
大功率盘形激光焊匙孔特征提取
2014-03-12 06:51高向东
电焊机 2014年4期
孙 燕,高向东
(广东工业大学机电工程学院,广东 广州 510006)
0 前言
大功率盘形激光焊接具有激光功率大、光束质量优良、大深宽比和极高的激光利用率等特性[1]。在大功率盘形激光焊接过程中,金属焊件表面在激光束辐射下强烈汽化,在蒸汽退出表面产生反冲力的作用下,使熔化金属液体向四周排挤,形成匙孔。随着激光的继续照射,匙孔内部和上方的金属蒸汽原子和电子发生电离作用,匙孔的宽度、深度以及其他形态会发生变化。当激光停止照射这一区域时,匙孔周边的熔液回流,冷却凝固后形成焊缝。因此匙孔是熔池区域能量最集中的部分,焊缝质量与匙孔的形态有着重要联系。
国内外学者对匙孔做了大量研究并取得了显著成果。利用光电二极管可获得匙孔内部等离子体径向和纵向的温度分布,匙孔内部等离子体温度随着激光功率的增加而增加,随着焊接速度的增加或激光聚焦点与板材表面距离的增加会减小[2]。匙孔的形状与熔透有密切联系,可以在一定程度上反映熔透的程度[3]。熔池热像形态参数特别是熔池宽度、匙孔宽度和匙孔面积特征信息的测量可有效反映大功率光纤激光焊接过程的稳定性[4]。
热辐射伴随着整个焊接过程,匙孔的红外热像含有丰富的焊接质量信息。利用红外高速影像系统摄取焊接熔池红外动态热像,提取匙孔特征并对其进行分析,根据匙孔形态可评价焊接过程的稳定性。
匙孔形状特征描述可分为基于区域和基于边界两类。在基于边界的形状描述方法中,可采用链码来描述目标的形状和位置信息。提取匙孔轮廓链码,用链码直方图来描述匙孔链码特征,同时定义和提取匙孔面积、匙孔周长、匙孔质心、匙孔最前端点坐标、匙孔形状因子特征,全面描述匙孔形态。
1 试验装置
试验装置包括大功率盘形激光焊接装置TruDisk-10003、松下六关节机器人、激光焊接头、保护气体(氩气)装置及图像采集系统,其结构如图1所示。为了分析匙孔特性,在摄像机镜头前设置组合滤光器,获得光谱为960~990的近红外图像,此光谱范围可以抑制大部分金属蒸汽和飞溅的干扰。高速摄像机的采集速度为2 000 f/s,安装位置与水平成65°夹角,并与激光头相对固定。试验中激光功率为10kW,焊接速度3m/min,激光光斑直径480μm,激光波长为1 030 nm,图像分辨率为512×512像素,氩气流量40L/min,试验采用尺寸(长宽厚)为150mm×100 mm×20 mm的304不锈钢板。
2 图像预处理
试验采用被动视觉传感法,不加辅助光源,直接利用熔池自身辐射成像。熔池辐射能量主要分布在近红外和中远红外光谱区,因此可用红外传感高速摄像机拍摄焊接区域熔池红外动态热像。由于焊接过程中,熔池周围存在大量烟尘和飞溅干扰,摄取的熔池原始图像中必然存在噪声,加上现场环境因素,会使图像变得不够清晰,因此先对图像进行预处理,去除干扰和噪声,得到较清晰的图像,获取有用的匙孔边缘轮廓信息[5-6]。
首先将熔池图像裁剪以突出匙孔区域,并依次用5×5模板中值滤波、灰度拉伸、二值化等对图像进行处理,图2为其中一幅熔池图像的处理结果。
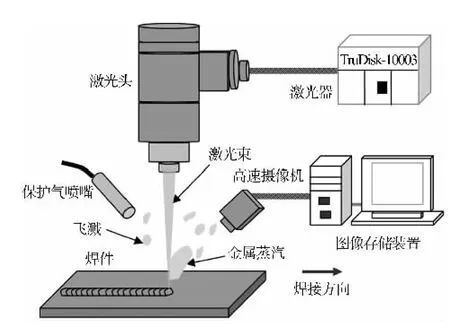
图1 大功率盘型激光焊接试验装置结构示意
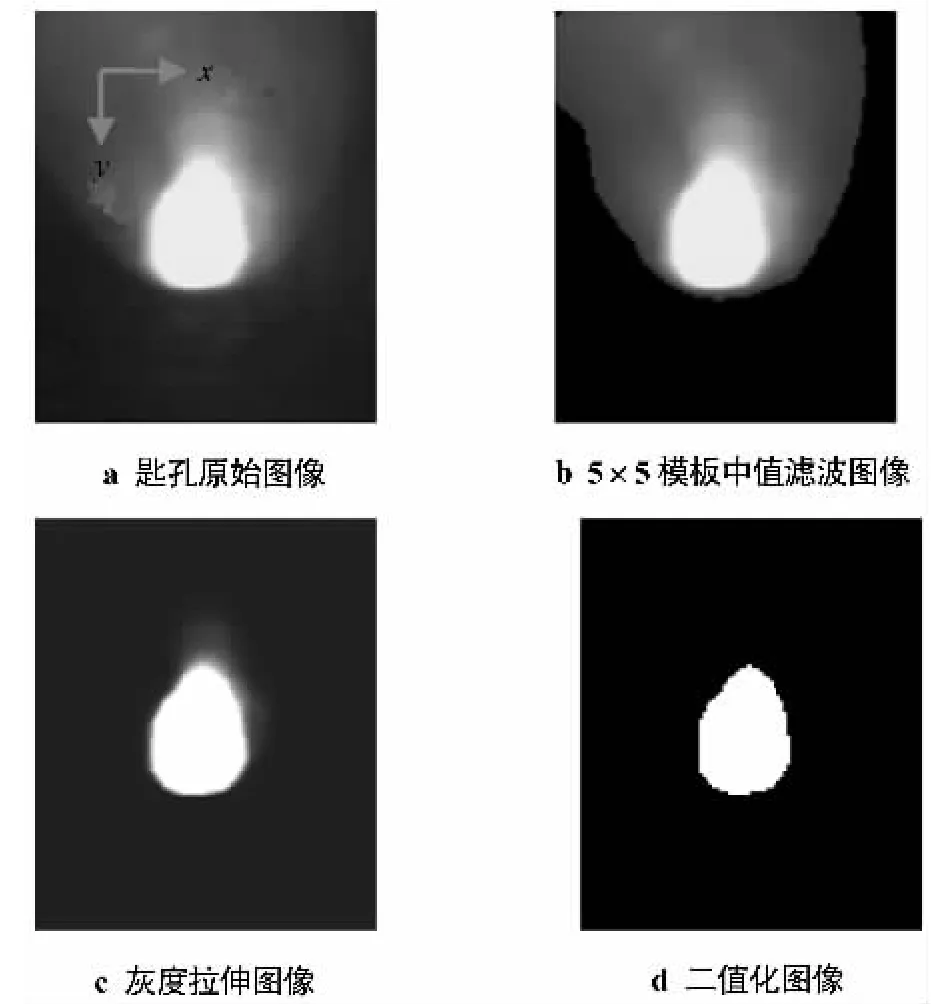
图2 匙孔图像处理示意
3 匙孔轮廓提取和链码描述
对匙孔二值化图像进行简单处理,即可得到匙孔轮廓。图3为6幅匙孔图像轮廓的提取结果。匙孔轮廓图中依次像素间互为邻点,对一个连通的像素序列来说,与某一个像素连通的后继像素只可能是图4a中的由0~7表示的八个方向中的一个。对匙孔轮廓图像而言,除像素序列的起始像素外任一后继像素均可用0~7八个像素中的一个来唯一确定,匙孔轮廓曲线图像可用起始坐标和链码来表示。链码是用中心像素指向它的8个相邻点的方向来定义,链码的方向如图4b所示。链码值加1,其所指方向就按逆时针方向旋转45°[7]。
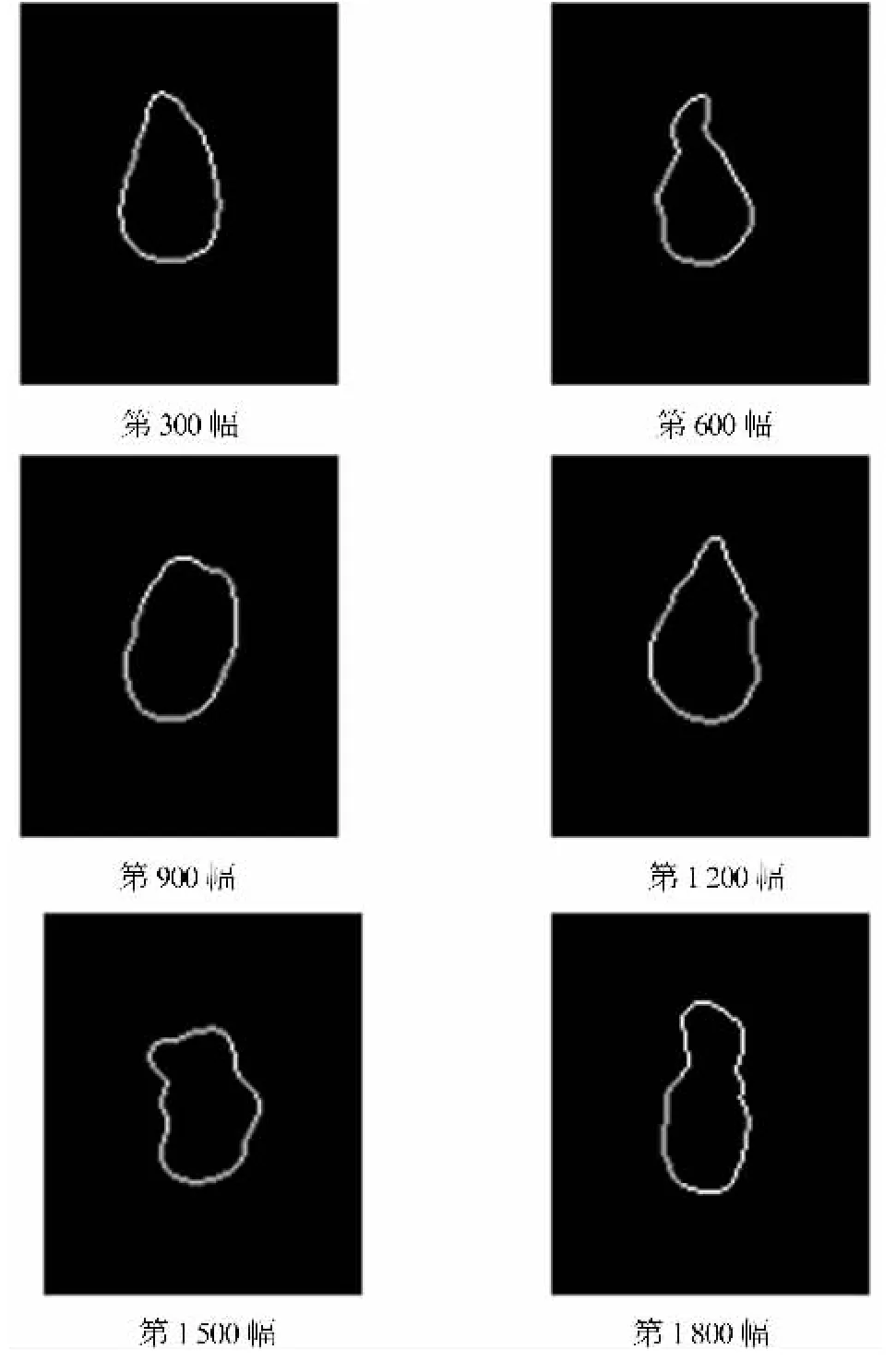
图3 六幅匙孔图像的轮廓
提取匙孔轮廓链码的方法是:对匙孔轮廓图像进行扫描,以像素点(xmin,ymin)为起始点,沿着逆时针方向并且按方向链码的顺序扫描当前点的相邻8邻域,找出像素值为1的下一轮廓点的坐标,由链码方向和像素坐标对应关系(见表1),得出相应匙孔轮廓的链码值。
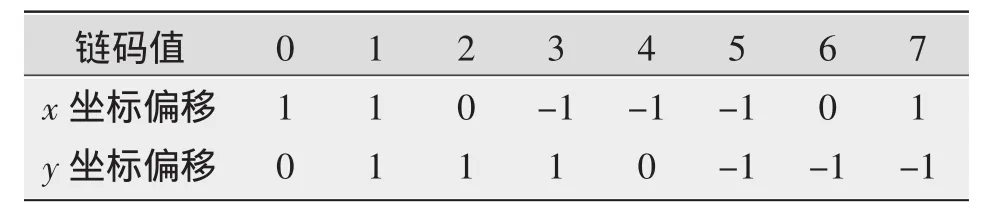
表1 链码方向和像素坐标对应关系
对图3中6幅匙孔图像的轮廓进行扫描得到链码串,对应不同方向的链码在链码串中出现的统计概率如图5所示。该6幅匙孔轮廓均为长扁形,根据链码的基本理论,n0和n4的值应该偏大,这与链码概率图中h0和h4的值符合。随着匙孔轮廓的变化,每幅图像的链码串发生相应变化。第300幅和第1 200幅匙孔轮廓相似,这与图5两个链码串的统计特性对应。因此,匙孔轮廓的链码串可以表征匙孔边缘轮廓形态的变化。
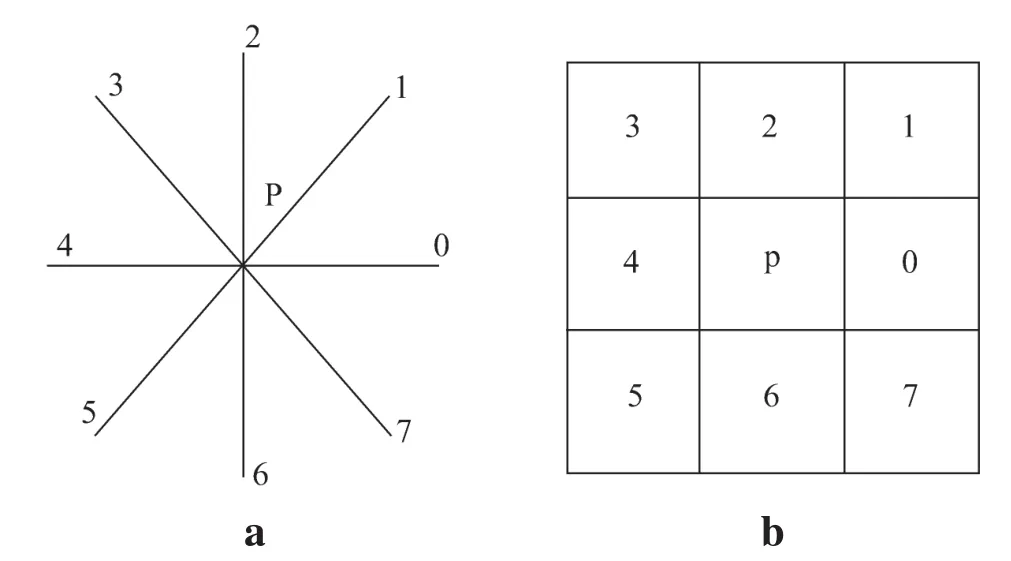
图4 八连通链码的方向定义
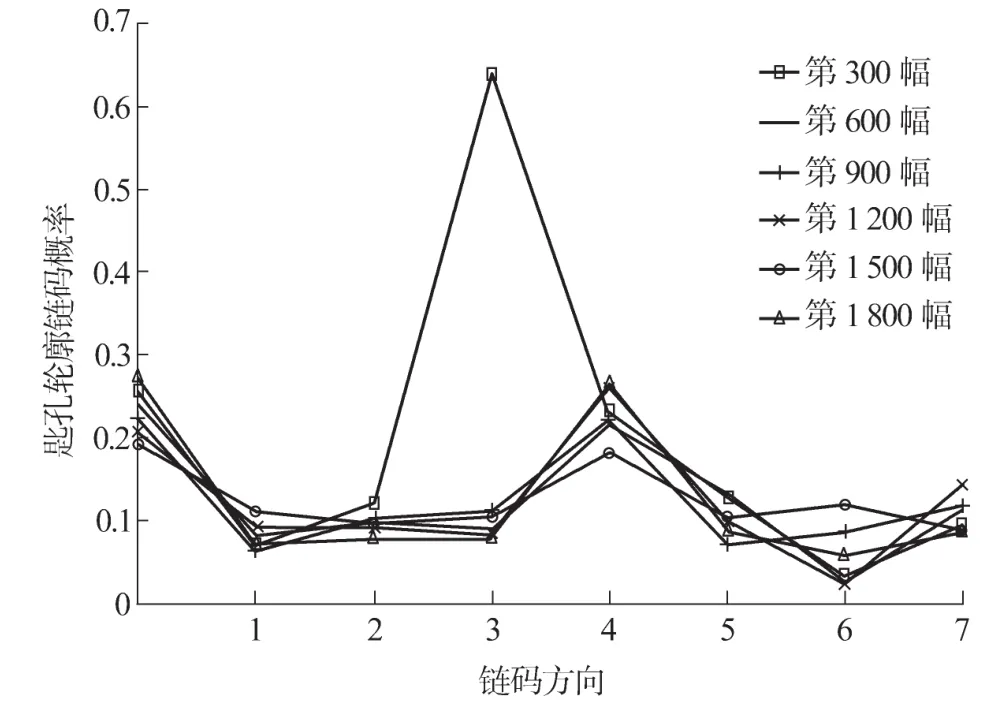
图5 匙孔轮廓链码统计特性
4 匙孔区域形状特征参数提取
为了更全面地描述匙孔的位置和形状特征,定义并提取匙孔面积A、匙孔周长L、匙孔质心x和y、匙孔形状因子e等特征,以及匙孔最前端点坐标cx和cy。提取匙孔图像面积A的方法是分割匙孔二值化图像,并统计其全部像素点个数。匙孔周长L即为匙孔轮廓像素点的个数,可由链码串中的N来表示。匙孔质心的计算公式见参考文献[1]。提取匙孔最前端点坐标cx和cy的方法是逐行扫描匙孔二值化图像,找到像素值为1的y坐标最大值即为cy,然后对该行进行逐列扫描,像素值为1的x轴坐标值即为cx。形状因子通常用离散指数e表示[7]

离散指数e描述了单位面积匙孔的周长大小。e值大,表明单位面积的周长大,即图形离散,则为复杂图形,反之则为简单图形。当匙孔图像为圆时,e=4π;图像为其他形状时,e≠4π,且形状越复杂,e值越大。对图3中6幅匙孔图像进行处理,并提取上述特征,结果见表2。可以看出,随着匙孔形状复杂程度增加,e值相应变大。

表2 匙孔形状特征参数
5 结论
(1)在大功率盘形激光焊接过程中,应用高速影像系统摄取熔池红外热像并提取匙孔,通过中值滤波、灰度拉伸、二值化等方法对匙孔区域进行处理,可以获得准确的匙孔轮廓特征。
(2)用链码来描述匙孔轮廓特征,并且提取匙孔面积、匙孔周长、匙孔质心、匙孔形状因子、匙孔最前端点坐标等特征,可有效描述和分析匙孔形态变化。
[1]高向东,龙观富,汪润林,et al.大功率盘形激光焊飞溅特征分析[J].物理学报,2012(61):98-103.
[2]Xiang zhongJin,LichengZeng.Directobservationofkeyhole plasma characteristics in deep penetration laser welding of aluminum alloy 6016[J].Journal of physics,2012(45):245-205.
[3]杨家林,何建国.基于视觉的激光深熔焊匙孔检测及图像处理[J].焊接,2011(2):19-22.
[4]高向东,张 勇.大功率光纤激光焊熔池形态及焊接稳定性分析[J].焊接学报,2009,32(9):13-16.
[5]毛鹏军,张 慧.计算机视觉及其在焊接中的应用[J].电焊机,2002,32(7):1-4.
[6]王 萍,孙绍功.图像处理技术在焊缝跟踪中的应用[J].电焊机,2008,38(2):1-4.
[7]孙永香,梁 勇,张承明,等.基于链码的叶片图像形状特征提取方法研究[J].仪器仪表学报,2007,28(4):610-613.
猜你喜欢
上海金属(2022年3期)2022-06-01
装备制造技术(2020年1期)2020-12-25
制造技术与机床(2019年11期)2019-12-04
电子制作(2019年16期)2019-09-27
物理学报(2019年4期)2019-03-16
北京航空航天大学学报(2017年3期)2017-11-23
中国交通信息化(2017年4期)2017-06-06
焊接(2016年10期)2016-02-27
火控雷达技术(2016年1期)2016-02-06
西部广播电视(2015年8期)2016-01-16
