
弧形条状板加工方法的分析研究
2014-03-02 03:01
中国新技术新产品 2014年13期
(山东核电设备制造有限公司,山东 海阳 265118)
弧形条状板加工方法的分析研究
万胜虎 王朋飞 胡永清 杨中伟 汤 刚
(山东核电设备制造有限公司,山东 海阳 265118)
弧形条状板加工前,切割原材料毛坯,在上下表面和弧形内外侧留有余量,然后机加工。目前存在三种方法用于弧形条状板的加工制造,通过三种方法的分析,对生产效率的提高和加工质量的保证有着重要意义。
弧形条状板;切割;拼焊;分段机加工;均布分散
1 概述
在机械制造领域经常会涉及到弧形条状板的制造,当制造精度要求较高时,一般采用预留加工余量,在进行机加工。为了尽可能的减轻机加负担,选取最经济的工艺余量,优化设备的选型和工艺参数,并防止变形成为了一门很重要的课题。具体方法分为三种:(1)弧形条状板分段拼焊为环,机加工,再切割为各分段;(2)各弧形条状板单独机加工;(3)弧形条状板分段在回转平台上均布分散为环,再机加。
弧形条状板共分为七段,如附图1所示,材质为合金钢,弧长为L(最长为2039mm),宽度为B(76.2mm),最终厚度≥C(38.1mm),内径:R内(φ3526mm)、R外(外径φ3738.5mm),内径、外径各留15mm机加工余量,弧长留10mm机加工余量,上下表面厚度方向留机加工余量为18mm。如图1所示。
2 加工方法介绍
2.1 弧形条状板分段拼焊为环,再机加工
2.1.1 下料拼环(1)按内外径、厚度和弧长等留同等机加工余量;(2)放样。将弧形板按照划线进行放置,焊接防变形工装并夹紧,然后按照焊接工艺弧形板进行焊接拼为环状;(3)检查。检查环的内外径和平面度,保证内外径有至少5mm加工余量。如超,校平。
2.1.2 数控立车车削(1)装夹。将工件用压板压紧在数控立车回转工作台上并找正调整;(2)车削。车削工件内侧上表面,车起即可,倒压板压紧工件内侧,车削工件外表面,后翻转工件,校表法在4个方向调同心,加工至图纸要求。
2.1.3 划线并切割(1)划线。根据各分段弧形板的尺寸精确划出各位置线,各弧长加3mm余量;(2)切割。去除拼接焊缝,用带锯床切割将环分为各分段弧形板并打磨。
2.2 弧形板分段单独机加工
2.2.1 下料按内径、外径、厚度方向和弧长等留同等机加工余量。
2.2.2 龙门铣床铣削(以一段弧形板的加工为例)(1)装夹。将工件两端沿X方向置于工作平台上,使用压板压紧工件。(2)铣削。铣削工件上表面5mm,重复装夹,分段铣削,控制接刀痕迹,装夹翻转工件,压板压紧,再铣削工件上表面5mm,重复装夹,分段铣削,控制接刀痕迹,翻转工件,校正弧形板两端与工作台平行,压板压紧,铣削工件至图纸要求。
2.3 弧形板分段均布分散为环状,再机加工
2.3.1 下料按内外径、厚度和弧长留同等机加工余量;
2.3.2 装夹(1)上活。等高垫铁上活,垫铁不得干涉切削。以半径R环形均布在数控立车圆形工作台上,如附图2所示。(2)压紧。以弧形板内圆为基准校表,确认与工作台同心,允差<4mm,在等高垫铁上方使用压板压紧。压板压弧形板端面外侧2/5处(留出车端面空间)。
2.3.3 数控立车加工弧形板(1)车削。调整切削参数,车端面,要求另一端面厚度余量≥7mm,同次装夹车内圆,倒压板至内侧,倒压板时不要同时全部松开压板,倒一件紧固一件;(2)车外圆。同次装夹车外圆校正带,翻转工件180度,等高垫铁不得干涉弧形板外圆加工,在等高垫铁上方使用压板压紧。(3)车端面。检查厚度尺寸,同次装夹车外圆,倒压板至外侧。
2.3.4 铣床铣长度尺寸(1)划线。根据图纸尺寸,在每段弧形板上划出各段的长度;(2)铣削。回转工作台上活并压紧,铣削至图纸要求。
3 加工方法分析
3.1 第一种方法与第三种相类似,但第一种方法增加了焊接成环和再切割等工序,使制造时间增加,此外机加工后,焊接与切割毛坯时应力未得到释放,会使工件的变形加大且回弹,而第三种方法可以一次装夹,车削多个零件,受不可控因素影响变形的较小。
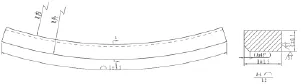
图1
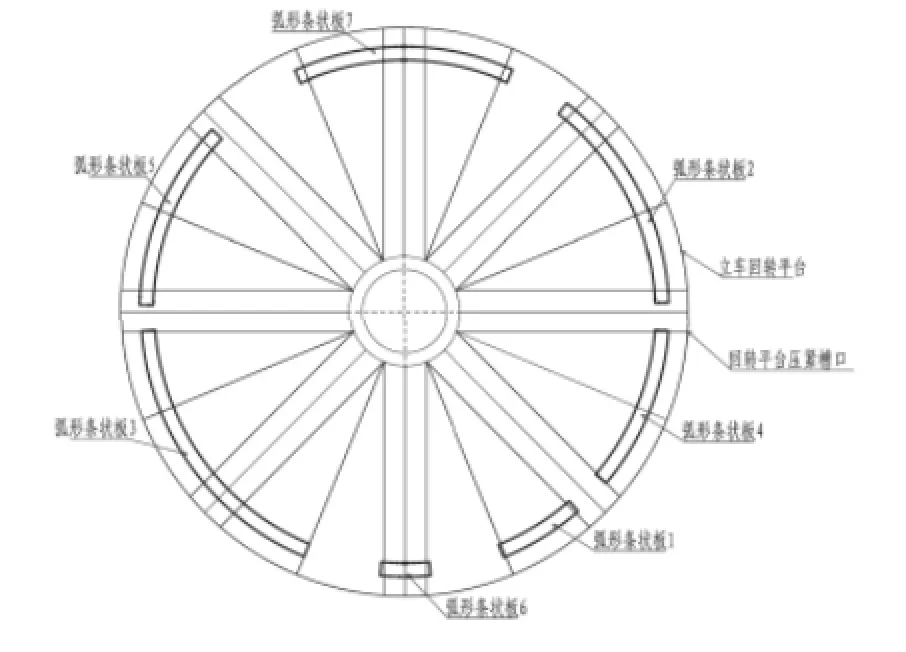
图2
3.2 第二种方法,需要反复倒压板找正,且吃刀量不宜过大,每次每分段弧形板机加工都需要经过同样的工序(装夹、倒压板等),加工周期长,人工消耗大和机床占用率比较长,但可很好的控制单零件的质量且端面可同时铣削,而第三种方法只需在数控立车加工完后,在铣床铣削两个端面即完成产品的制造,可以减少时间的消耗和优化其他设备的占用率。
结语
在现代生产中,工艺方法对于提高生产效率和标准化起到关键性作用,主要牵涉机床、人工成本以及操作方便等方面。本文通过对三种工艺方法的介绍、比较及分析,得出第三种方法更合理,可以将弧形板变形控制在最小范围内,而且成本最低,易于推广应用,同时也适合于其他类似弧形板机加工的其他场合。
[1] 冯兴安,黄玉美,关慧贞.机械制造装备设计[M].北京:机械工业出版社,2005.
[2] 杜国臣,王士军.机床数控技术 [M].北京:北京大学出版社,2006.
[3] 吕亚臣.重型机械工艺手册:哈尔滨出版社,1998.
TH16
:A
猜你喜欢
科学大众(2021年8期)2021-07-20
新生代(2019年11期)2019-11-13
新生代·上半月(2019年6期)2019-09-10
新教育时代·教师版(2019年3期)2019-03-11
电子制作(2018年14期)2018-08-21
河北遥感(2015年2期)2015-07-18
河北遥感(2014年2期)2014-07-10
钛工业进展(2014年5期)2014-02-28
河南科技(2014年14期)2014-02-27
河南科技(2014年3期)2014-02-27
