
在尾矿中综合回收硫精矿的研究和生产实践
2014-03-17 11:09于兴良王建忠苟敏刚
湖南有色金属 2014年3期
于兴良,张 志,王建忠,苟敏刚
(陕西铅硐山矿业有限公司,陕西宝鸡 721707)
随着矿产资源日趋贫化,开发利用尾矿资源已成为企业可持续发展的必然选择。以此为契机,研究开发尾矿综合回收硫矿物,可将有价资源吃干榨尽,降低尾砂脱水成本,为企业创造效益。
1 矿石性质
陕西铅硐山矿业有限公司铅锌矿属沉积改造型层控矿床,主要金属矿物为闪锌矿、方铅矿、次为菱锌矿、白铅矿、褐铁矿、黄铁矿,非金属矿物主要为方解石、白云石、石英、碳质等。硫铁含量较低,属低硫铁铅锌矿。铅锌选矿使用电位调控浮选工艺,尾矿浆pH值控制在12.5。使用浓缩和过滤两段脱水工艺,对尾矿矿浆进行脱水,形成滤饼,用皮带输送机运至库区,进行干式堆坝。
1.1 原矿化学分析
原矿多元素化学分析结果见表1。

表1 矿石多元素分析结果 %
1.2 黄铁矿单矿物化学组成分析
取矿石提纯黄铁矿并进行分析,结果见表2。
所测矿样数黄铁矿7个,平均值为矿物总体数的测试平均值。

表2 矿石提纯单矿物化学分析结果
黄铁矿的纯矿物含S 53.45%,所研究矿石单矿物最低含S 44.54%,平均48.69%,纯度91.09%,说明其单体纯度高,浮选后,精矿品位达标的可能性很大;黄铁矿的纯矿物含Fe 46.55%,所研究矿石单矿物最低含Fe 39.30%,平均42.75%,纯度91.84%,说明硫精矿中含铁品位也能提高;平均硫铁比为1.14∶1,较低,属于易选硫化铁矿物。
1.3 尾矿原料化学多元素分析
铅锌浮选尾矿原料化学元素分析见表3。

表3 铅锌尾矿矿样化学多元素分析结果%
根据表3中数据可知,尾矿中含有价元素较少,除黄铁矿外,其它均无回收价值。
2 小型闭路试验
2.1 工艺流程
确定回收黄铁矿的小型闭路试验流程为一次粗选、一次扫选、三次精选,如图1所示。试验指标见表4,达到一级品标准。

图1 回收硫的小型闭路试验流程和药剂用量

表4 选硫小型闭路试验指标 %
2.2 药剂制度
选用浓硫酸(10 kg/t)作活化剂,乙基(60 g/t)和丁基黄药(10 g/t)组合作捕收剂,2#油(20 g/t)作起泡剂,重铬酸钾(15 g/t)作方铅矿的抑制剂,硫酸锌(15 g/t)、亚硫酸钠(30 g/t)、硫化钠(30 g/t)组合抑制闪锌矿,如图1所示。
2.3 活化机理
高碱条件下,黄铁矿表面生成CaSO4、Ca(OH)2、Fe(OH)3等亲水组分而被抑制。活化剂通过降低及与黄铁矿表面抑制膜中的Ca2+、Fe2+、Fe3+形成难溶盐或配合物从表面脱附,消除黄铁矿表面的氢氧化物和氧化物,暴露出黄铁矿新鲜表面而起活化作用。硫酸是强酸,可大大降低矿浆pH值,消除黄铁矿表面氢氧化物,又能与表面的Ca2+生成难溶盐[1]。
2.4 矿浆pH值对选硫回收率的影响
当pH≥8.25时,尾矿中硫含量增高,回收率低,如矿浆pH值分别为8.25和8.75时,回收率分别仅为59.82%和51.88%;矿浆pH降至6.75左右时,硫回收率趋于最大值,达到77.39%;矿浆pH≤6.25时,浓硫酸、黄药消耗量增大,回收率有所降低,为72.66%。详见表5。

表5 矿浆pH值对选硫回收率的影响
硫回收率与矿浆pH值的关系如图2所示。

图2 硫回收率与矿浆pH值关系
2.5 捕收剂对选硫指标的影响
捕收剂对选硫指标的影响见表6。
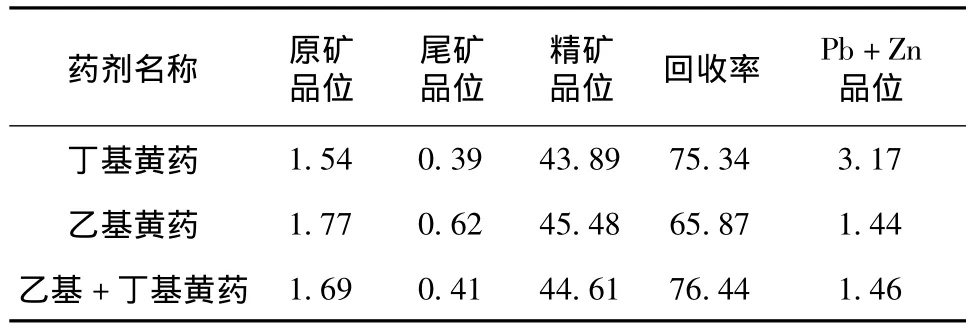
表6 不同黄药小型闭路试验指标 %
从表6中数据可知,使用丁基黄药作捕收剂,硫的回收率较高,但硫精矿中含铅、锌品位较高,说明捕收力强,含杂难以抑制;用乙基黄药作捕收剂,硫精矿品位好,但回收率较低;采用乙基+丁基黄药组合捕收剂使用,效果理想。
2.6 抑制剂对选硫品质的影响
铅锌分选尾矿中含铅约 0.12%,含锌约0.18%,在不加抑制剂的试验中,硫精矿中铅、锌含量为3.87%,加抑制剂后铅锌含量降至1.46%,达到一级品含杂标准。
3 生产实践
选锌结束后,在尾矿浆自流砂泵池的同时,将浓硫酸也加入泵池,以延长硫酸与矿浆中被抑制黄铁矿的作用时间。用砂泵把矿浆扬送至1#搅拌槽,进入选硫系统进行黄铁矿选矿,精矿产品自流入沉淀池自然脱水,生产流程如图3所示。2013年3~11月指标见表7,获得平均精矿品位44%以上、回收率达到79.93%、含杂1.38%的硫精矿,优于小型闭路试验指标。

图3 工业生产流程图
4 经济效益评估
1.投资。已有设备:SF-2.8型浮选机11台变压器1台。新增设备:搅拌槽3台、砂泵2台(备用1台)、管道、电缆线等累计投资约40万元。
2.选矿收益。尾矿量1 050 t/d,含硫综合品位1.80%,硫精矿品位44.36%,回收率79.93%,年生产按330 d计算,可获到一级硫精矿约1.12万t/d,按厂内交货价格300元/t,收入约336万元/a。

表7 生产指标 %
3.加工成本。浮选药剂3 902.42元/d,生产用水300元/d,用电2 229.12元/d,人工费约547.95元/d(5万元/a×4人),合计为6 979.49元/d,共计230.32万元/a。
4.节约费用。原尾矿回水属于高碱性,用碳铵进行处理后循环使用。综合回收硫资源后,尾矿浆pH值降至7左右,不再添加碳铵进行水处理,节约水处理费用约15.25万元/a(173.25 t/a×880元/t,碳铵原添加量为0.5 kg/t),节约阻垢剂费用约4.48万元/a(2.75 t/a),节约尾矿脱水费用约11万元/a。累计节约费用约30.73万元/a。
5.经济效益。效益=选矿收益+节约费用-加工成本=336+30.73-230.32=136.41万元/a,扣除税费后,约半年可收回投资。
5 结语
1.采用一次粗选,一次扫选,三次精选浮选流程,选别铅锌尾矿中的黄铁矿,用浓硫酸作活化剂,乙基黄药与丁基黄药组合作捕收剂,回收率达79.93%,添加少量抑制剂,以降低硫精矿中铅、锌杂质,每年约获得一级硫精矿1.12万t。
2.为企业增加收入 336万元/a,增加效益136.41万元/a。
3.综合回收尾矿中的硫资源,实现了有价资源吃干榨尽的目的,节约了尾矿脱水处理费用,延长了尾矿库服务年限;尾矿浆pH值由12.5降至7左右,节约了回水处理费用,改善了环境。
[1] 戴晶平,刘侦德.铅锌选矿技术[M].长沙:中南大学出版社,2010.
猜你喜欢
选煤技术(2022年3期)2022-08-20
大电机技术(2021年5期)2021-11-04
化工环保(2021年3期)2021-06-17
矿产勘查(2020年9期)2020-12-25
矿产勘查(2020年5期)2020-12-19
矿产综合利用(2020年1期)2020-07-24
金属矿山(2020年2期)2020-04-13
中国交通信息化(2019年3期)2019-06-18
中国钼业(2018年4期)2018-08-24
世界有色金属(2018年9期)2018-07-12

- 湖南有色金属的其它文章
- 基于DIMINE三维矿业软件的普朗铜矿基建采掘工程网络计划编制