
一种基于OpenGL的飞机部件定位系统仿真
2014-03-28 01:53唐文杰赵宇张邦民
电子设计工程 2014年8期
唐文杰,赵宇,张邦民
(南京航空航天大学机电学院,江苏南京210016)
随着飞机装配技术的发展,不断提高装配柔性化与自动化水平成为大型飞机制造的必然趋势,而发展装配机器人必将推进装配柔性自动化的进程,促进飞机装配技术革命性的变化,为我国的国民经济带来巨大的经济效益和社会效益,为提升企业的国际竞争力发挥重大作用[1-3]。作为柔性装配系统的一部分,如何获得一种高精度、高刚度的定位系统对于我国飞机装配技术的发展无疑是至关重要的。为进行此方面的探索,一种具有3个平移自由度的高刚度三自由度并联机构Tripod[4]被用来搭建成一套飞机部件定位仿真系统。
1 开发环境Qt和OpenGL简介
整个仿真系统是在集成开发环境Qt软件下编写的。Qt是一个跨平台的C++图形用户界面应用程序框架。它提供的信号与槽机制能够十分方便的搭建图形用户界面,它同Windows平台上的MFC是同类型的东西。Qt自带OpenGL库,只需要重写内置的关于OpenGL的虚函数就能够方便的建立三维模型。OpenGL(全写Open Graphics Library)是一个跨编程语言、跨平台的编程接口,它用于三维图象(二维的亦可)的显示,是专业的图形程序接口,是一个功能强大,调用方便的底层图形库。
2 四元数球面线性插补算法
由于飞机部件(中央翼盒、左中外翼、右中外翼等)一般是大体积大质量物体,在对其进行位姿调整过程中应十分注意运动的平稳性。否则不仅严重影响调整的精度,甚至会导致飞机部件外形的变形。而在欧拉空间中,线性插补是非均匀的,并不能满足平稳性要求。为此,可以引入球面线性插补算法[5],将此算法运用于四元数,即所谓四元数球面线性插补算法。对飞机部件的转动采用四元数球面线性插补可以使其绕某一定轴作匀角速度旋转,意味着在此阶段可以实现飞机部件零角加速度的旋转,位姿调整的平稳性要求得到满足。
2.1 四元数球面线性插补概述
先用首末矢量q0和q1(分别代表飞机部件的初始和目的姿态四元数)定义一个与q0垂直的单位矢量q′1,各矢量之间关系如图1所示。

由图1,导出插补量q(t)的表达式为
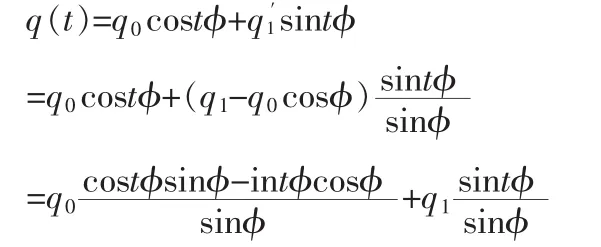
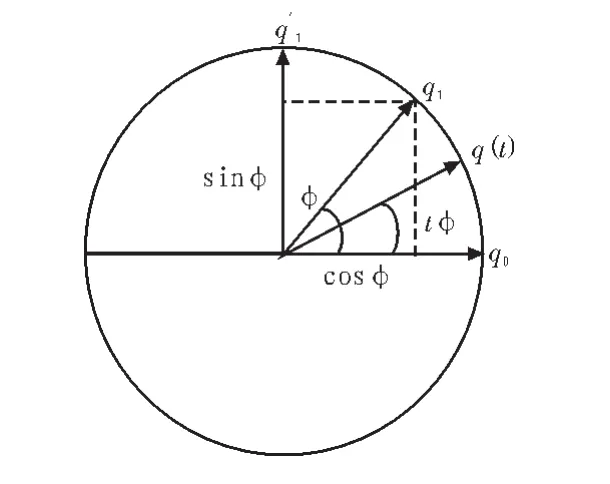
图1 三矢量之间的关系Fig.1 Relationship among three vectors

q0与q1均相对于全局坐标系。现以q0表示的姿态为参考坐标系,则q0,q1此参考坐标系下的四元数表示为

式中cosφ=cos(θ/2),把式(3)代入至插补公式(2)中,可得:
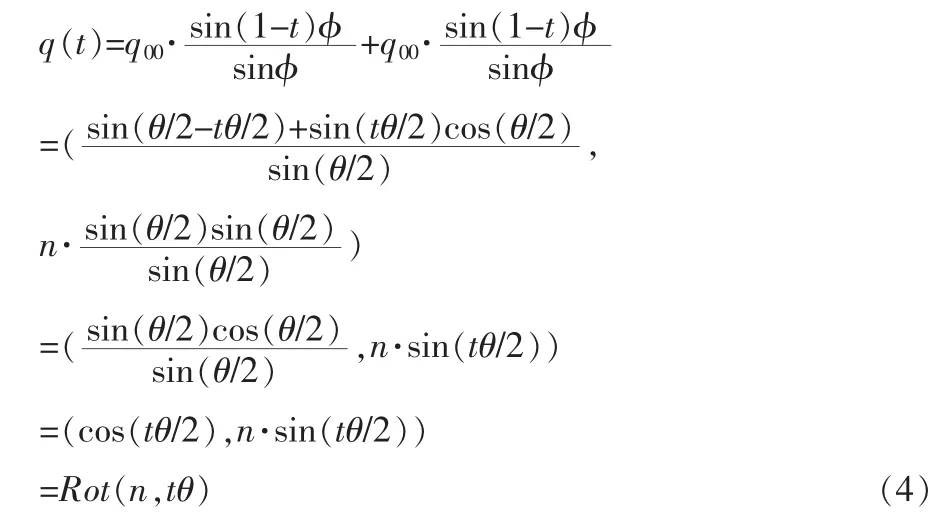
由式(4)可知,四元数球面线性插补其实是绕固定轴转动,当t从0到1均匀变化时,飞机部件从初始姿态q0绕固定轴n匀速旋转θ后到达目的姿态q1。最后要将q(t)复原为全局坐标系,只需进行坐标变换:q0⊗q(t)即可。
2.2 四元数球面线性插补在程序中的实现
在OpenGL中物体的旋转是采用欧拉角来实现,所以应先将飞机部件的欧拉角转化为四元数形式,进行四元数球面线性插补,得到四元数形式的插补量,然后再转化为欧拉角形式,以供OpenGL显示飞机部件的姿态。具体流程如图2所示。

图2 四元数球面线性插补流程Fig.2 Quaternions spherical linear interpolation flow chart
3 仿真系统软件设计
Tripod机构外形比较复杂,如图3所示。机构中每组杆由主动杆和从动杆构成,从动杆跟随主动杆运动。为方便建模分析,也因其在运动学上与3-UPU并联机构的相似性,可将其简化为3-UPU形式,如图4。整个定位系统与飞机部件的连接方式采用多点阵真空吸盘式柔性工装[6-7]。
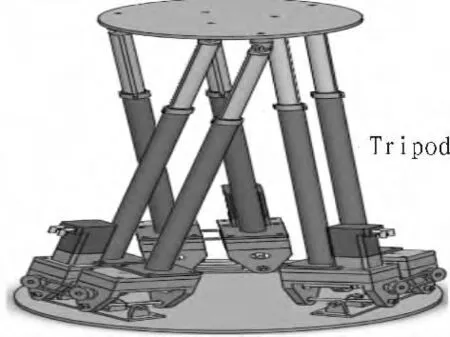
图3 Tripod模型Fig.3 Tripod model
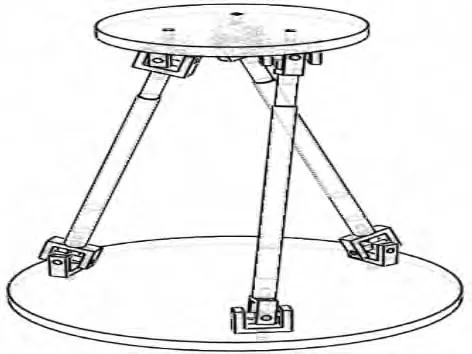
图4 运动学等效后的TripodFig.4 Tripod after kinematic equivalence
由于OpenGL自身的建模能力十分有限,用OpenGL自带的函数完成建模非常不方便,甚至无法完成。为解决此问题,先用三维软件Pro/Engineer分别作出各个部件的三维零件图,保存为OBJ文件格式。再编写一个数据接口类来读入并显示OBJ文件,在程序中用各部件之间的几何约束关系来规定各部件的运动方式,实现各部件的有序运动。飞机部件的运动方式是先转动再平移。
3.1 软件整体流程设计
软件采用面向对象和模块化的编程方式,便于修改和升级。具体流程如图5所示。
3.2 软件界面及仿真效果
软件界面及仿真效果如图6所示。飞机部件(为清楚显示其下方的真空吸盘,飞机部件采用线框显示)下方为3个Tripod(简化为3-UPU形式)支撑,各Tripod与飞机部件采用真空吸盘连接。
3.3 轨迹分析
在一定范围内任取起止欧拉角进行四元数球面线性插补,将此过程中飞机部件上一点的运动坐标导入Matlab中,得到其轨迹如图7所示。此轨迹是一条光滑的空间曲线。
为验证四元数插补点在同一平面上,假设插补点总数为N,按任意顺序两两一组分成N/2组。每组两个点坐标相减,得到N/2个向量。任取两个向量求得法向量,然后求取此法向量与其它向量的夹角。按此思路编写Matlab程序并运行得曲线如图8。可见各向量与法向量夹角集中在90度附近,最大误差不超过0.4%。考虑到浮点数据在Matlab运算过程中的舍入误差,实际误差会更小,因此可以认为所有插补点均在一个平面内。

图5 软件流程图Fig.5 Software flow chart

图6 软件界面及仿真效果图Fig.6 Software interface&simulation effect
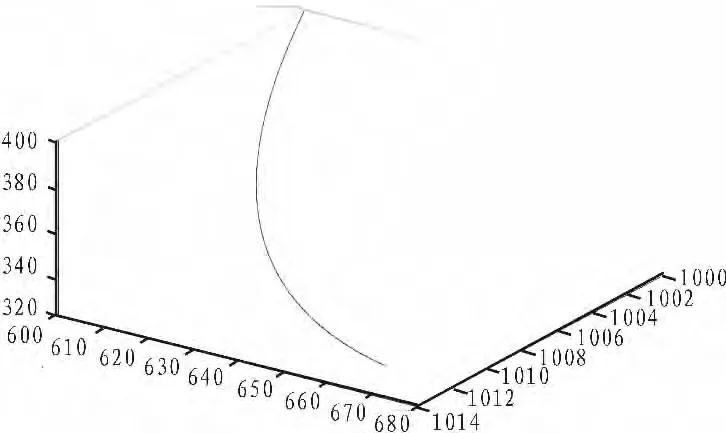
图7 飞机部件上任意点轨迹Fig.7 Arbitrary point trajectory of aircraft component
在所有插补点均在同一平面的基础上,为验证所有插补点均在同一圆周,可以先由6个点通过方程组(5)得到圆心。
式中,(ai,bi,ci)为任意的插补点坐标,i=1,2,3,4,5,6,为圆心坐标。
然后求取各点到圆心的距离。按此思路编写Matlab程序并运行得到曲线图9。可见插补点到圆心的距离大约集中在[759.951,759.957]之间,波动幅度仅为0.006,同样,考虑到误差的影响此波动幅度应更小。由上所述,证明四元数插补达到了预期的效果。
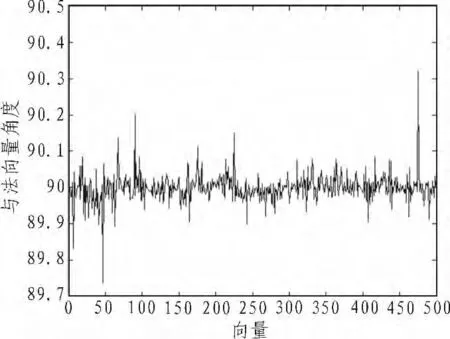
图8 插补点向量与法向量夹角Fig.8 Angle between interpolation points and normal vector
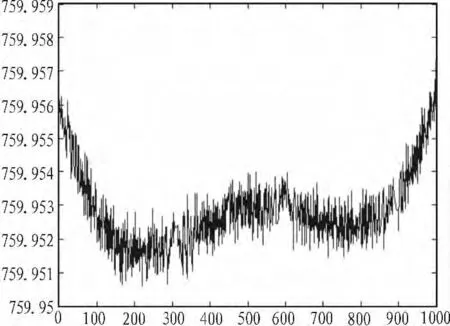
图9 插补点与圆心距离Fig.9 Distance between interpolation points and circle center
4 结论
仿真系统利用Qt和OpenGL成功的建立了一个仿真平台,利用三自由度的Tripod搭建了一个定位系统,采用四元数球面线性插补算法来实现飞机部件姿态调整[8]时的平稳运动。着重分析和验证了此插补算法的实现过程和插补效果。从最后的结果来看,达到了预期的仿真目的,为此方面的更深入研究和应用提供了依据。
[1] 邹冀华,刘志存,范玉青.大型飞机部件数字化对接装配技术研究[J].计算机集成制造系统,2007,13(7):1367-1373.ZOU Ji-hua,LIU Zhi-cun,FAN Yu-qing.Large-sizeairplane partsdigital assemblytechnology[J].Computer Integrated Manufacturing Systems,2007,13(7):1367-1373
[2] 邹冀华,刘志存,范玉青.大型飞行器舱段数字化装配方法[J].制造业自动化,2007,29(1):1-4,24 ZOU Ji-hua,LIU Zhi-cun,FAN Yu-qing.Digital assembly method for largeaerocraftsection[J].ManufacturingAutomation,2007,29(1):1-4,24.
[3] 郭恩明.国外飞机柔性装配技术[J].航空制造技术,2005(9):28-32.GUO En-ming.Aircraft flexible assembly technology of foreign countries[J].Aeronautical Manufacturing Technology,2005(9):28-32.
[4] 洪超,吴洪涛.Tripod并联定位器刚度分析及其在飞机装配中的应用[J].应用科技,2011,38(6):58-61.HONG Chao,WU Hong-tao.Stiffness analysis of Tripod parallel positioned and applications in aircraft assembly[J].Applied Science and Technology,2011,38(6):58-61.
[5] Andrew J.Hanson.Visualizing Quaternions[M].Elsevier Inc,2006.
[6] 秦龙刚,陈允全,姚定.飞机装配先进定位技术[J].航空制造技术,2009(14):55-57.QIN Long-gang,CHEN Yun-quan,YAO Ding.Advanced positioning technology for aircraft assembly[J].Aeronautical Manufacturing Technology,2009(14):55-57.
[7] 周凯.飞行器大型薄壁件制造的柔性工装技术[J].航空制造技术,2012(3):34-39.ZHOU Kai.Flexible tooling and fixture technology of large thin-wall part manufacturing for aircraft[J].Aeronautical Manufacturing Technology,2012(3):34-39.
[8] 张伟,陈锋,马军强,等.轨姿控发动机脉冲后效冲量快速算法的研究及应用[J].火箭推进,2012(1):51-56.ZHANG Wei,CHEN Feng,MA Jun-qiang,et al.Research and application of fast algorithm for pulse residual impulse of divert and attitude control engine[J].Journal of Rocket Propulsion,2012(1):51-56.
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23
装备制造技术(2020年4期)2020-12-25
石家庄铁路职业技术学院学报(2019年3期)2019-10-30
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2018年9期)2018-09-19
中等数学(2018年1期)2018-08-01
海外华文教育(2017年6期)2017-08-07
数学教学通讯·初中版(2014年1期)2014-02-14
物理与工程(2011年5期)2011-03-25
