
基于蒙特卡罗法的汽油机压缩比公差统计分析*
2014-02-15 09:32朱航刘国庆杨俊伟
小型内燃机与车辆技术 2014年4期
朱航 刘国庆 杨俊伟
(奇瑞汽车股份有限公司发动机工程研究院安徽芜湖241009)
基于蒙特卡罗法的汽油机压缩比公差统计分析*
朱航 刘国庆 杨俊伟
(奇瑞汽车股份有限公司发动机工程研究院安徽芜湖241009)
基于蒙特卡罗方法编写了汽油机压缩比统计分析程序,分别采用正态抽样、平均抽样、模拟和检测混合抽样3种方式,模拟计算了某款现生产自然吸气汽油机理论控制最佳、最差和实际生产情况的压缩比公差,并分析了压缩比尺寸链各相关公差对压缩比公差的影响。分析结果表明,对研究机型而言,理论上燃烧室容积公差对压缩比公差的影响达到35%,而实际燃烧室容积散差较大,其对压缩比实际公差的影响更大。最后批量抽检了现生产缸盖和缸体部分的容积样本进行了压缩比公差统计分析,与混合抽样方式计算结果进行了对比,两者结果基本一致。
蒙特卡罗压缩比公差统计分析汽油机
引言
当前节能减排法规日趋严格,作为改善发动机油耗的关键措施之一,提高压缩比已成为当今汽油发动机主流技术方向,以自然吸气汽油机平均压缩比为例:2000年为9.6,2008年则达到了10.3[1]。而近年来直喷、米勒循环等技术的逐渐应用使得汽油机压缩比进一步提高,日本马自达于2011年10月推出的新一代SKYACTIV-G高效节能汽油机压缩比甚至达到了14.0。提高压缩比给汽油机带来节油好处的同时也对发动机压缩比公差的控制提出了更严格的要求,一方面压缩比越高,相关尺寸链公差不变时压缩比本身公差范围会变大,且增大压缩比会导致相关尺寸减小(如燃烧室容积)减小,则进一步加大了生产控制难度;另一方面压缩比越高,发动机对爆燃越敏感,从发动机电控标定的角度需降低压缩比公差范围,否则需采用较为保守的点火提前角策略来保证批量生产发动机的可靠性来避免售后风险和顾客抱怨,这将严重影响发动机性能和油耗表现,因此发动机压缩比公差的控制越来越受到发动机生产企业的重视。发动机压缩比的公差来源于多个尺寸,加严任何一个尺寸公差都意味着成本的增加[2,3](设备更新或废品率上升)。对发动机压缩比公差进行统计分析,找出关键影响因素,以结合实际生产合理设计各相关尺寸公差非常重要,另一方面也可为发动机电控标定提供有力依据。公差分析方法有极值法和概率统计法,极值法主要用于计算压缩比极限公差,公差范围较大,而实际大批量生产过程中压缩比尺寸链相关尺寸均处于公差边界的情况极低,因此该方法实际指导意义十分有限;概率统计法则包括均方根法、可靠性指标法、蒙特卡罗模拟法、田口试验法[4~7]等。本文基于蒙特卡罗模拟法基本思想,分别采用模拟随机样本和试验样本对某款现生产自然吸气汽油机压缩比进行了统计分析,研究了压缩比各相关尺寸公差对压缩比公差的影响,同时批量抽检测量了发动机压缩比样本,对统计分析结果进行了验证。
1 压缩比装配尺寸链相关函数
发动机压缩比表示气缸中空气或者可燃混合气在压缩过程中被压缩的程度,定义为气缸总容积与燃烧室容积之比,计算公式:ε=1+Vh/Vc。其中Vc为燃烧室容积,是独立的尺寸变量,Vh为气缸工作容积,涉及多个尺寸变量。表1为压缩比影响因素及尺寸相关函数详细推导过程,从表1中可以看出影响压缩比的独立尺寸(表中B~L)共11个,其尺寸链为典型的非线性尺寸链。

表1 压缩比装配尺寸链相关函数推导过程

续表
2 压缩比公差统计分析方法及程序实现
对于非线性尺寸链,其公差函数为非线性函数,没有统一的表达式,其公差统计分析通常采用蒙特卡罗和田口试验法。理论上这两种方法对于任意分布的非线性函数都适用,在尺寸链组成环不多时,田口试验法计算工作量较少;而组成环较多时,两种方法计算工作量相差不大,但蒙特卡罗模拟法计算精度较高,因此本文采用蒙特卡罗模拟法进行压缩比公差统计分析。
蒙特卡罗模拟方法又称随机抽样技巧或统计试验方法,也就是把求封闭环尺寸及公差的问题当作求一个随机变量的统计问题来处理。基于这一思路,结合表1压缩比装配尺寸链计算公式,采用EXCEL VBA编写了发动机压缩比统计分析软件,其程序流程图如图1所示。
该程序共考虑了4种压缩比相关独立尺寸样本的生成方式,且可混合应用,分别为:1)正态分布样本抽样方式,为最理想的情况,用于计算当前公差体系下压缩比控制能达到的最好的极限状态;2)平均分布样本抽样方式,为最恶劣的情况,计算压缩比控制最差时的公差;3)根据各尺寸批量检测获得的样本进行抽样,用于模拟压缩比公差分布实际情况;4)采用尺寸设计中值,用于分析各尺寸公差对于压缩比公差的影响。
3 压缩比公差统计分析
基于编制的压缩比公差分析程序,对某款批产1.5L四缸自然吸气汽油机进行了压缩比统计分析,该发动机设计压缩比为10.457。通过极值法可知该发动机压缩比设计平均值和极限公差为10.503若按该公差考虑发动机爆燃标定容许范围,需采用非常保守的点火角策略,这样会显著牺牲发动机批产后的表现,因此从统计学的角度对其进行分析非常必要。

图1 基于蒙特卡罗法压缩比公差分析程序流程图
3.1 压缩比公差统计分析
蒙特卡罗法本质上是一种数值解法,其样本数的选择对于计算精度有较大的影响,因此首先研究了样本数对计算结果的影响。为此分别采用样本数N=100,1000,5000,10000,25000,50000进行了试算,每种样本数计算10次以统计计算结果的散差,尺寸样本生成方式采用正态分布抽样,计算结果如图2所示。从图中可以看出当样本数达到25000时,压缩比统计平均值和统计公差计算值基本趋于稳定,取样样本继续增加时,多次计算结果差异会进一步减小,但幅度相对不大。综合考虑计算时间成本和精度,具体分析时取样本数N=50000。

图2 样本数对压缩比统计计算精度的影响
此外,在尺寸抽样采用正态分布样本时,需输入公差区间的置信率,再根据公差尺寸确定样本标准差。而对产生的压缩比样本进行分析时采用了相同的置信率来计算压缩比公差,计算结果表明对于正态分布抽样方式,不同置信率下获得的压缩比公差几乎相等。图3为正态分布抽样方式获得的样本直方图,可以看出其呈现比较完整的正态分布特性,进一步说明取样数已满足计算精度要求。通过该方法获得的压缩比公差统计结果为:10.503±0.192,这也即该机型压缩比能达到的最小极限公差范围。

图3 压缩比样本直方图(正态抽样)
而对于公差控制的最差情况,即压缩比相关尺寸在其公差范围内均匀分布,采用平均分布样本抽样方式,图4为平均分布抽样方式获得样本直方图。其平均值为10.503,标准差σ=0.1101,标准差系数为3.89(即置信率为99.99%)时,压缩比公差区间为10.503±0.428,这与极值法得到的极限公差比较接近。因此除采用正态分布样本外,其他抽样方式获得的压缩比样本在计算公差时标准差系数均采用3.89进行对比分析。

图4 压缩比样本直方图(平均抽样)
发动机实际批量生产过程中,压缩比相关尺寸制造偏差介于完全正态分布和平均分布之间,为获得相对准确的压缩比偏差分布范围,以生产过程中尺寸抽检累计获得的测量数据为样本进行抽样,进行了压缩比公差分析。其抽样实现方法是对各尺寸将获得的测量样本进行编号,通过随机函数生成(0,1)随机数,再乘以测量样本的总数目取整,获得一个随机编号,再根据编号取得对应样本尺寸。
图5a和b分别为B、L测试样本分布直方图,可以看出尺寸B测量样本平均值明显偏离设计平均值,而尺寸L公差控制相对较差。受到检测条件的限制并考虑到各尺寸公差对压缩比的公差影响,仅尺寸B、C、D、F、G、L项采用了测试样本,尺寸E、H、I、J、K则采用了模拟抽样的方式,并分别采用了正态抽样和平均抽样两种方式。两种计算方式获得的压缩比公差分别为10.524±0.277和10.524±0.306,分别代表未获得测量尺寸样本公差控制最好和最差两种情况下的压缩比公差范围。图6为采用检测样本和平均样本混合抽样方式获得的压缩比样本直方图,由于部分试验测试样本平均值偏离设计中心值,其呈现偏态分布特性。
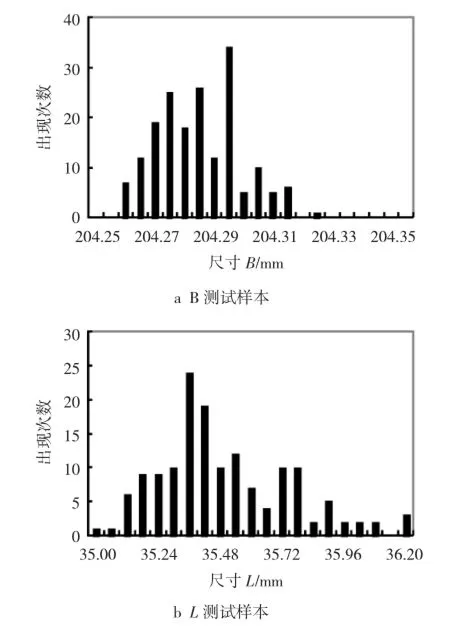
图5 尺寸因素B、L测试样本分布直方图

图6 压缩比样本直方图(测量/正态混合抽样)
3.2 尺寸链各公差对压缩比公差的影响分析
为分析各相关尺寸公差对压缩比公差的贡献,找出主要影响因素,基于正态抽样方法,分别计算了单个尺寸公差对压缩比公差的影响。分析某一影响因素时,仅对该尺寸按正态分布进行抽样,其他因素则取理论值,计算获得对应的压缩比样本后进行统计分析。如图7所示对应计算结果,从图中可以看出尺寸L(即燃烧室容积)影响最大,单因素L的公差即会导致压缩比产生±0.1452的公差,其他对压缩比影响比较大的尺寸因素有B、C、D、F、H,而E、G、I、J、K几个因素影响相对较小。此外,由于压缩比尺寸链为非线性的,各尺寸因素综合影响也呈现明显的非线性特性,并非各单独尺寸计算结果简单叠加。

图7 各尺寸公差对压缩比公差的影响
减少实际批产压缩比偏差范围的方法分为两种,一种是提高加工精度,压缩相关尺寸链关键尺寸公差,如燃烧室容积等。为了解各尺度因素公差优化对压缩比公差改善潜力,采用了与图7正好相反的分析方法,即假定需分析的尺寸因素取理论中值,其他尺寸因素采用正态抽样方式,对比各尺寸公差优化对压缩比公差的改善极限,计算结果见图8。从图中可以看出L尺寸取理论中值(即无公差情况)与L尺寸按正态抽样方式获得的压缩比公差差异为35%左右,尺寸B、D、H为5%~8%,其他尺寸则很小。

图8 各尺寸公差优化对压缩比公差的改善极限
改善压缩比公差的另外一种方法则是基于现有公差要求,通过生产控制改善各尺寸分布特性,更接近正态分布。以燃烧室容积尺寸L为例,对图6显示的情况(压缩比为10.524±0.277),若按尺寸L按最理想的正态分布抽样,计算得到压缩比尺寸及公差为10.492±0.197,单纯从公差角度而言已经比较接近理想的情况(10.503±0.192),因此对于研究机型,通过生产控制改善燃烧室容积尺寸分布特性对于压缩比公差控制最为关键。
4 压缩比批量检测统计分析
为了验证该压缩比统计分析方法的有效性,采用滴定法批量测试了一批缸盖和缸体燃烧室容积,缸体部分燃烧室容积采用了环规法进行测量,共测试了180个缸盖和142个缸体。每个缸盖缸体均对4缸进行测量,如图9a,b分别为测量获得的缸盖缸体燃烧室容积样本。样本中任何一个缸盖和缸体均可能产生组合形成一个压缩比样本,因此分析时仍然采用了模拟抽样的方式计算压缩比的分布,图10为第一缸压缩比统计分析直方图。
表2为压缩比测量样本统计分析计算结果,从表中可以看出,压缩比测量平均值略小于设计中值,而3.1节基于尺寸链检测样本的压缩比统计分析平均值高于设计中值,这主要是由于两次获得的燃烧室容积样本平均值相差较大所致。图5b燃烧室容积样本平均值低于设计中值,导致压缩比统计平均值偏大,而图9a中的燃烧室容积样本平均值和设计中值接近,而缸体部分燃烧室容积样本平均值偏小,导致压缩比统计平均值略偏小。平均值的差异主要来源于人为因素以及生产过程中基准的偏差,而压缩比偏差则主要取决于生产设备本身的精度,其统计分析结果和3.2节分析结果较为一致,介于±0.277和±0.306之间。

图9 缸盖缸体燃烧室容积样本直方图

图10 压缩比测量样本统计分析直方图(第一缸)

表2 压缩比测量样本统计结果
5 结论
1)采用蒙特卡罗法编写了发动机压缩比统计公差分析程序,基于压缩比各相关尺寸设计范围,可快速有效地对压缩比公差进行多种统计分析,得到理论最佳和最差的压缩比公差范围。并可基于实际尺寸链抽样检测样本,对生产过程中压缩比实际公差进行评估。
2)基于蒙特卡罗法,采用正态抽样计算理论最佳压缩比公差时,不同置信率下获得的压缩比公差几乎相等;而采用平均抽样计算理论最差压缩比公差时,对研究机型而言,置信率为99.99%时的压缩比公差和采用极值法获得的压缩比公差接近。
3)对压缩比公差控制而言,燃烧室容积偏差的控制最为关键。对研究机型而言,其公差对压缩比公差的影响达到35%,而实际生产过程中,由于燃烧室容积散差较大,其对压缩比实际公差的影响更大。
1John B Heywood,Orian Z.Welling.Trends in performance characteristics of modern automobile SI and diesel engines [C].SAE Paper 2009-01-1892
2H.E.Trucks.Design for economical production.SME,Dearborn,MI,1976
3Dong Z.,Hu W.,Xue D.New production costtolerance models for tolerance synthesis[J].Journal of Manufacturing Science andEngineering,1994,116:199~206
4王晶,石宏,黄笑飞,等.基于蒙特卡罗模拟法的航空发动机装配公差分析[J].沈阳航空工业学院学报,2010,27(4):8~11
5Zhong Xin,Yang Ruqing,Zhou Bing.Accuracy analysis of assembly success rate with Monte Carlo simulations[J]. Journal of Donghua University,2003,20(4):128~131
6Kenneth W.Chase,Alan R.Parkison.A survey of research in the application of tolerance analysis to the design of mechanical assemblies[J].Research in Engineering Design,1991,3(1):23~27
7Jeang A,Chen T K,Hwan C L.A statistical dimension and tolerance design for mechanical assembly under thermal impact[J].Int J Adv Manuf Technol,2002,20:907~915
8王平,沈晓阳.公差分析中的统计公差方法综述[J].工具技术,2008,42(10):43~47
Statistics Analysis of Compression Ratio Tolerance for Gasoline Engines Based on Monte Carlo Method
Zhu Hang,Liu Guoqing,Yang Junwei
Engine Engineering Research Institute,Chery Automobile Co.,Ltd.(Wuhu,Anhui,241009,China)
Statistics analysis program of gasoline engine compression ratio tolerance is written based on Monte Carlo Method.For a mass production gasoline engine,three kinds of sampling method,including normal sampling,uniform sampling,hybrid sampling,are utilized to analyze the best and the worst limit of its design and actual compression ratio tolerance respectively.The effect of the design tolerance of each factor on the compression ratio tolerance is analyzed.The result shows that,the effect of combustion chamber volume tolerance on compression ratio can reach 35%,and for the actual situation,the tolerance of the combustion chamber volume is highly scattered.Finally,actual measurement of the combustion chamber volume is made to investigate compression ratio tolerance at mass production level,and the result agrees with the analysis result by hybrid simulation method well.
Monte Carlo,Compression ratio tolerance,Statistics analysis,Gasoline engine
TK401
A
2095-8234(2014)04-0058-06
2014-05-27)
国家科技支撑计划(2011BAG06B00)。
朱航(1970-),男,博士,主要研究方向为发动机研发。
猜你喜欢
重型机械(2020年3期)2020-08-24
软件(2020年3期)2020-04-20
智富时代(2019年6期)2019-07-24
智富时代(2019年6期)2019-07-24
综合智慧能源(2017年10期)2017-01-18
综合智慧能源(2016年1期)2016-02-03
西安交通大学学报(2014年7期)2014-04-16
同位素(2014年2期)2014-04-16
铁路通信信号工程技术(2014年6期)2014-02-28
汽车与新动力(2014年6期)2014-02-27
