
正交试验优化竹筴鱼去脏加工工艺
2014-02-20 09:22胡晓亮陈庆余
东北农业大学学报 2014年5期
胡晓亮,陈庆余,沈 建
(中国水产科学研究院渔业机械仪器研究所,农业部渔业装备与工程重点开放实验室,国家水产品加工装备研发分中心,上海 200092)
随着捕捞强度的增大,海洋渔业资源逐年衰减,海洋捕捞的中低值鱼产量占比将呈现逐年上升趋势[1]。将低值鱼进行综合加工与利用,制成鱼糜、鱼肉火腿肠、鱼肉豆瓣、鱼丸、鱼干、鱼糕等调理类食品上市,可大幅度提升海洋低值鱼的身价,提高水产品加工企业的经济效益[2-4]。低值小杂鱼深加工过程中,去鳞、去头和去内脏是原料鱼前处理的关键工序,其中去内脏环节的难度和要求相对较高,直接决定加工产品品质[5]。
竹筴鱼(Trachurus japonicus)隶属于鲈形目(Perciformes),鲹科(Carangidae),竹筴鱼属(Tra⁃churus),广泛分布于西北太平洋海域,在我国南海、东海、黄海、渤海均可捕获[6]。竹筴鱼市场需求大,群体产量高,生长繁殖速度快、口感鲜嫩、富含DHA和EPA两种不饱和脂肪酸[7]。
目前国内大部分水产品加工生产企业,由于加工技术和装备等条件相对落后,大都采用人工去脏方式处理原料鱼,人工操作具有劳动量大、劳动强度高、效率低以及加工后的内脏等废弃物不能回收利用等缺点,制约海洋低值鱼类加工产业发展[8-11]。因此研发、生产操作简便、生产效率高、适应性强的小杂鱼去脏加工设备,是我国渔业现代化发展的客观要求。
本文针对国内海洋低值小杂鱼的前处理加工机械化“短板”问题及加工设备短缺现状,设计一种适合小型鱼类去脏加工要求剖腹及去脏机构,通过对竹筴鱼去脏效果的试验研究,确定传送带线速度、剖腹刀转速和去脏轮转速等去脏试验装置关键零部件技术参数对去脏加工性能影响,得出适合竹筴鱼去脏加工技术参数,为优化设计小杂鱼剖切及去脏机构提供理论依据。
1 材料与方法
1.1 材料
试验原料鱼选择盛产于浙闽海区春季捕捞、具有典型形体特征的小杂鱼:竹筴鱼(平均体长:18.66±1.23 cm、体厚:1.99±0.35 cm、体高:5.16±0.55 cm、体重:87.05±7.24 g)。
1.2 设备
1.2.1 去脏试验台基本结构
小杂鱼去脏试验台主要由传送机构、装夹机构、剖腹机构及去脏机构组成,如图1所示。
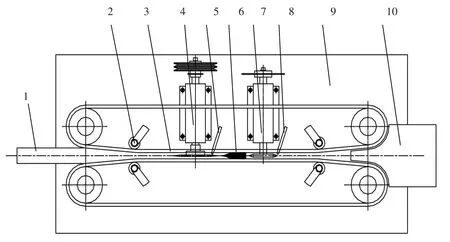
图1 小杂鱼机械去脏试验台结构示意图Fig.1 Structural diagram of trash fish machinery gutted test platform
小杂鱼去脏试验台工作时,剖切刀和去脏轮分别安装独立的传动装置并由变频器控制电动机实现调速,两者的转向与鱼体传送方向设置为逆向,去头后的鱼体由传送带从喂料机构中送入剖腹和去脏机构,通过绕传动辊轮的夹紧皮带夹送鱼体,保证鱼体在剖切和去脏时不发生相对滑动,剖切完成后,鱼体通过去脏机构实现去脏加工,剖切去脏后的鱼体在重力和惯性力作用下脱离夹具,滑入卸料器[12-15]。
1.3 试验方法
1.3.1 竹筴鱼剖切、去脏后可接受性评分测定
可接受性评分:5人组成评定小组,根据鱼体剖切面的质量、鱼体剖切去脏后的损伤程度及内脏去除程度综合打分后取平均值。可接受性评分标准见表1。
1.3.2 竹筴鱼去脏效果单因素和正交试验
以鱼体剖切后的质量损失及内脏去除程度作为鱼体可接受性评分的标准,对传送带线速度、剖切刀转速和去脏轮转速等因素进行单因素试验。试验重复3次,取其平均值。在单因素试验基础上,采用3因素3水平的正交试验设计,以鱼体去脏后的可接受性评分作为评价指标,确定最优去脏方案和去脏装置关键零部件技术参数。
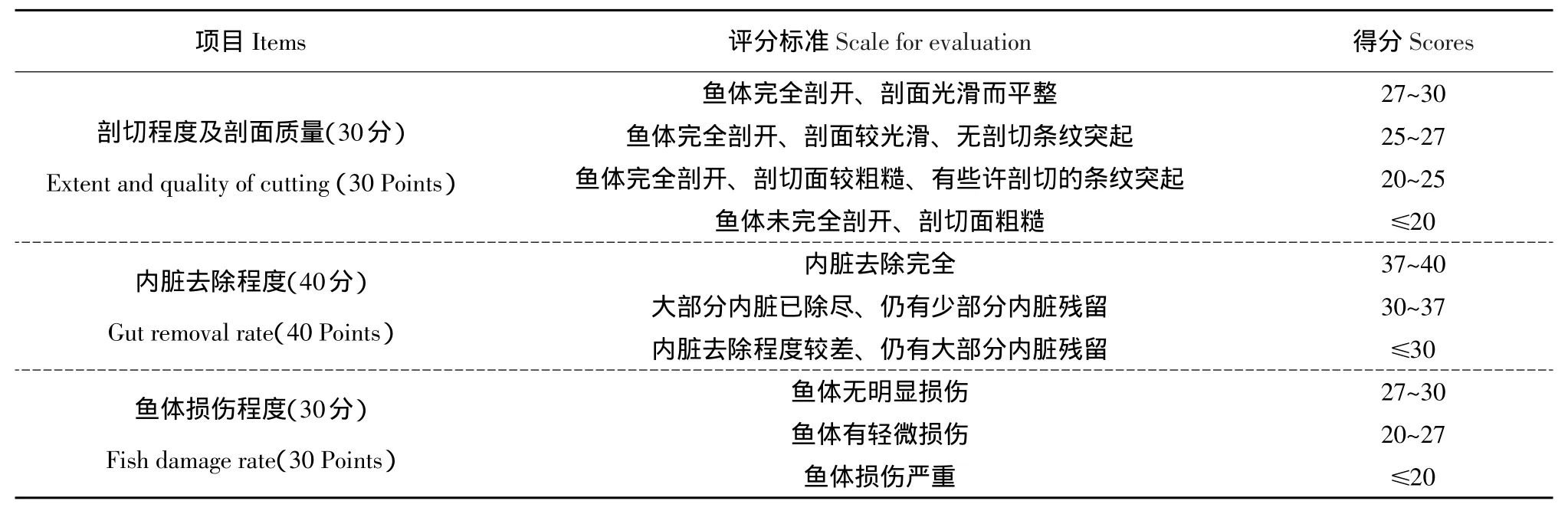
表1 竹筴鱼可接受性评分标准Table 1 Scale for acceptability evaluation of Trachurus japonicus
1.3.3 统计分析
用Excel 2003对试验数据进行制图;用统计分析软件SPSS 11.5进行试验数据显著性分析;用正交试验助手软件进行正交试验设计及结果分析。
2 结果与分析
2.1 传送带线速度对去脏效果影响
研究不同传送线速度(0.60、1.30、2.00、2.70、3.40 m·s-1)对竹筴鱼去脏效果影响:试验过程中,将剖腹机构和去脏机构固定,选择无齿圆盘刀作为剖切刀盘,剖腹刀转速设为1 100.0 r·min-1,去脏轮转速设为50.0 r·min-1、剖切刀和去脏轮转向与鱼体传送方向设置为逆向,调节传送带线速度大小,每种线速度各剖切10尾鱼并记录去脏后可接受性评分,不同线速度对竹筴鱼去脏效果影响如图2。
Los表示:“客户不是要一份过时的合规报告,显示你即时打补丁,或者数月之久的渗透测试结果,他们想知道你的环境现在是健康和安全的。系统安全与系统健康紧密联系,这两者必须与分析平台整合,例如与惠普OpsAnalytics平台—提供实时性能遥测分析和全面的日志分析,让用户能够确定是否有现实世界无法检测的攻击,或者说找出‘未知攻击’。”
由图2可知,不同传送带线速度对竹筴鱼去脏后可接受性评分有显著影响(P<0.05)。传送带线速度越快,越能实现较高生产率,但其必须与剖切刀转速和去脏轮转速适当地组合与匹配,传送带线速度为2.00 m·s-1时对竹筴鱼去脏效果最佳,可接受性评分可达96.4,鱼体腹部完全剖开,剖面光滑而平整,内脏去除完全,鱼体几乎无损伤。随传送带线速度增加,竹筴鱼剖切去脏损失率呈进行性上升,传送带线速度过快易导致鱼体在剖切及去脏过程中鱼肉飞溅,损失率增大,剖切面粗糙,影响美观。
2.2 不同剖切刀转速对剖切效果试验
研究不同剖切刀转速(500.0、700.0、900.0、1 100.0和1 300.0 r·min-1)对竹筴鱼剖切效果影响:试验过程中,将剖腹机构固定,选择无齿圆盘刀作为剖切刀盘,传送线速度设为2.00 m·s-1,去脏轮转速设为50.0 r·min-1,剖切刀和去脏轮转向与鱼体传送方向设置为逆向,调节剖切刀盘转速大小,每种转速各剖切10尾鱼并记录去脏后可接受性评分,不同剖切刀转速对竹筴鱼去脏效果影响见图3。
由图3可见,不同的剖切刀转速对竹筴鱼去脏后可接受性评分有着显著影响(P<0.05)。剖切刀转速为1 100.0 r·min-1时对竹筴鱼剖切效果最佳,鱼体腹部完全剖开,剖面光滑而平整,鱼体几乎没有损伤,可接受性评分达到94.2。当剖切刀转速较大时,鱼体的前后平衡性及其夹送稳定性和对中性都较好;当剖切刀转速低于700 r·min-1易发生鱼体被牵拉撕断的现象,甚至产生鱼体掉出夹送带现象,影响鱼体去脏效果和感官质量。

图2 不同传送带线速度对竹筴鱼可接受性评分影响Fig.2 Effects of different transmission speed on acceptability evaluation of Trachurus japonicus

图3 不同剖切刀转速对竹筴鱼可接受性评分影响Fig.3 Effects of different cut knife rotation speed on acceptability evaluation of Trachurus japonicus
2.3 不同去脏轮转速对去脏效果试验
研究不同去脏轮转速(50.0、200.0、350.0、500.0和650.0 r·min-1)对竹筴鱼去脏效果影响:试验过程中,将剖腹、去脏机构固定,选择无齿圆盘刀作为剖切刀盘,传送线速度设为2.00 m·s-1,剖切刀转速设为1 100.0 r·min-1,剖切刀和去脏轮转向与鱼体传送方向设置为逆向,调节去脏轮转速大小,每种转速各剖切10尾鱼并记录去脏后可接受性评分,不同去脏轮转速对对竹筴鱼去脏效果影响如图4。
由图4可见,不同的去脏轮转速对竹筴鱼去脏后可接受性评分有着显著影响(P<0.05)。去脏轮转速为50.0 r·min-1时达到可接受性评分的最大值94.6,此时鱼体内脏去除完全,鱼体几乎没有损伤,去脏效果最佳。去脏轮低转速运行时,可实现较高的鱼体得率和较小的鱼体损伤程度,综合去脏效果比较理想;去脏轮转速过高会导致鱼体质量的损失,鱼体在剖切去脏过程中鱼肉飞溅,造成原料浪费。
2.4 正交试验设计
根据单因素试验结果,以对竹筴鱼去脏效果影响较大去脏机传送带线速度、剖切刀转速、去脏轮转速为试验因素,以竹筴鱼去脏后可接受性评分作为去脏效果评定指标,设计3因素3水平正交试验,确定适合竹筴鱼去脏加工最优技术参数[16]。试验因素水平见表2。
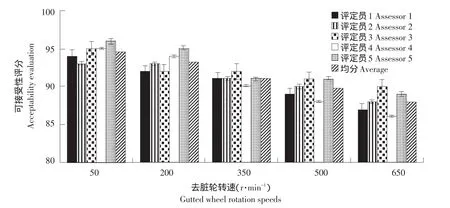
图4 不同去脏轮转速对竹筴鱼可接受性评分影响Fig.4 Effects of different gutted wheel rotation speed on acceptability evaluation of Trachurus japonicus

表2 因素水平编码表Table 2 Factors and levels of orthogonal experiment
2.4.1 试验结果分析
以鱼体去脏后可接受性评分代表鱼体去脏效果的指标,对竹筴鱼去脏加工工艺进行优化,由正交试验结果(见表3)及方差分析结果(见表4)可知,传送线速度、剖切刀转速、去脏轮转速对竹筴鱼去脏后可接受性评分的影响的主次顺序为:去脏轮转速(C)>传送带线速度(A)>剖切刀转速(B)。方差分析可知,不同传送带线速度、去脏轮转速变化对竹筴鱼去脏后的可接受性评分具有极显著影响;不同剖切刀转速变化对竹筴鱼去脏后的可接受性评分具有显著影响,再比较极差大小得出:竹筴鱼去脏最佳工艺应为A2B2C1,即传送线速度2.00 m·s-1、剖切刀转速1 100.0 r·min-1、去脏轮转速50.0 r· min-1。
2.4.2 验证试验结果
根据正交试验结果:传送线速度2.00 m·s-1、剖切刀转速1 100.0 r·min-1、去脏轮转速50.0 r·min-1;用此技术参数对其进行验证,取竹筴鱼样本30尾,分3组进行试验。试验测得竹筴鱼去脏后的可接受性评分平均值为98.6,鱼体腹部完全剖开,剖面光滑而平整,鱼体几乎没有损伤。验证试验结果与优化预期结果基本相符,表明本试验得出工艺参数可应用于竹筴鱼机械去脏加工。
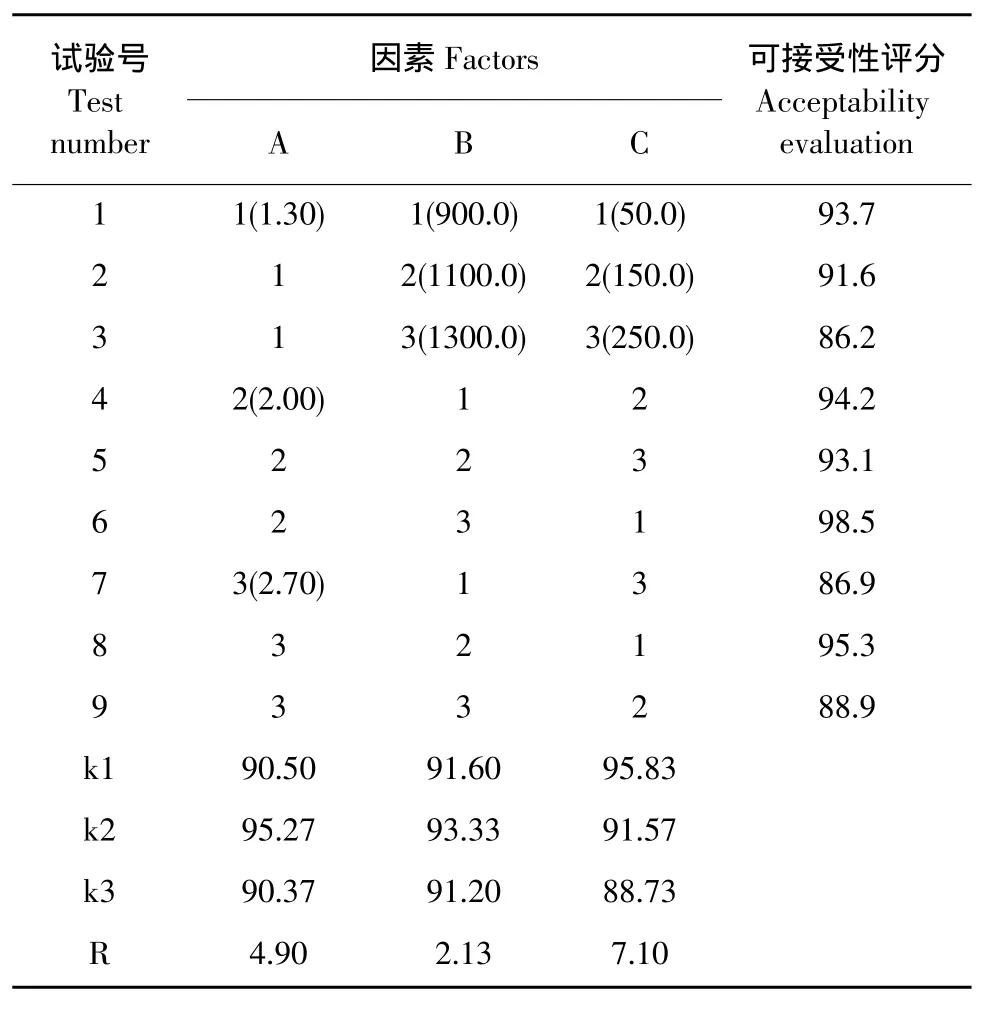
表3 L9(34)正交试验表及试验结果Table 3 L9(34)orthogonal list and the result of test

表4 3种因素对竹筴鱼可接受性评分影响的方差分析Table 4 ANOVA of three treatment on acceptability evaluation of Trachurus japonicus
3 讨论与结论
不同传送带线速度、剖切刀转速和去脏轮转速变化对竹筴鱼去脏效果有显著影响(P<0.05)。各因素对竹筴鱼去脏后可接受性评分影响大小依次为:去脏轮转速(C)>传送带线速度(A)>剖切刀转速(B)。当剖切刀转速较大时,鱼体前后平衡性及其夹送稳定性和对中性都较好,鱼体去脏后质量损失较小,综合可接受性评分较高;剖切刀转速较低和鱼体夹持较松情况下,在刀力作用下鱼体较容易发生下落现象。当去脏轮转速过大时,易发生鱼体被牵拉撕断和鱼内脏挂齿现象,甚至产生鱼体掉出夹送带现象,不仅影响鱼体去脏效果和感官质量,而且有可能发生安全事故。此外,试验发现鱼体内脏去除效果还同原料鱼新鲜程度有关。原料鱼新鲜度越高、肌肉组织硬度越大,鱼体内脏去除效果越好,鱼体损伤也相对越小。
正交试验优化可知,竹筴鱼去脏的最佳工艺应为:传送线速度2.00 m·s-1、剖切刀转速1 100.0 r·min-1、去脏轮转速50.0 r·min-1。验证试验表明,鱼体腹部完全剖开,剖面光滑而平整,内脏去除完全,鱼体几乎没有损伤。
[1]夏文水,姜启兴,许艳顺.我国水产加工业现状与进展[J].科学养鱼,2009,25(11):2-4.
[2]张慜,段振华,汤坚.低值淡水鱼加工利用研究进展[J].渔业现代化,2003,30(3):30-33.
[3]贾公树.我国水产品加工与装备综述[J].渔业现代化,2000,27(2):12-14.
[4]叶云花,涂宗财,刘成梅,等.淡水鱼深加工与综合利用研究[J].江西食品工业,2005,17(4):29-30.
[5]Frouzovaa J,Kubeckaa J,Balkc H.Target strength of some Euro⁃pean fish species and its dependence on fish body parameters[J].Fisheries Research,2005,75:86-96.
[6]胡晓亮,陈庆余.竹筴鱼形态特征参数的比较分析[J].现代食品科技,2013,29(1):34-37.
[7]孟庆闻,苏锦祥,缪学祖.鱼类分类学[M].北京:中国农业出版社,1995:844-906
[8]Toil A,Bjirndal T.The structure of production in the Norwegiall fish-processing industry[J].Journal of Productivity Analysis,1997,8(3):247-267.
[9]汤惠明.国外开发鱼类加工与检测装置[J].水产科技情报,2006,12(1):41-42.
[10]Joseph W,Jian T,Gu X H.Utilization of fish processing by prod⁃ucts in the gelatin industry[J].Food Reviews International,2007,23(2):159-174.
[11]朱国,谭鹤群.鱼体在剖鱼机夹片中受力有限元分析[J].农业工程学报,2008,31(4):44-48.
[12]段振华,汪菊兰.鳙鱼加工利用研究[J].渔业现代化,2004,31(6):31-32.
[13]Satapathy A,Patnaik A,Pradhan M K.A study on processing,characterization and erosion behavior of fish(Labeo-rohita)scale filled epoxy matrix composites[J].Materials and Design,2009,30(7):2359-2371.
[14]陈庆余,沈建,傅润泽,等.典型海产小杂鱼机械去头方法研究[J].渔业现代化,2012,39(5):38-42.
[15]Sivertsen A H,Chu C K,Wang L C,et al.Ridge detection with ap⁃plication to automatic fish fillet inspection[J].Journal of Food En⁃gineering,2009,90(3):317-324.
[16]Dowgiallo A,Dutkiewicz D.Possibilities of utilizing the differenc⁃es of fishtissues stiffness in the mechanization of cyprinid dehead⁃ing[J].Journal of Food Engineering,2007,88:111-115.
猜你喜欢
法律方法(2022年1期)2022-07-21
家庭百事通·健康一点通(2021年1期)2021-02-24
设备管理与维修(2020年19期)2021-01-05
商品与质量(2020年31期)2020-12-18
垂钓(2019年6期)2019-09-10
渔业致富指南(2019年19期)2019-01-06
机械工程与自动化(2018年1期)2018-04-02
青年文学家(2017年29期)2017-11-08
美食(2017年4期)2017-05-04
长江丛刊(2016年26期)2016-10-31
