
基于多丝束预浸铺放机构的恒张力控制技术研究
2014-03-29 05:45刘林阴邵峰杨猛
机电工程 2014年4期
刘林阴,邵峰,杨猛
(1.郑州科技学院电气工程学院,河南郑州450064;2.郑州华力信息技术有限公司研发部,河南郑州450006)
0 引言
树脂基复合材料自1932年在美国诞生后,至今已有70多年的历史,由于其具有很高的比强度、比模量、抗疲劳、耐腐蚀以及可设计性强等特点,自发明之时就被用于军工、航空航天以及化工等领域[1]。目前,树脂基复合材料已成为航天航空领域与铝合金、钛合金和钢并驾齐驱的四大结构材料之一。自动纤维铺放技术是飞机复合材料构件自动化成型的关键技术之一,又可分为自动纤维丝铺放和自动纤维带铺放技术。前者适用于平面型、低曲率的曲面型或者准平面型复合材料构件的铺层制造;后者综合了自动纤维缠绕与自动纤维带铺放两者的优点,可实现复杂曲面型复合材料构件的铺层制造[2-3]。
本研究根据我国复合材料构件应用发展需求,介绍一种多丝束预浸铺放技术,选用宽度为3.2 mm的数根碳纤维丝束为原料,丝束浸渍树脂胶液后在铺放头的直线运动和芯模旋转运动的协调下从芯模的一端被平稳、无离缝地铺叠至芯模的另一端,完成铺放过程。在缠绕、成型过程中,张力与制品的强度、致密度、疲劳性以及一致性有着密切的关系,对制品性能的影响极大[4-5],为保持张力恒定,丝束管由伺服电机带动,芯模由变频电机带动,双电机只要速度协调即可保证张力稳定。为此,采用闭环控制方法,由PLC、光电编码器、张力传感器、FR93、周波发生器、固态继电器等组成的控制系统实现纤维丝束的全自动恒张力铺放。系统可根据速度匹配任意改变铺放角度,多层次网状铺放。
1 多丝束铺放机整体设计
纤维缠绕成型具有高效率、高自动化和低成本的优点,在缠绕过程中必须满足3个条件[6]:①落丝稳定,纤维轨迹必须满足曲面测地线或准测地线,从而限制了纤维方向的设计自由度;②纤维连续缠绕,纤维分步的周期性限制了成型厚度及分步的设计自由度;③缠绕张力恒定,缠绕过程中如制件形状发生改变,应及时调节给丝速度,保证张力恒定。
本研究根据上述条件,制定纤维铺放工艺,介绍一种多丝束预浸铺放系统的工艺及结构。
1.1 铺放工艺
浸渍树脂胶液的碳纤维丝束带经加热后垂直于芯模中心轴线被依次铺放,即当芯模旋转1周,预浸丝束带被铺放至芯模宽度为n×3.2 mm(单丝束宽度为3.2 mm,丝束总数为n),当芯模第2周,铺放头被轴向移动n×3.2 mm,依次循环下去,便可以使预浸丝束带从芯模的一端铺放至芯模的另一端,即完成1次单层铺放。铺放过程中要求实现无离缝、恒张力、满铺放的控制要求。铺放工艺如图1所示。

图1 铺放工艺
1.2 铺放机总体结构
根据铺放工艺,多丝束预浸铺放机总体结构如图2所示,该装置包括两大部分:①纤维铺放部分,芯模由变频电机带动做旋转运动;②工作台部分,工作台安装在丝杠上,伺服电机带动丝杠将旋转运动转化为工作台的横向直线运动。其中,工作台上安装有以下几个装置:①送丝装置,由8导丝管和9丝束管组成,导丝管送丝速度由伺服电机控制,丝束管负责将单根丝束排列为整齐、无离缝、无叠加的丝束带;②测压装置,由6导轮和7压力传感器组成,负责实时检测丝束带的张力,转化为电信号传送至控制中心PLC,控制导丝管伺服电机转速以达到张力恒定的要求;③浸渍胶液装置,该装置由5胶槽完成碳纤维丝束的预浸;④夹紧装置,该装置由3压紧辊和4夹持辊组成,夹持棍可去除丝束多余胶液,压紧辊负责将预浸丝束带压紧以便平稳传送;⑤加热装置,纤维铺放成型时铺放头和加热增粘器构成一个整体,把预浸丝束碾压至芯模表面,并排出气泡。

图2 铺放机总体结构示意图
由于工艺过程复杂,实现困难,据此,分析铺放过程提出如下基本要求:
(1)芯模旋转与丝杠横向运动一起完成对丝束带的定位,控制变频电机速度与丝束随丝杠横向运动速度相协调以保证丝束搭接的准确性;
(2)丝束带的张力大小由固定在丝束管上面的伺服电机与芯模电机的速度差产生,必须保证速度的稳定性才能保证铺放时应有的张力;
(3)热风温度在预定的温度范围内,温度过大会引起胶液脱落而过小会影响预浸带的柔软性。
2 纤维铺放恒张力控制策略
在缠绕、成型过程中,张力与制品的强度、致密度、疲劳性及一致性有着密切的关系,对制品性能的影响极大,国内方面,西工大、哈工大等均在精密张力控制系统方面进行了大量的研究工作,并取得阶段性成果,国外方面,法国已开发出一种用于粗纱的张力控制系统[7]。纤维铺放系统采用张力闭环和转速闭环控制方法,基于模糊自整定PID控制算法使预浸丝束带张力在2%~5%范围内波动,响应速度、超调量、稳态时间都达到最佳。
2.1 铺放过程张力分析
在铺放的过程中,应对预浸带施加合适的张力,目的是使预浸带产生一定的预张力,保证各层预浸带处于等张力状态,进而保证各层预浸带在芯模上按规定线型排列,以达到铺放成品的承载和抗疲劳要求[8]。为此本研究施加与预浸带运动方向相反的阻尼力矩,从而张紧预浸带,产生张力。
设收丝线速度为v2(m/s),放丝线速度为v1(m/s),根据胡克定律:

式中:T—丝束带张力;E—丝束带弹性模量;A—丝束带横街面积;ε—丝束形变率;L1,L0—丝束在自由状态和拉伸状态下的长度。

将上式进行拉氏变化可得:

式中:KT=EA/L0;C—时间常数的倒数。
由上述公式分析可得,要使得丝束张力恒定,必须使v2和v1保持恒速度差。多丝束预浸铺放系统中,根据要求设定收丝速度为恒定,这样,可以通过改变放丝速度v1来保证丝束带的张力恒定。当张力作为被调节对象时,张力和线速度是一个积分环节。
2.2 丝束带恒张力控制方案
根据铺放工艺介绍,利用线速度之差产生张力,速度差越大,丝束的张力就越大,对不同的铺放速度,设定拖动铺放部分的变频电机为恒速,通过调节放丝速度达到丝束带的恒张力。丝束的释放速度由伺服电机控制,根据张力传感器测量到的张力参数,输入系统控制器。控制系统组成结构图如图3所示。
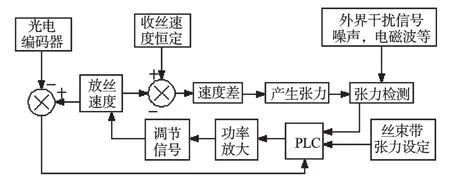
图3 控制系统组成结构图
2.3 转速闭环控制

图4 转速闭环系统组成及动态结构图
2.3.1 伺服驱动装置数学模型
调压调速通常采用晶闸管静止变流器或PWM变换器,把它们作为电力电子变换装置,看做一个环节,激励为控制电压uc,响应作为电机的电枢电压输入ud,考虑到系统的失控时间,当uc变化时,ud要到下一个周期才变化,因此,该部分实际上是一个纯滞后的放大环节。假设失控时间为Ts,则伺服驱动装置的数学模型可表示为:

2.3.2 伺服电机数学模型
在整个机电过渡过程中,电气过渡过程与机械过渡过程同时存在,又相互影响。
伺服电机的动态方程如下:

式中:u—电压,V;ia—电流,A;E—感应电动势,V;Te—电磁转矩瞬时值,N·m;L—电枢电感,H;TL—负载转矩,N·m;GD2—电动机及其他部件的飞轮转矩,N·m;n—转子转速,r/min。
基肥亩施油菜专用肥(15-15-15)或宜施壮缓释肥40公斤,硼肥(10%含量以上)0.5公斤;后期视油菜长势确定是否追肥。

对式(6~9)进行拉氏变换整理可得(初始条件为0):式中:IL—负载电流,IL=TLTm;T1—电枢回路电磁实践常数,T1=L/ra;Tm—电力拖动系统机电时间常数,Tm=GD2ra/375CeCm。
由上述公式可得伺服电动机在不考虑负载扰动时候的数学模型:

2.3.3 模糊PID控制器
(1)PID控制时最早发展起来的控制策略之一,由于其算法简单、可靠性和对模型依赖程度小,被广泛应用于工业过程。PID控制时根据给定值与实际输出值构成控制偏差,将偏差的比例、积分和微分通过线性组合构成控制量,对被控对象进行控制[9-10]。
常规数字PID控制规律为:

式中:Kp—比例系数,Kd—微分系数,Ki—积分系数,e(k)—偏差值。
(2)模糊自整定PID控制。
模糊控制时基于操作者或专家的控制经验和知识,用语言表示为控制规则,用这些规则去控制系统,因此模糊控制特别适用于难以获得精确数学模型或者模型非常粗糙的复杂系统的控制[11]。多丝束预浸铺放系统采用的模糊自整定PID是在PID控制算法的基础上,不断检测当前系统误差e和误差变化率Δe的大小,依据模糊推理规则实现对参数Kp′+ΔKp、Ki′+ΔKi、Kd′+ΔKd的在线调整,以满足不同时刻误差e和误差变化率对PID参数的自整定,从而达到系统最佳控制的目的,模糊自适应PID控制原理图如图5所示。

图5 模糊自适应PID控制原理图
2.3.4 干扰源
多丝束铺放系统的扰动输入有很多,可分为两大类,第一类为伺服驱动器的内阻、电枢内阻、其他环节内阻所引起的扰动、电网电压波动引起的扰动;第二类为负载卷径变化所引起的扰动,这些扰动不仅会使系统的机械特性变软,还会引起发热等现象,严重时还会损坏电机。为此,系统必须设定干扰补偿,对于第一类,干扰源位于转速闭环内部,干扰会导致电枢电流的变化,因此,在转速闭环的基础上增加电流闭环可有效地减小干扰对系统的影响。而随着铺放的进行,卷径的变化相对于第一类干扰源是明显的扰动量[12],如果只是转速闭环控制,丝束的放丝速度(v1=w·r)不断减小使Δv=v2-v1增大,丝束张力随之增大,因此由于卷径变化所引起的张力波动是造成铺放质量受影响的关键因素。
放料装置的力学模型如图6所示。预浸带由丝束管送出,其线速度为机械的工作速度ve,放料筒的线速度为v1,放料时的张力为T1。根据放卷筒的受力关系,可建立如下的动态力矩平衡方程:

式中:T1—丝束张力;MR1—等效制动力矩;MF1—摩擦力矩;r1—丝束管的半径;w1—丝束管的角速度;J1—丝束管的转动惯量,J1=JP1+J10;JP1—丝束管上纤维带材料的转动惯量;J10—丝束管芯模的转动惯量。

图6 放卷装置力学模型
设纤维带的密度为ρ,宽度为b,放卷筒的芯轴半径为r10,则:

设纤维带的厚度为δ,卷出量为l1,根据面积相等,在dt时间内:
将式(16~19)代入式(13),得:

通过上面的分析,可以知道:张力恒定过程实际上就是一个转矩控制系统,在转速调节的基础上,将转矩变化而引入的动态补偿信号施加到控制系统的综合调节器的输入端,即可实现动态补偿。
2.4 热风温度控制
浸渍胶液的丝束带经加热后被铺放,在热风给丝束带升温的过程中,温度过大会会引起树脂胶液脱落,过小则影响预浸带的黏合性[13]。本研究采用日本导电公司生产的智能PID温度控制仪表FR93、周波发生器KAC20、固态继电器、温度传感器等组成温度控制系统,对热风温度进行闭环控制。实践证明,温度在预定值内小范围内波动,偏差较小,满足工艺要求。
3 系统实现
系统采用欧姆龙CP1H系列PLC作为中心控制器,采用松下A4系列伺服电机作为驱动装置,张力传感器实时监测信号作为反馈装置,在欧姆龙CX-Programmer开发环境下编写梯形图指令,采用模糊自整定PID算法实现了多丝束预浸铺放系统的张力、转速双闭环控制,能很好的实现纤维铺放过程的张力恒定,多丝束铺放张力在100 kg~104 kg之间波动,张力效果图如图7所示,铺放效果图如图8所示。

图7 张力效果图
该系统已被应用于实践,运行结果证明,多丝束预浸铺放机铺放定位准确,丝束铺放无重叠且黏合性好,张力曲线稳定,能够达到工艺要求。多丝束预浸铺放机示意图如图9所示。
4 结束语
本研究介绍了一种多丝束预浸铺放设备的恒张力控制技术,结合铺放工艺,采用转速闭环控制方法、利用欧姆龙公司CP1H系列PLC作为中央控制器、松下A4系列伺服电机作为执行机构、基于模糊自整定PID算法实现丝束带的恒张力控制。
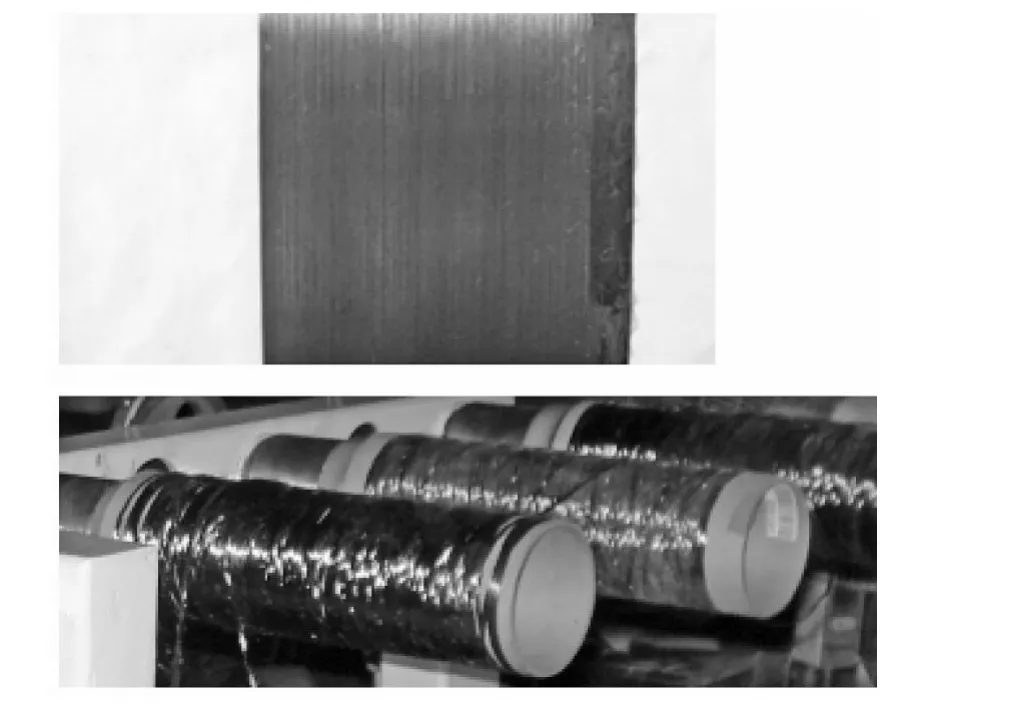
图8 铺放效果图

图9 多丝束预浸铺放机示意图
该设备已被应用于实践中,不仅能达到速度和张力的工艺要求,而且解决了系统受大惯性和干扰的影响,即保持模糊控制的灵活性,又具有PID控制的特点,铺放过程平稳、无离缝、工作可靠、故障率低。
(
):
[1]刘雄亚,谢怀勤.复合材料工艺及设备[M].武汉:武汉工业大学出版社,1994.
[2]邵忠喜.纤维铺放装置及其铺放关键技术研究[D].哈尔滨:哈尔滨工业大学机电工程学院,2010.
[3]苏祖军,梁国忠,曾金芳,等.树脂基复合材料湿法缠绕成型研究进展[J].玻璃钢/复合材料,2005(1):46-49.
[4]王庆明,孙怡.基于模糊PID控制的直流电机同步控制系统[J].机电工程,2012,29(5):493-496.
[5]王国玲,李振宇,范自道.无刷直流电机自适应模糊PID控制系统[J].机电工程技术,2013,42(2):30-33.
[6]陈华辉,邓金海,李明.现代复合材料[M].北京:中国物质出版社,1998.
[7]李革,贾元武,张建新.基于模糊神经网络的PID张力控制系统[J].纺织学报,2008,29(6):109-112.
[8]杨涛,高殿斌,李开越,等.840D复合材料铺放系统及其控制策略[J].宇航材料工艺,2008,38(3):34-36.
[9]李勇,肖军.复合材料纤维铺放技术及其应用[J].纤维复合材料,2002,9(3):39-41.
[10]朱斌,何鹏飞,朱路,等.多元高分子复合材料在旋转接头中的应用研究[J].流体机械,2013,41(11):52-55.
[11]娄春光,董林玺.基于FPGA的模糊PID控制纱线张力的应用研究[J].机电工程,2012,29(3):322-325.
[12]邵冠军,游有鹏.自由曲面构件的纤维铺放路径规划[J].南京航空航天大学学报,2005,37(S1):144-148.
[13]肖军,文立伟.树脂基复合材料自动铺放技术进展[J].中国材料进展,2009,28(6):28-32.
猜你喜欢
橡塑技术与装备(2022年2期)2022-02-14
新世纪智能(高一语文)(2020年9期)2021-01-04
微特电机(2020年11期)2020-12-30
建设监理(2020年7期)2020-02-15
电子制作(2018年17期)2018-09-28
中华诗词(2018年4期)2018-08-17
通信电源技术(2018年3期)2018-06-26
宝藏(2017年6期)2017-07-20
宝藏(2017年6期)2017-07-20
工业设计(2016年6期)2016-04-17
