
一种机床轴承座同轴度加工工艺探析
2014-03-09 02:06刘旸
机床与液压 2014年8期
刘旸
(河南工业职业技术学院,河南南阳 473009)
一种机床轴承座同轴度加工工艺探析
刘旸
(河南工业职业技术学院,河南南阳 473009)
以一种机床高速旋转主轴轴承座加工为例,介绍利用通用设备保证轴承座同轴度的工艺方法;并对几种不同加工工艺进行比较,得出各种工艺方法的优缺点和适用情况。
加工工艺;轴承座;同轴度
近二十余年来,光电科学技术的迅猛发展与进步,导致光学产品的加工设备研发也随之发展起来。光学产品的精度要求越来越高,加工光学产品的加工机床精度也必然要得到提高,这就涉及到此类机床设备的关键零部件的加工和装配精度的问题。其中,光学加工机床的核心零部件,高速旋转轴的轴承座的加工就涉及到此类加工精度问题。
在光学行业所用的加工机床中,高速旋转主轴的精度是该类机床的一个重要技术指标。要保证主轴高速旋转的精度,最关键的一点就是要保证主轴轴承座的形位公差——同轴度。其他诸如轴承座的尺寸公差、主轴的尺寸和形位公差等,都可用常规的手段来保证,在此不做细述。
现就对在轴承座的加工过程中,如何保证轴承座同轴度的问题进行探讨。
首先,怎样能在保证轴承座同轴度的前提下,批量生产,提高效率,降低加工成本,这是要解决的首要问题。
下面就此类加工问题展开,对现有的几种加工方法进行介绍和对比,以期得到更合适、更经济的加工手段和加工工艺。
1 在镗床上精加工保证轴承座的同轴度
先在车床上对轴承座 (图1)进行粗加工。
轴承座的精加工工序在镗床上进行,按常规的加工手段和办法,轴承座的同轴度就可以比较容易得到保证,并且通常还可以做到很高的产品合格率。
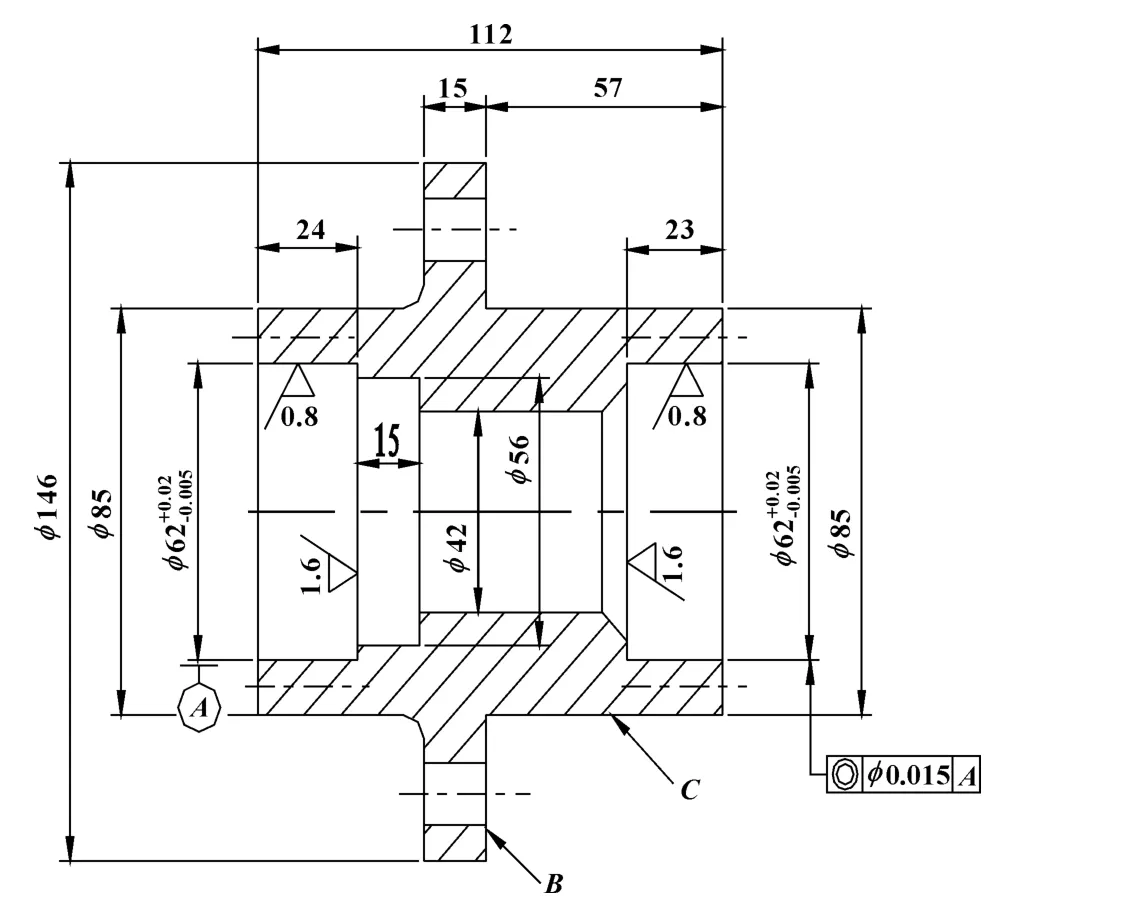
图1 轴承座
但此种加工方法的缺陷是:加工效率低,生产成本高,批量的生产效率太低,仅仅局限于单件、小批量的生产;不利于该类机床的批量生产,缺乏市场竞争力,不利于该类机床的推广应用。
2 在车床上精加工保证轴承座的同轴度
先在车床上对轴承座进行粗加工。
精车轴承座 (图1)右端到加工尺寸,其中φ62轴承孔、φ146法兰的右侧面B和φ85外圆C一次精加工成,注意保证面B和φ85外圆C的垂直度;调头装夹,以上道工序加工的φ146法兰的右侧面B和 φ85外圆C为基准,打表找正,精车另一端到加工尺寸,以此来保证轴承座的同轴度。
此种加工方法相比镗床的精加工,合格率较低,打表找正比较费时,对加工人员的个人技术要求较高,适合批量生产;但加工的效率比在镗床上加工要高得多,加工成本比镗床大幅度降低,大约是镗床的1/3~1/2,但加工的成品合格率太低。
3 在车床上利用专用芯轴精加工保证轴承座的同轴度
先在车床上对轴承座外形进行粗加工。
先对图1轴承座的右端进行精加工,精加工另一端时,先卸下车床的三爪卡盘,安装专用芯轴 (图2),芯轴左端锥度用车床主轴对应的锥孔定位,靠车床主轴的另一端面配合压垫,用螺杆拉紧,以保证芯轴的可靠定位和紧固。把已精加工好的轴承座右端孔φ62,对准在芯轴 (图2)的右端,利用车床尾座把轴承座可靠地压在芯轴的右端,靠芯轴定位;同时通过轴承座压紧环 (图3)用螺杆把轴承座牢固压紧在芯轴的右端,保证紧固可靠。然后,精车轴承座另一端到图纸尺寸。加工完,卸下压紧螺钉,取下轴承座压紧环(图3),通过轴承座退卸螺母(图4)和芯轴旋合螺纹,旋转把已完工的轴承座取下来。
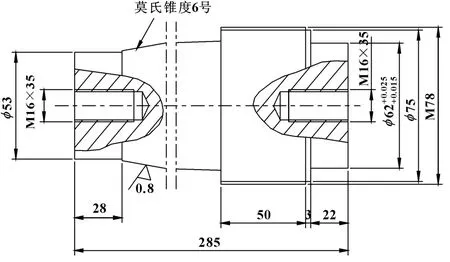
图2 (轴承座精加工)芯轴

4 轴承座退卸螺母

图3 轴承座压紧环
此种加工工艺方法的关键,要加工一根如图2的芯轴 (淬火处理)。芯轴的左端靠车床锥度孔定位和紧固,芯轴的右端和轴承座孔为过盈配合 (过盈量控制在0.015~0.02 mm左右),以保证芯轴对轴承座的准确定位和可靠紧固。
其中轴承座压紧环所处的位置,在不影响原零件使用的基础上,为粗加工时特意增加加工的预留工艺孔 (孔φ56 mm,深15 mm),以备后道工序压紧紧固用。
此加工工艺的优点:轴承座的同轴度能得到可靠的保证,生产加工效率高,加工成本低廉,适合大批量的生产;加工成本仅为镗床加工的1/5~1/3,且加工的合格率高。
4 结论
通过对以上3种工艺方法的分析对比,得出以下结论:
对于批量大、精度要求高的轴承座加工来说,在车床上利用专用芯轴精加工,产品的合格率得到有效的保证,降低了工人的劳动强度,提高了生产的加工效率,减少产品对操作人员的技术依赖度,降低生产的加工成本,有很好的社会经济效益,使得该类机床的大批量生产有了可靠的技术和物质保障,为市场竞争取得优势地位。
推而广之,在现代的机床工业中,在批量机床的生产和维修过程中,只要是中小型轴承座的加工,同轴度要求较高的,都可参照此种轴承座的加工工艺方法,避免对镗床的依赖度,又提高了生产效率,同时降低生产成本。
【1】杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2006.
【2】吴宗泽.机械设计师[M].北京:机械工业出版社,2006.
【3】姬文芳.机床夹具设计[M].北京:航空工业出版社,1994.
【4】戴曙.金属切削机床设计[M].北京:机械工业出版社,1994.
【5】徐灏.机械设计手册[M].北京:机械工业出版社,2001.
【6】周泽华.金属切削原理[M].上海:上海科学技术出版社,2001.
Processing Technology Analysis of Coaxiality for a Machine Tool Bearing Seat
LIU Yang
(Henan Polytechnic Institute,Nanyang Henan 473009,China)
A processing technology method was introduced to ensure coaxiality of bearing seat by using flexible unit,taking a high speed rotate spindle bearing seat in machine tool as an example.Several different processing methods were compared.The advantages and disadvantages of various processing methods and applicable conditions were obtained.
Processing technology;Bearing seat;Coaxiality
TH162+.1
B
1001-3881(2014)8-069-2
10.3969/j.issn.1001-3881.2014.08.023
2013-03-25
刘旸 (1970—),男,学士,高级工程师,研究方向为机械制造工艺与设备。E-mail:liuyang_75@126.com。
猜你喜欢
装备制造技术(2021年2期)2021-07-21
家庭影院技术(2021年3期)2021-05-21
冶金设备(2019年6期)2019-12-25
经济技术协作信息(2018年11期)2019-01-14
制造技术与机床(2018年8期)2018-10-09
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
中国市场(2016年45期)2016-05-17
装备制造技术(2015年7期)2015-02-20
设备管理与维修(2014年8期)2014-12-25
