压铸模的功能梯度材料涂层性能分析
2014-02-27 01:33吴和保石向阳
武汉工程大学学报 2014年6期
吴和保,石向阳
武汉工程大学机电工程学院,湖北 武汉 430205
0 引 言
模铸是现代制造业的一个重要分支,在很多行业都得到应用.压铸模的模具比较复杂,因而制作成本较高,在压铸件的生产成本中占有很大的比例[1].压铸模的使用寿命长短直接影响铸件的生产成本、生产效率,以及铸件的质量.选用合适模具材料很重要,但是一般都会在模具表面进行处理,以延长模具使用寿命.目前主要的处理方法有传统处理技术、表面扩散技术、涂层、氮化+涂层、扩散+涂层等[2],目前应用广泛的还是传统处理技术,传统处理技术比较成熟,而且成本很低,在一些要求不是很高的压铸中可以满足质量要求.随着科学技术的发展,对压铸零件的质量要求越来越高,对压铸模的要求也随之提高.单一的处理方法不能很好的满足各方面的性能要求,复合的表面处理方法可以在一定程度上解决这个问题.传统的陶磁涂层膜有优良的耐溶损性、耐过烧性、耐粘着性;但耐热裂性则基本上没有改善,主要是传统涂层与基体的粘接强度不高,在热应力作用下易脱落[3].功能梯度涂层由于组织成分是连续变化的,与基体的粘接强度高,有效减小甚至消除了界面的残余应力,减小热应力和裂纹驱动力等[4].功能梯度材料(FGM)虽然没有在市场上广泛应用,但仍然是压铸模具表面处理技术的重要研究发展方向之一[5].
1 模型建立
图1为一个法兰毛胚零件的图纸,通过有限元软件建立的凹模模型如图2所示.

图1 法兰毛胚 Fig.1 Flange blank

图2 凹模Fig.2 Matrix
到目前为止梯度涂层的建模方法不是很完善,主要使用的是分层法,把梯度涂层分为若干层,细分的层数越多,就更接近理论上的模型;另外有一些FGM参数化信息建模方法,不过这些方法建模比较复杂.一般要求不是非常高的模型分析中常采用分层法,对于要求很高的模型分析可以采用其他建模方法.由于此模型要求不是非常高,采用分层法对梯度涂层进行建模,可以通过细分涂层层数使模型更接近理论模型.FGM涂层的厚度为10 μm,由于建模细密,会导致软件分析计算时间过长.为了减少模型分析所要耗费的时间,把涂层细分为5层,5个分层涂层的参数逐渐变化.5层梯度涂层中涂层材料所占百分比分别为20%、40%、60%、80%、100%.在ANSYS软件中对涂层部分进行网格细化使之更接近实际的模型,文中主要以凹模为例进行分析.
模具材料是H13热作模具钢,其弹性模量211 GPa,泊松比γ=0.28,热膨胀系数13.5×10-6(20 ℃~650 ℃),导热系数28.8 W(m/K)-1(650 ℃).梯度涂层材料选用TiN(氮化钛),弹性模量450 GPa,去掉泊松比γ=0.22,热膨胀系数4.8×10-6(20 ℃~650 ℃),导热系数64 W(m/K)-1(650 ℃)[6].文中以铝合金压铸模为例:工作温度以650 ℃,压强以1×106Pa来计算.
2 有限元分析
2.1 温度场及应力分析
通过有限元软件根据上面的方法建立模型并进行分析,对比含有FGM涂层的模具和不含FGM涂层的模具的相关数据.
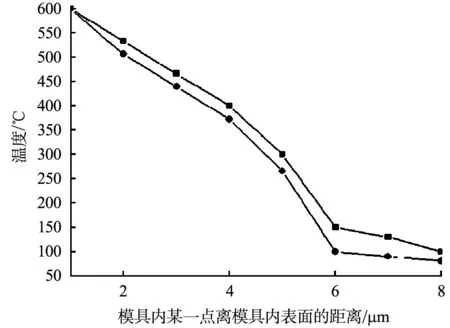
图3 模具沿z轴的温度变化 Fig.3 Change of temperature along the direction of z axis注:
由图3某一时刻温度变化图可以看出涂覆有涂层的模具的温度沿法向的下降趋势比不含涂层的模具快.虽然模具内外表面温度相差不是很大,但是模具的整体温度分布却不一样,普通模具由内表面向外表面方向的温度下降比较缓慢,而含涂层的模具的温度下降较快.这使得含涂层的模具靠近内表面的部分承受热应力比未含涂层的模具的小,可以一定程度上降低热应力,提高模具的使用寿命.图4表示的是沿模具法向的von miss stress的变化图.含有涂层的von miss stress明显比不含涂层的小.
2.2 不同涂层厚度时应力分析
通常涂层材料都具有硬度高、耐磨性好、耐腐蚀性能好、高温稳定性好的特点[7].作为涂层材料在高温和冲蚀的环境中拥有比其他材料更长的使用寿命,在压铸模具的表面通过一定的方法涂覆功能梯度材料改善模具的表面性能.由于涂层材料的硬度较高,如果厚度太厚,在疲劳应力作用下易产生裂纹,甚至脱离,影响模具的表面质量.厚度太薄,则对表面的性能提高不是很明显.通过对含有不同厚度涂层的模具的应力以及表面的剪切力进行分析,可以得到图5和图6.

图5 模具沿z轴第一主应力变化图Fig.5 Change of the first principal stress along the direction of z axis注:

图6 模具表面的切应力变化图Fig.6 Change of the shear stress along the direction of x axis注:
从图5中可以看到涂层的厚度从0.01 mm变化到0.002 mm时模具的第一主应力的变化,从厚度为0.01 mm到0.004 mm时,整体上应力是随涂层厚度的变小而减小,但是涂层厚度为0.002 mm时反而出现应力变大的情形,而模具内表面的应力的大小相差不是很大.模具表层应力沿法向呈现逐渐变小的趋势,但是当模具内某点距离内表面的距离超过一定值后,应力基本趋于平缓.
图6表示的是模具表面x-y平面上剪切力沿着z轴的方向模具表面剪切力的变化图,不同的厚度时都表现出剪切力先减小后增大的趋势.不同厚度时最小剪切力相差不大,最大剪切力随厚度的下降而减小.在涂层厚度为0.002 mm时比涂层厚度为0.004 mm时剪切力有增加的趋势.
3 结 论
通过ANSYS软件的分析数据表明:(1)在压铸模的模具表面涂覆合适的功能梯度材料涂层可以使温度场分布更合理,缓和热应力,但是梯度涂层对热应力的改善不是很明显.由于涂层的硬度高、耐磨性好可以有效延长模具的使用寿命.(2)涂层厚度与模具的寿命有紧密联系,涂层过厚,在应力、冷热交替、冲刷和侵蚀等条件下,涂层更容易产生裂纹,以至脱离模具,这样就会严重影响模具的表面质量,降低模具的使用寿命;涂层也不宜过薄,涂层太薄,对模具的性能提高不是很大.梯度涂层各方面的性能参数这里只做了有限的分析,还有很多需要研究人员进一步探索.
致 谢
感谢武汉工程大学科学研究基金对本研究工作的支持,同时感谢武汉工程大学材料实验室的工作人员.
[1] 傅建红.压铸模的实效分析与对策[J].新余高专学报,2010,15(2):88-90.
FU Jian-hong.The effectiveness analysis and countermeasures of die casting model[J].Xin-Yu College Journal,2010,15(2):88-90.(in Chineses)
[2] 张琳.增强压铸模使用可靠性的途径[J]. 热加工工艺,2013,42(5):68-71.
ZHANG Lin.Approach to enhance the reliability of die casting die[J].Heat Processing,2013,42(5):68-71.(in Chineses)
[3] MIKULA J,DOBRZANSKI L A.PVD and CVD coating system on oxide tool ceramics[J].Journal of Achievements and Manufacturing Engineering,2007,24(2):75-78.
[4] 林文松.功能梯度材料涂层制备技术的研究进展[J].表面技术,2004,33(4):7-9.
LIN Wen-song.The research progress and preparation technology of functionally graded material coating[J].The Technology of Surface Treatment,2004,33(4):7-9.(in Chineses)
[5] 马涛,赵忠民,留良祥,等.功能梯度材料的研究进展及应用前景[J].化工科技,2012,20(1):71-75.
MA Tao,ZHAO Zhong-ming,LIU Liang-xiang,et al.The research progress and application prospect of functionally graded material[J].Chemical Technolog,2012,20(1):71-75.(in Chineses)
[6] DOBRZANSJI L A,WOSINSKA L,MIKULA J,et al. Investigation of hard gradient PVD[Ti,Al,Si]N coating[J].Journal of Achievements in Materials and Manufacturing Engineering,2007,24(2):59-62.
[7] 刘光明.表面处理技术概论[M].北京:化学工业出版社,2011:221-278.
LIU Guang-ming.An introduction of the technology of surface treatment[M].Beijing:The Chemical Industry Press,2011:221-278.(in Chineses)
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
水利科技与经济(2021年11期)2021-12-04
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
模具制造(2019年10期)2020-01-06
模具制造(2019年7期)2019-09-25
模具制造(2019年7期)2019-09-25
制造技术与机床(2017年7期)2018-01-19
浙江大学学报(工学版)(2016年11期)2016-06-05
浙江大学学报(工学版)(2016年2期)2016-06-05
原子能科学技术(2014年1期)2014-02-28