冻干机板层结构及焊接工艺对板层温度均匀性的影响分析
2014-03-06 05:47姚建林
机电信息 2014年14期
姚建林
(上海东富龙科技股份有限公司,上海 201109)
0 引言
在药品的冷冻干燥过程中,最大的风险是如何保证药品的均一性,许多敏感药品会在同一批生产中出现质量差异,给药品的疗效带来影响。造成质量差异的主要原因是大小不同的冻干机、不同的环境、同一台冻干机不同的板层、同一个板层的不同位置、包材接触的面积大小导致传热不同,以及冷凝器温度传质效果不同。因此,板层温度均匀性对冻干药品的均一性有重要的影响,而板层本身的结构及焊接工艺,均会导致导热油在热传递过程中的影响不一致,在考虑药品冻干工艺时,一定要考虑板层温度的均匀性。因此,企业每年都要对板层温度均匀性进行验证确认。
1 板层的结构及焊接工艺
板层上面用来存放托盘或西林瓶,用于传递热量,确保冻干产品顺利完成冻干的过程。由于板层在压塞时要承受一定的压力,故要有足够的强度防止塑性变形的发生,要考虑其强度。同时,板层又要满足一定的平整度要求,一般情况下平整度要达到<0.5mm/m的要求。此外,板层表面的粗糙度也要达到一定的要求,一般均要达到Ra≤0.4μm。在板层制作过程中,由于焊接变形,焊接后的热应力去除情况显得非常重要。目前,冻干机的板层结构主要分为塞焊板层、钎焊板层以及钩子内焊板层。

图1 塞焊式板层结构
1.1 塞焊板层
塞焊板层主要采取上、下2个面板,中间采用加强筋条用于加强和导流,筋条先焊接在下底面板上,筋条的选择非常重要,筋条不能选用太宽,焊接时下面板先与筋条定位焊接好,采用间断焊接的形式,同时上面板采用打孔塞焊的形式盖在筋条上,板层四周边焊也采用筋条,与板层焊接好,形成一张整齐的板层。塞焊式板层结构如图1所示。
塞焊板焊接时,由于焊接工作量非常大,焊接前和焊接时均要做好防止焊接变形的工作,其有很多的焊接塞焊点和边焊的大量焊接工作。因此,塞焊板的板层变形量大,后期必须经过整形,通过去除热应力以及采取龙刨加工的形式,确保板层的平整度。
1.2 钎焊板层
采用空心方管的形式,将钎焊料(BNi82CrSiB)用双头端面电焊机点焊在空心方管上,保证焊料两边均比方管多2 mm。再将焊好焊料的方管两头焊在面板上,并使搁条与面板紧密接触,放在真空钎焊炉里,按照真空钎焊的加工工艺,通过真空和高温,使上、下面板和方管连接在一起,焊好以后,再进行板层四周焊接。真空钎焊式板层结构如图2所示。
真空钎焊板层由于受热变形比较好、热应力小、均匀,对板层的变形影响较小,一般情况下也不需要进行后续的刨加工处理,采用表面抛光处理即可。由于方管布置合理,采用空心管后,受力也比较均匀,强度也足够,特别是对于导热油可以起到很好的导向作用。
1.3 钩子内焊式板层
钩子内焊式板层采用筋条内焊的形式,先将加强和导流用的筋条分别焊在板层的上、下2个面上,采用间断焊接的形式,焊接完毕后,先进行整形处理,再通过上、下板块插入式嵌套在起,板层四角边焊也是采用筋条的形式,与塞焊焊接式板层一样进行焊接。钩子内焊式板层结构如图3所示。
钩子内焊式板层由于采用嵌套式连接,强度上不太好,一般尺寸超过1 200 mm以上的层不能采用。同时,由于加强筋采用L形的方式,对导热油的导流以及热传递带来的影响较大,导流、筋条与板层的接触面积比较宽,导致温度的传递不太好[1]。

2 板层的结构和焊接工艺对温度均匀性的影响
3种结构的板层,在其他条件同等的情况下,影响板层温度均匀性的主要有加强筋条的宽度、上下面板的厚度、加强筋条与上下面板的贴合性等几个方面。
2.1 加强筋条的宽度影响
加强筋条越宽,对均匀性的影响越大。筋条表面的板层与导热油通道的板层,由于热传递的介质不一样,导致温度的差异比较大。从这个方面考虑,真空钎焊式的板层效果最好,采用宽度比较小的空心方管,热传递效果也比较好;而钩子内焊式板层效果比较差,加强筋条比较宽,采用嵌套式,热传递比较慢,特别是筋条表面的板层与导热油通道的板层表面相差比较大。
2.2 上下面板的厚度影响
由于板层表面的温度基本是通过热传导的方式传递到板层表面的,因此,上下表面面板的厚度对传导的速度影响比较大。板层越厚,传导越慢;板层厚度越均匀,板层表面的温度也越均匀。塞焊板由于变形量大,通过刨加工处理,导致板层厚度不均匀,给板层的表面温度均匀性带来比较大的影响;而真空钎焊式板层和钩子内焊式板层,由于变形量小,板层厚度相对比较均匀,板层均匀性效果较好。
2.3 加强筋与上下面板的贴合性影响
加强筋与上下面板越是紧密贴合,板层温度均匀性就越好。真空钎焊式板层可以做到最好,可以全部紧密贴合并密封,而塞焊式板层和钩子内焊式板层均采用间断焊接,有缝隙,钩子板采用嵌入式拼接,也存在缝隙,对板层表面的温度有一定的影响。
根据以上分析,真空钎焊式板层在同等条件下,相比塞焊式板层和钩子内焊式板层有很强的优势。
3 板层温度均匀性数据分析
板层温度均匀性验证,一般是采取-40℃、0℃、40℃这3个温度点的形式,在每块板层上至少放置5个探头,在板层上选取有代表性的位置,在板层进口、出口、板层中间位置以及侧边位置等布置探头,从常温开始,进行一个循环流程:对板层进行-40℃降温,保温;升温到0℃,保温;再升温到40℃,保温。按照行业标准,每个温度点保持恒定时间15m in之后,所有探头的温度最大值和最小值在2℃以内为合格。一般来说,低温下相对比较难,时间相对较长,所以只要-40℃均匀性没有问题,0℃以及40℃肯定没有问题。根据对板层温度均匀性的统计分析,不管是什么结构和焊接工艺的板层,基本上都能满足行业标准的要求[2]。
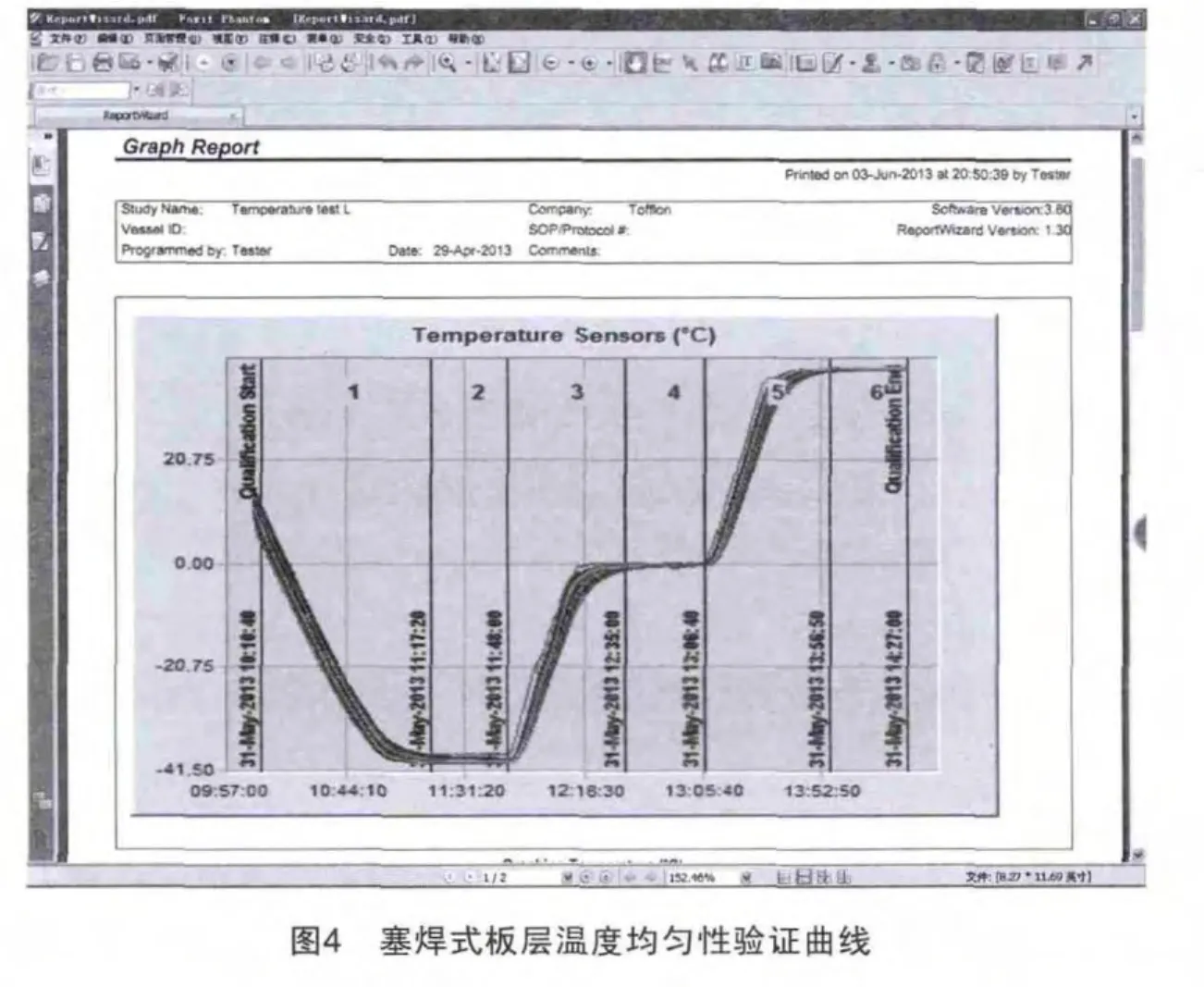
针对塞焊式板层温度均匀性进行验证,图4是塞焊式板层温度均匀性验证曲线,从曲线以及相应报表来看:在板层进行-40℃的降温过程中,板层上36个测试点最高温度和最低温度均能控制在10℃以内。在设定温度-40℃保温时,要平衡15 m in后可达到(-40±1)℃以内。在-40℃到0℃的升温过程中,板层上36个测试点最高温度和最低温度均能控制在10℃以内,要平衡10m in后可达到(-0±1)℃以内。在0℃到40℃的升温过程中,板层上36个测试点最高温度和最低温度均能控制在10℃以内,要平衡10m in后可达到(40±1)℃以内。
针对真空钎焊式板层温度均匀性进行验证,图5是真空钎焊式板层温度均匀性验证曲线,从曲线以及相应报表来看:在板层进行-40℃的降温过程中,板层上36个测试点最高温度和最低温度均能控制在3℃以内。在设定温度-40℃保温时,要平衡10 min后可达到(-40±1)℃以内。在-40℃到0℃升温过程中,板层上36个测试点最高温度和最低温度均能控制在3℃以内,平衡10m in后可达到(-0±1)℃以内。在0℃到40℃升温过程中,板层上36个测试点最高温度和最低温度均能控制在3℃以内,要平衡10m in后可达到(40±1)℃以内。
钩子内焊式板层基本与塞焊式板层一样,只是钩子内焊式板层筋条表面上板层的温度平衡时间要比塞焊式板层延长5~10min。

4 结语
冻干机板层焊接工艺对板层温度均匀性有一定的影响,作为板层固有的特性,在同等条件下,采用真空钎焊式板层是最佳选择,但是考虑到制作成本,以及对于冻干产品本身的热敏感性,板层温度均匀性还与导热油的黏度、循环系统的设计以及循环系统的管道和冻干机的控制系统、精度有关,在选择板层结构时,要综合考虑多种因素的影响,关键是经过产品验证,确保冻干产品的稳定性和均一性。
[1]赵鹤皋,郑效东,黄良瑾,等.冷冻干燥技术与设备[M].武汉:华中科技大学出版社,2005
[2]钱应璞.冷冻干燥制药工程与技术[M].北京:化学工业出版社,2007
猜你喜欢
机械制造与自动化(2022年4期)2022-08-18
强度与环境(2021年4期)2021-11-05
实用器官移植电子杂志(2019年4期)2019-02-10
快乐语文(2018年15期)2018-11-29
装备制造技术(2017年11期)2018-01-15
中国医药指南(2017年3期)2017-11-13
四川轻化工大学学报(自然科学版)(2017年2期)2017-04-27
小朋友·快乐手工(2017年3期)2017-04-26
中华戏曲(2017年2期)2017-02-16
金山(2016年5期)2016-05-30