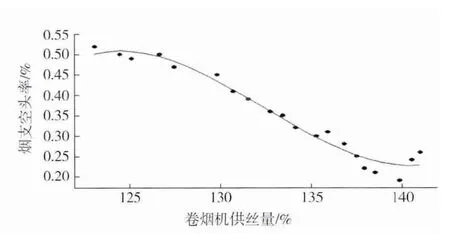
图1 供丝量与烟支空头率的三次趋势预测关系
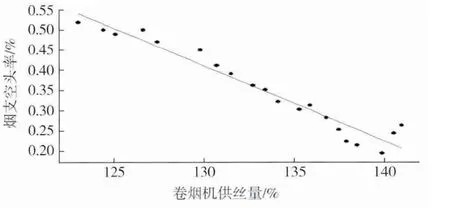
图2 供丝量与烟支空头率的一元线性关系
相关系数|R|值为0.9721111。由于相关系数|R|表示两个变量之间的关系密切程度,且R 的绝对值越大,表示两个变量之间的相关程度越大,因此三次趋势预测模型比一元线性模型更适合于烟支供丝量和烟支空头率相关关系的分析。由图2 可得,卷烟机供丝量在123%~140%范围时,卷接机组供丝量与烟支空头率具有明显的相关性。
3.1.2 卷烟机供丝量与烟支质量标准偏差的关系
从图3 和图4 可知,当供丝量在123%~140%范围时,随着卷烟机供丝量的增加,烟支质量标准偏差大致呈下降趋势,但烟丝量超过140%后质量标准偏差开始明显回升。图3 中卷烟机供丝量和烟支质量标准偏差之间的三次趋势预测模型如式(7)所示。

相关系数|R|值为0.9828529,大于α=0.05 时|R|的临界值为0.4438。图4 中卷烟机供丝量和烟支质量标准偏差之间的一元线性关系式如式(8)所示。

相关系数|R| 值 为0.8921883,因 为0.9828529>0.8921883,所以三次趋势预测模型更适合于供丝量和烟支质量标准偏差相关关系的分析,且在卷烟机供丝量为123%~140%时,卷接机组供丝量与烟支质量标准偏差具有明显的相关性。
综上所述,当卷烟机供丝量处于130%~140%时,PASSIM 卷接机组对烟支空头率和质量标准偏差的控制效果最佳。
3.2 供丝量对卷烟机堵塞次数的影响

图3 供丝量与烟支质量标准偏差的三次趋势预测关系
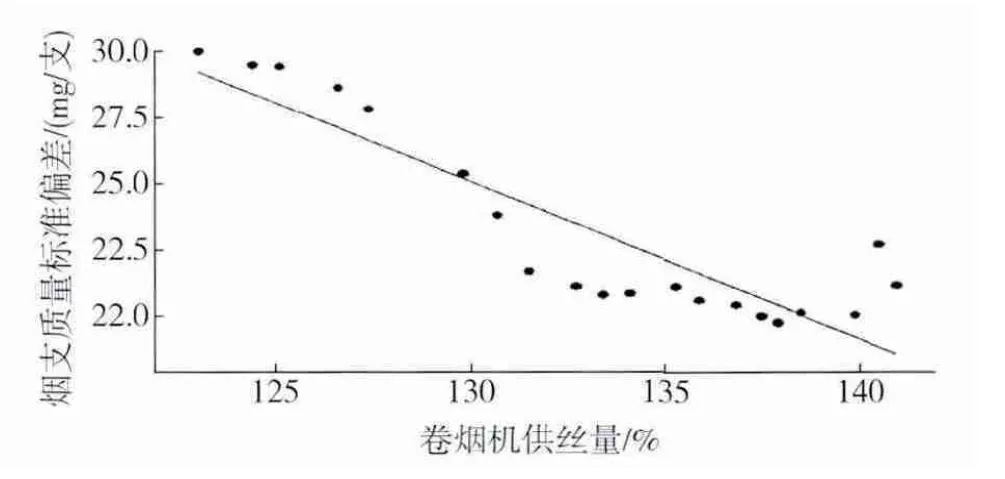
图4 供丝量与烟支质量标准偏差的一元线性关系
由表1 可以看出,随着卷烟机供丝量的增加,烟支空头率和烟支质量标准偏差呈下降趋势,但当供丝量超过138.7%时,卷烟机开始出现堵塞现象,并随供丝量的增加呈上升趋势。这主要是因为供丝量过大时烟丝刮片来不及清理烟丝,造成螺旋回丝器内烟丝堵塞。
针对上述问题进行了改造:一是去掉原来的烟丝刮片、传动轴和传动齿轮,使烟丝自由落到回丝振槽中;二是增加螺旋回丝器的转速;三是提高回丝振槽的频率。增加螺旋回丝器转速容易使烟丝造碎,降低烟支品质。因此采用其他两种方法对螺旋回丝器进行了改进,当供丝量达到130%~140%时,卷烟机不容易被堵塞。
此外,还应对料斗进行定期维修保养,主要包括:更换计量辊、扩散辊中断裂和磨损的辊针;更换粗细钩子辊筒的针板、传动轴、轴承,并将粗细钩子辊筒之间的间隙调整至0.8 mm;更换弹丝辘、风扇辘中磨损的螺钉、刮片并调整位置;清洁抛丝辊,更换料斗密封条,以预防烟丝风送吸风对下部烟丝产生影响。
3.3 平准器修剪烟丝对碎丝率的影响
碎丝率在生产过程中对烟支空头率和烟支单支质量影响较大,而供丝量又与平准器关系密切。在烟支成型过程中,当烟丝通过平准器时,平准器上的一对反向转动劈刀会修剪吸丝带上的烟丝束,使烟丝更加均匀,而修剪下来的烟丝又返回料斗。根据行业标准[8],被平准器修剪下来的烟丝碎丝率不应超过5%。在循环过程中,产生的碎丝被除尘装置吸走。因此,通过平准器修剪烟丝对碎丝率的影响不明显。
4 结论
(1)当卷烟机供丝量在130%~140%范围时,烟支质量标准偏差和烟支空头率随供丝量的增加呈下降趋势,卷接机组对烟支品质控制效果较好。但当供丝量超过138.7%时,会出现卷烟机堵塞现象。
(2)通过对螺旋回丝器改造并定期检查维修料斗,可以降低供丝量在130%~140%范围时卷烟机的烟丝堵塞次数,保证了烟支品质。
[1]李少平,赵红霞,范磊,等.PASSIM 卷接机组风室导轨的改进[J].烟草科技,2012(3):28-30.
[2]刘亚超.PASSIM 卷接机空头的原因及解决方案[J].企业报道,2010(11):292.
[3]孙宇,初杰.卷烟机组烟丝最佳回丝量的确定[J].烟草科技,2000(10):10-11.
[4]陈智鸣,吴敬华,杜媚,等.卷接机回丝量与卷烟卷制质量的相关性研究[J].大众科技,2011(11):96-97,107.
[5]吴祈宗.系统工程[M].北京:北京理工大学出版社,2008:116-122.
[6]贾俊平,何晓群,金勇进,等.统计学[M].4 版.北京:中国人民大学出版社,2009:299-307.
[7]GB 5606.3—2005 卷烟 第3 部分:包装、卷制技术要求及贮运[S].
[8]YC/T 178—2003 烟丝整丝率、碎丝率的测定方法[S].
猜你喜欢
商品与质量(2021年43期)2022-01-18
科技创新与应用(2021年17期)2021-06-29
设备管理与维修(2021年1期)2021-03-05
装备制造技术(2020年4期)2020-12-25
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
电子制作(2018年22期)2018-12-21
商品与质量(2018年41期)2018-04-15
新商务周刊(2017年8期)2017-12-24
南风窗(2017年9期)2017-05-04