CSP连铸机二冷水喷嘴堵塞原因分析与对策
2014-02-28 06:39陈治国周燕霞周东凯
冶金动力 2014年3期
陈治国,周燕霞,周东凯
(酒泉钢铁集团公司,甘肃嘉峪关 735100)
供排水
CSP连铸机二冷水喷嘴堵塞原因分析与对策
陈治国,周燕霞,周东凯
(酒泉钢铁集团公司,甘肃嘉峪关 735100)
针对连铸二冷水喷嘴频繁堵塞的现象,对喷嘴堵塞物、浊环水处理系统设备设施运行、检修状况展开了全面的分析调查。通过排查找出关键问题,制定改进及优化方式,使连铸机二冷水悬浮物指标明显降低,连铸机喷嘴堵塞问题得到了较大的改善。
铸机二冷水;喷嘴堵塞;悬浮物;改进和优化。
1 前言
酒钢公司CSP两台连铸机主要生产中碳系列(Q235B、Q345B)和低碳系列(冷轧基料)钢种,生产950*58、1020*58、1250*52、1500*70等规格产品,主要应用于汽车行业、桥梁建造、管材等产业。自2012年2月开始连铸机扇形段内锥形滤网频繁堵塞,严重影响产品质量和铸机的生产进度。针对连铸机二冷水系统目前存在的问题,对喷嘴堵塞物、二冷水水质、浊环水处理系统设备设施设备运行方式与设备检修状况展开了全面的分析调查。本文主要针对连铸机二冷水系统设备设施、运行管理方面存在的问题,制定相应的应对措施,从而改善连铸二冷水水质,减少喷嘴堵塞现象。
2 运行现状及存在问题
2.1 铸机二冷水处理工艺流程
CSP浊环水系统主要用户为连铸机及热轧机组,分为连铸机二冷水、连铸机设备直接冷却水和轧机设备直接冷却水,总用水量约6500~7000 m3/h。用户回水回至旋流井,经过旋流井初次沉淀去除大量的氧化铁皮渣后,经泵加压后分别输送至平流池与化学除油间进行二次沉淀与除油。平流池与化学除油间出水汇集至平流池泵站后再经泵加压后输送至过滤间进行过滤,过滤器出水上冷却塔冷却后进吸水井后经供水泵加压后输送至连铸机进行循环利用。过滤器反洗水与化学除油器排污水输送至缓冲池,进入污泥浓缩池进行污泥浓缩后送板框压滤机进行压滤,泥饼定期外运。工艺流程详见图1。
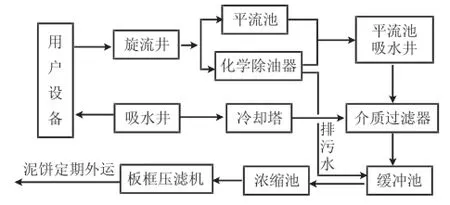
图1 浊环水处理系统示意图
2.2 存在问题及对生产的影响
自2013年2月以来连铸机二冷水喷嘴前端锥形滤网频繁堵塞,利用连铸机停浇间隙对连铸机喷嘴滤网进行拆洗时,发现喷嘴和滤网上附着有大量的黑色物质,状态为粘稠、絮状、较粘手,经初步分析为油与悬浮物的混合物。当滤网或喷嘴堵塞严重时,该喷嘴流量减小,导致钢坯表面冷却不均,产生镰刀弯甚至裂纹,严重影响产品质量及后续工序生产。
3 原因分析
通过对堵塞物分析,主要是油泥成分,因此系统悬浮物偏高是导致滤网堵塞的主要原因。经对每个处理单元进行评价分析,初步判断主要原因有以下几个方面。
3.1 化学除油器的影响
该浊环水系统旋流井出水分为两路,其中进平流池处理的部分(水量约3500~4000 m3/h)仅依靠物理沉降进行处理,不加药;进化学除油器处理的部分(水量约2500~3000 m3/h)投加聚合氯化铝及聚丙烯酰胺形成絮体沉淀。
3.1.1 通过化学除油器水质进行跟踪监测发现除油器出水悬浮物30~35 mg/L,油含量约2~3 mg/L,但静置一段时间(约30 min)后,瓶底开始出现灰白色絮状物,悬浮物明显上升,可达到40~50 mg/L。
3.1.2 化学除油器在长期运行中,因积泥较多,冲洗不彻底,部分填料塌陷,导致排泥不畅,致使悬浮物、油去除效果不理想。
3.2 平流池处理效果的影响
通过对平流池进行运行情况评价发现,平流池溢流堰安装位置不合理,导致平流池液位控制过低,一方面水力停留时间缩短,降低平流池处理效果,另一方面由于液位过低,浮油收集槽起不到正常的排油作用,致使平流池出水水质不理想,悬浮物达到70~90 mg/L,油3~5mg/L。
3.3 介质过滤器的影响
该系统介质过滤器外形尺寸为¢5m×H5m,设计单台处理能力580~700 m3/h,滤速30~35 m3/h。设计出水悬浮物≤20 mg/L,油≤5 mg/L。在水质出现异常后,连续对介质过滤器出水进行监测,发现介质过滤器出水水质未达到设计指标。排查发现介质过滤器主要存在以下几个方面的问题:
3.3.1 介质过滤器滤料缺失严重。检查发现过滤器存在不同程度的反洗跑料现象,因过滤器高度不足,滤料装填后反洗空间不足,汽水混合洗时跑料严重。
3.3.2 对过滤器开人孔检查发现,由于运行时间长达8年,过滤器内部进水立管和滤板焊接处均存在不同程度开焊、破裂的现象,导致部分进水短流直接进入出水腔,造成出水水质恶化。
3.3.3 过滤器反洗不彻底,滤料出现板结现象。该系统介质过滤器采用气洗+水洗+水汽混合洗的反洗方式。由于原反洗过程中过滤器停运后立即打开气洗阀门,过滤器内部憋压,罐体顶端自动排气阀无法打开,压缩空气无法进入,影响反洗效果。
3.3.4 过滤器反洗强度不够。过滤器反洗过程中水洗和水气混合洗两个阶段都仅开启一台反洗水泵,流量约270 m3/h,持续约10 min,未检查反洗出水水质情况,反洗效果难以得到保证。
3.4 运行方式的影响
由于主线生产节奏控制,连铸机每个浇次9~12 h不等,每浇次间隔用户需停水检修0.5~2 h,铸机二冷水的启停次数频繁,势必会造成管道内和吸水井内的悬浮物在停水期间沉积,启泵后随水流被带动,大量沉积物瞬间进入锥形滤网和喷嘴并被拦截,导致每次铸机开浇后滤网迅速就被堵塞。
4 对策
4.1 改变加药方式提高平流池和除油器的沉降处理效果
经过对平流池、化学除油器运行效果分析,主要存在的问题是药剂反应时间不足。因此,通过试验在旋流井合理投加聚丙烯酰胺(浓度0.1 mg/L)和聚合氯化铝(浓度3 mg/L),将加药位置调整至处理单元最前端,延长反应时间,根据化学除油器进水水质情况相应的降低化学除油器加药量,避免出现药剂二次絮凝现象。从而提高化学除油器处理能力、平流池的絮凝沉淀效果。
4.2 对平流池进行改造
针对平流池存在的水力停留时间短、浮油外排不畅问题,对平流池溢流堰加高200 mm,平流池水力停留时间由35 min提高至40 min。平流池浮油能顺利排出。通过改造,平流池出水水质得到明显改善,悬浮物降低至40~60 mg/L,油降低至2~4 mg/L。
4.3 对介质过滤器进行检修并优化反洗方式
4.3.1 对板结的介质过滤器滤料进行更换,在滤料更换过程中对管道破裂及底板开焊部位进行补焊加固,对未开焊的过滤器同样进行了加固处理,杜绝进、出水互串的现象。
4.3.2 调整滤料级配,增加过滤器反洗空间。通过对过滤器进水水质连续跟踪检测,过滤器进水含油量并不高,原级配中无烟煤装填高度过高,对悬浮物处理能力下降,并且影响反洗空间,因此滤料更换前后对其中两台进行了级配调整并进行了试验,数据见表1。
Causes of Nozzle Clogging in CSP Secondary Cooling System and Countermeasures
CHEN Zhiguo,ZHOU Yanxia,ZHOU Dongkai
(Jiuquan Iron and Steel(Group)Co.,Ltd.,Jiayuguan,Gansu 735100,China)
To solve the problem of frequent clogging in the secondary cooling system of CSP caster,the clogging matters and operation and maintenance state of the turbid circulating water treatment system were thoroughly investigated.Crucial problems were found out and improvement and optimization measures were drawn up and taken,apparently reducing the level of suspending substances in the secondary cooling water and significantly improving the nozzle clogging problem.
CC secondary cooling water;nozzle clogging;suspending substance;improvement and optimization
TQ085
B
1006-6764(2014)03-0055-03
猜你喜欢
现代制造技术与装备(2021年9期)2021-10-27
鞍钢技术(2021年2期)2021-04-20
水电站机电技术(2018年5期)2018-05-25
中国核电(2017年3期)2017-11-20
现代农业科技(2017年19期)2017-11-14
农业与技术(2017年17期)2017-09-30
科技创新与应用(2017年18期)2017-06-27
电站辅机(2016年4期)2016-05-17
水电站机电技术(2016年1期)2016-02-28
CHIP新电脑(2016年2期)2016-02-26