基于大离焦模式的Nd:YAG激光-MAG复合热源焊接工艺
2014-03-23 06:39掌丽华雷振秦国梁
机械制造文摘(焊接分册) 2014年3期
掌丽华,雷振,秦国梁
(1.徐工机械建设机械分公司,江苏 徐州 221004;2.机械科学研究院哈尔滨焊接研究所,黑龙江 哈尔滨 150028;3.山东大学材料连接技术研究所,山东 济南 250061)
0 前言
激光-电弧复合热源焊接是由英国学者Steen于20世纪70年代末提出的[1],经过20多年的研究与发展,该项焊接技术日益成熟,并逐渐发展成为一种新型、优质、高效的焊接技术。目前,该焊接技术已经在造船、汽车制造、石油化工管道焊接、压力容器制造、航空航天等领域得到了较为广泛的应用[2-5]。
从目前的研究和应用状况来看,激光-电弧复合热源焊接中所用的激光器主要为YAG固体激光器和CO2激光器。在激光-电弧复合热源焊接过程中,激光束的光斑直径尽可能小,得到的激光功率密度非常高,以此来获得最大的焊缝熔深。与传统电弧焊相比,小光斑激光-电弧复合热源焊接可以显著增大焊缝熔深,提高焊接过程的稳定性,并提高焊接生产效率。尽管半导体激光器具有体积小、价格相对便宜的优点,但是由于半导体激光器产生的激光光斑较大,照射在被焊工件上的激光功率密度相对较低,因此半导体激光器在激光-电弧复合热源焊接领域没有得到推广应用。
基于大离焦模式的激光-电弧复合热源焊接技术的研究有望将体积小、价格相对便宜的半导体激光器应用于激光-电弧复合热源焊接,因此研究大离焦激光-电弧复合热源焊接工艺具有重要的现实意义。
1 试验设备、材料及方法
试验所用激光器为德国HASS公司生产的最大额定功率为2 kW的HL2006D型Nd:YAG激光器,试验中采用焦距为200mm的激光头;所用焊机为奥地利Fronius公司生产的TPS5000型数字化焊机,焊接过程采用脉冲MAG焊,熔滴过渡频率为1滴/脉冲。
试验材料为Q235钢,试板尺寸为400mm×200 mm×10mm;焊丝为ER50-6碳钢MAG焊丝,直径1.2 mm。本试验通过改变焊接参数在试板上进行堆焊试验,对得到的焊缝熔深、熔宽及余高进行测量,以此来研究大离焦激光-电弧复合热源焊缝成形规律。试验过程中激光离焦量△z=+7mm(规定激光束焦点在工件上表面之上为正离焦)固定不变,Nd:YAG激光离焦量与光斑半径的关系可由如下公式确定:

式中:R0为激光束焦点半径(m);△z为离焦量(m)。
对于焦距f=200mm的透镜,聚焦激光束的焦点半径光斑直径R0=0.3×10-3m。经上述公式计算离焦量△z=+7 mm时,激光束在工件上表面的光斑直径d=1.73mm。
2 试验结果与分析
2.1 电弧功率对焊缝成形的影响
在1.5m/min的焊接速度下,固定激光功率(P=2 kW),通过调节送丝速度来改变电弧功率,从而研究电弧功率对焊缝成形的影响。从焊缝的表面成形状况来看,随着电弧功率的增大,无论是大离焦Nd:YAG激光-MAG复合热源焊缝还是单独MAG焊缝,表面成形越来越差,当焊接电流超过400 A后,在1.5m/min的焊接速度下焊缝都不能很好地成形。但是,在电弧功率合适的情况下,大离焦激光-电弧复合焊缝成形良好,图1是在其他焊接参数相同的条件下得到的焊缝成形照片,其中,图1a为大离焦Nd:YAG激光-MAG复合热源焊缝成形,主要焊接参数为:激光功率2 kW,焊接速度1.5m/min,焊接电流206 A,电弧电压26.2 V;图1b为其他焊接参数相同的条件下的单独MAG焊焊缝成形,主要焊接参数为:焊接速度1.5m/min,焊接电流224 A,电弧电压25.6 V。通过对两条焊缝成形的比较可以看出,大离焦Nd:YAG激光-MAG复合热源焊缝成形美观,而相同条件下的单独MAG焊缝已经不能很好地成形。
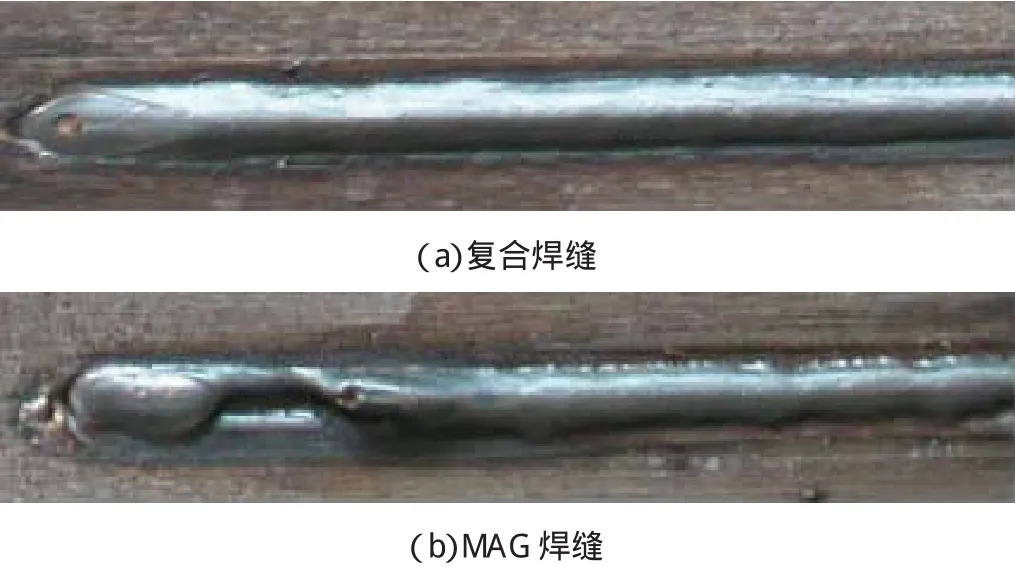
图1 焊缝成形照片
图2为本次试验得到的焊缝熔深随电弧功率的变化曲线。从图2中可以看出,除复合曲线中最后一个点(该点可能是因焊缝成形不好而出现的测量误差造成的),在相同的电弧功率下复合焊缝熔深要大于单独MAG焊焊缝熔深,而且这种现象在小电弧功率时更为明显,在电弧功率小于6 kW时,复合焊缝熔深约为单独MAG焊缝熔深的一倍左右。

图2 焊缝熔深随电弧功率变化曲线
图3为本次试验得到的焊缝熔宽随电弧功率的变化曲线。从曲线可以看出,略去曲线上最后一组有出入的点,大离焦Nd:YAG激光-MAG复合焊缝熔宽要大于相同电弧功率下单独MAG焊缝熔宽。
2.2 焊接速度对焊缝成形的影响
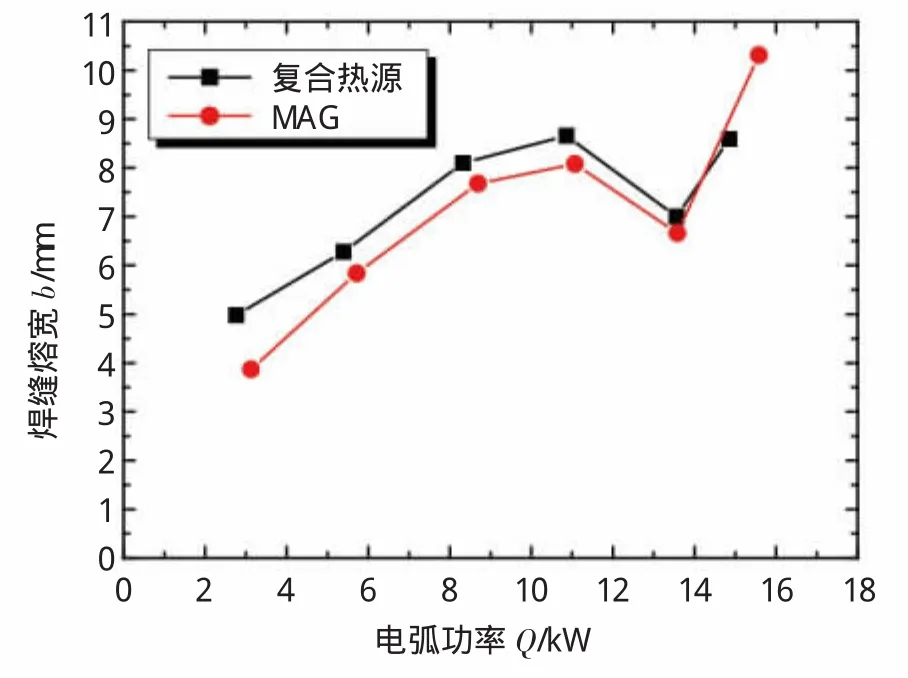
图3 焊缝熔宽随电弧功率变化曲线
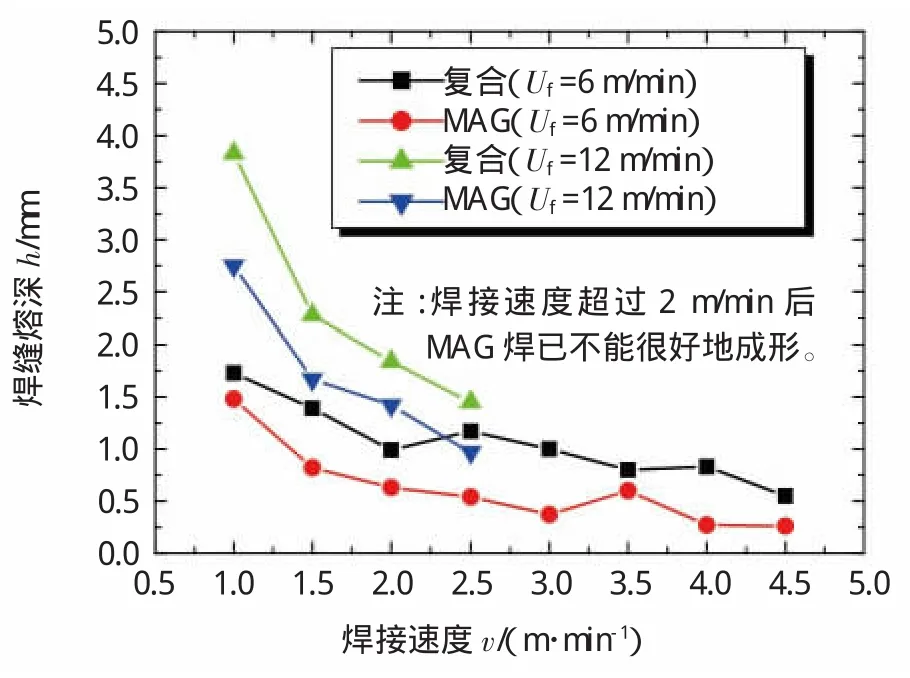
图4 焊缝熔深随焊接速度的变化曲线
图4为焊缝熔深随焊接速度的变化曲线。从图4中我们可以看出,复合焊缝熔深总是大于相同焊接速度下MAG焊熔深。这种现象在激光与小功率电弧(送丝速度Uf=6m/min,焊接电流为160 A左右)复合的情况下更为明显,此时大离焦Nd:YAG激光-MAG复合焊缝熔深约为相同条件下单独MAG焊缝熔深的一倍左右;激光与大功率电弧(Uf=12m/min,焊接电流为300 A左右)复合的情况下,大离焦Nd:YAG激光-MAG复合焊缝熔深略大于相同条件下的单独MAG焊缝熔深,焊缝熔深约增加30%~40%。图5为焊缝熔深随焊接热输入的变化曲线。从图5中曲线可以看出,大离焦Nd:YAG激光-MAG复合焊缝熔深要大于相同焊接热输入下的单独MAG焊缝熔深,从而能够说明大离焦激光-电弧复合热源焊接中,激光与电弧两种热源并不是简单的叠加,激光与电弧之间仍然存在着一系列的相互作用。
图6为焊缝熔宽随焊接速度的变化曲线。从图6中可以看出,大离焦激光与小功率电弧(Uf=6m/min)复合时的复合焊缝熔宽要明显大于相同条件下单独MAG焊缝熔宽;而大离焦激光与大功率电弧(Uf=12 m/min)复合时,只有在低速(焊接速度小于1m/min)时,复合焊缝熔宽才大于相同条件下单独MAG焊焊缝熔宽。图7为焊缝余高随焊接速度的变化曲线。从图7中可以看出,大离焦Nd:YAG激光-MAG复合热源焊缝余高要小于相同条件下单独MAG焊焊缝余高。综合焊缝熔宽、焊缝余高随焊接速度的变化的规律可以发现,与相同焊接条件下的MAG焊相比,大离焦Nd:YAG激光-MAG复合热源焊接能够明显改善焊缝的表面铺展性。

图5 焊缝熔深随焊接热输入的变化曲线

图6 焊缝熔宽随焊接速度的变化曲线

图7 焊缝余高随焊接速度的变化曲线
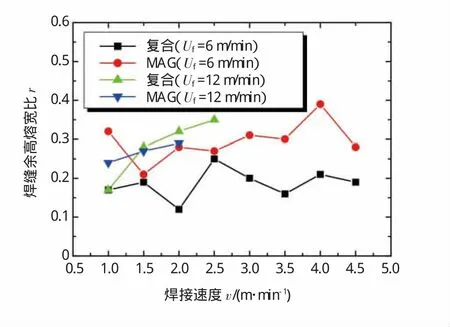
图8 焊缝的余高熔宽比随焊接速度的变化曲线
为了更好地研究焊缝的铺展性,我们用焊缝的余高熔宽比r来反映焊缝铺展性的好坏,焊缝余高熔宽比越小,说明焊缝金属的铺展性越好。图8为焊缝余高熔宽比随焊接速度的变化曲线。从图8中可以看出,大离焦激光与小功率电弧(Uf=6m/min)复合时的复合焊缝余高熔宽比要明显小于相同条件下单独MAG焊焊缝余高熔宽比,从而说明复合焊缝的铺展性好;大离焦激光与大功率电弧(Uf=12m/min)复合时,只有在较低的焊接速度(焊接速度小于1m/min)下,复合焊缝的余高熔宽比才明显小于相同条件下单独MAG焊焊缝余高熔宽比。图9为试验中在1m/min的焊接速度下送丝速度为6m/min时得到的焊缝横截面。其中,图9 a为大离焦Nd:YAG激光-MAG复合热源焊缝横截面,图9 b为相同条件下单独MAG焊缝横截面。从图9中可以看出,大离焦Nd:YAG激光-MAG复合热源焊缝成形明显优于单独MAG焊缝成形,具体表现在复合焊缝熔深、熔宽较大,焊缝余高合适,焊缝的铺展性良好,可改善接头的疲劳性能。
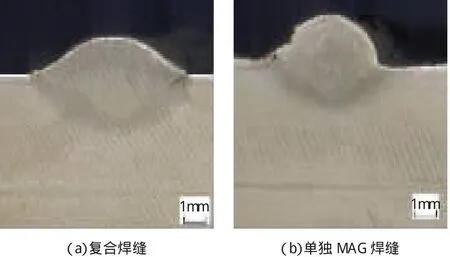
图9 焊缝横截面照片
3 结论
(1)与相同条件下的MAG焊相比,大离焦(d=1.73 mm)Nd:YAG激光-MAG复合热源焊接,可以提高焊接过程稳定性,增加焊缝熔深。
(2)大离焦Nd:YAG激光与中小功率电弧复合时,激光与电弧的相互作用明显,焊缝成形良好;大离焦Nd:YAG激光与大功率电弧复合时,在较低的焊接速度(焊接速度小于1m/min)下,激光与电弧的相互作用显著,焊缝成形美观,当焊接速度超过1.5m/min后,焊接过程稳定性变差,焊缝成形不好,甚至不能很好地成形。
(3)与单独MAG焊相比,大离焦Nd:YAG激光-MAG复合热源焊接能显著地改善焊缝表面成形,提高焊缝金属的铺展性。
[1] SteenW M.Arc augmented laser processing of materials[J].Journal of Application Physics,1980,51(11):39-47.
[2] Nobuguki Abe,Yasushi Kunugita.Dynamic observation of speed laser-arc combination welding of thick steel[C].Section G-ICALEO,1997,155.
[3] U.Dilthey.Prospect by combing and coupling laserbeam and arc welding processes[J].Welding in the World,2000(3):37-46.
[4] Haferkamp H,Ostendorf A.Nd:YAG laser MIG hybrid welding of zinc-coated fine sheet metal and magnesium materials[J].Laser Opto,2001,33(1):61-63.
[5] Bruggemann G,Mahrle A.Comparison of experimental determined and numerical simulated temperature fields for quality assurance at laser beam welding of steels and aluminum alloying[J].NDT&E International,2000,33(1):453-463.
[6] 秦国梁.Nd:YAG激光薄钢板深熔焊接小孔特征及同轴视觉传感[D].哈尔滨:哈尔滨工业大学,2004.
猜你喜欢
汽车实用技术(2022年13期)2022-07-19
智能建筑电气技术(2022年2期)2022-02-06
煤气与热力(2021年3期)2021-06-09
焊接(2020年9期)2020-12-28
制造技术与机床(2019年9期)2019-09-10
电子制作(2019年10期)2019-06-17
电子制作(2017年22期)2017-02-02
电子制作(2017年19期)2017-02-02
焊接(2015年8期)2015-07-18
中国工程咨询(2015年2期)2015-02-14