
基于CBR和RBR的再制造零件修复工艺智能决策系统*
2014-04-06 12:28江志刚
制造技术与机床 2014年1期
周 敏 任 勇 张 华② 江志刚②
(①武汉科技大学机械自动化学院,湖北 武汉 430081;②武汉科技大学绿色制造与节能减排科技研究中心,湖北 武汉 430081)
随着我国经济的快速发展,资源与环境问题日益成为社会关注的焦点。再制造以产品使用报废的后半生资源最优化循环利用为目标,结合先进工程技术而进行的资源再利用、再生产的活动,其节约成本50%、节能60%、节材70%,并能够充分利用废旧产品中的价值,是解决资源与环境问题的有效途径[1-2]。再制造工艺决策对于再制造过程效率、质量、成本、资源利用率等具有重要影响,相关学者对再制造工艺方面作了一定的研究。例如,李成川等考虑废旧机电产品再制造拆卸、分类、清洗、检测、再制造加工等过程,对再制造工艺路线展开了系统性的研究[3];陈伟达等建立一个自适应模糊推理系统对产品拆卸成本、最优拆卸序列等拆卸工艺进行了研究[4];张晶等采用面向对象的着色petri 网对再制造生产资源建立OCPN 模型来完成再制造加工对象工艺设计过程[5];文献[6]从工艺知识的角度对再制造工艺知识进行分类并设计出满足企业需求的工艺知识管理系统;李成川等根据再制造工艺加工的特点及现有工艺方案获取的不足,运用多色集合理论建立了再制造工艺加工仿真模型[7];柳和生等通过对再制造系统工艺路线的不确定性问题,建立一种基于图形评审技术的再制造工艺路线模型[8]。这些文献分别从再制造工艺系统性规划、具体拆卸工艺、工艺资源与设计、工艺知识、工艺仿真及路线等方面对再制造工艺问题作了一定探讨,但都未涉及针对再制造对象的失效特征信息、零部件特征及历史工艺案例来进行再制造工艺决策的研究。事实上,由于再制造零部件在失效特征、零部件特征及历史信息等方面存在一定差异性,即使有着相同失效模式的同一零件,其修复工艺方案也可能不同,从而使得再制造零件修复工艺具有一定的不确定性与案例性。随着再制造工程实践的规模化与推广应用,如何降低工艺决策对工艺人员经验的依赖,快速准确地为不同废旧再制造零部件制定合适的修复工艺方案成为再制造工艺决策研究的重点与难点之一。
随着实例推理CBR(Case Based Reasoning)和规则推理RBR(Rule Based Reasoning)技术的发展,其在智能决策方面有较多的研究与应用[9-12],但从其研究领域与成果来看,尚未涉及再制造零件工艺决策的研究与应用。由于再制造零件修复工艺的不确定性,使得其知识规则提取困难,规则之间的冲突及组合爆炸问题难以规避,而引入实例推理,通过建立实例库储存各具体工艺情况下的工艺实例,可以有效解决再制造工艺知识规则提取困难及不确定性的问题。与此同时,实例推理虽然能够学习并存储再制造过程中的成功工艺实例,但也不可能覆盖再制造零件修复工艺领域全部问题及某些工艺局部差异性问题,此时,引入的规则推理则可以更好地解决这些实际工艺及差异性问题。因此,本文通过CBR 与RBR 的结合,发挥二者优势,弥补各自缺点,探讨再制造零件修复工艺智能决策方法与模型,提高再制造零件修复工艺决策效率和准确性。
1 基于CBR 和RBR 的修复工艺智能决策系统
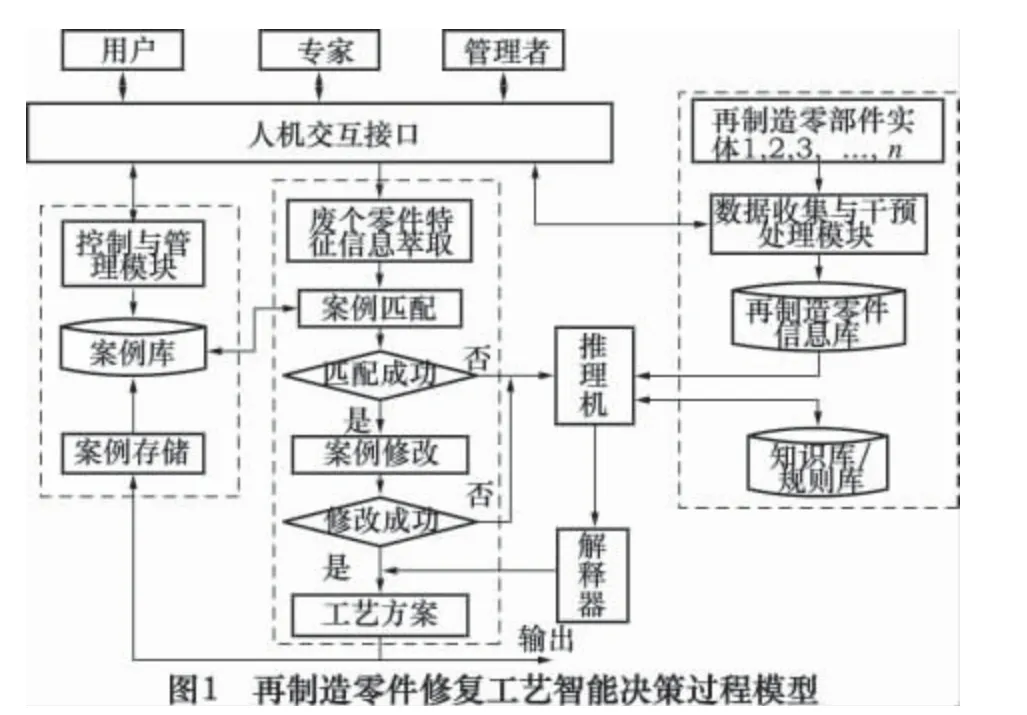
再制造零件修复工艺智能决策系统利用人工智能专家技术,采用基于CBR 和RBR 相结合的混合推理方法,针对输入的再制造零件新的工艺问题,通过对修复工艺历史实例的检索和规则推理,快速准确地形成再制造零件修复工艺方案,提高再制造零件修复工艺决策的效率与准确性。基于CBR 和RBR 的再制造零件修复工艺智能决策过程模型如图1 所示。
1.1 再制造工艺知识
再制造工艺知识是再制造过程中涉及的与工艺有关的一系列知识。再制造零部件在全生命周期中因工作环境、零部件更换情况、失效模式、失效部位等的不同,导致其修复工艺存在一定的差异性与不确定性,并且对不同形式的特征失效有不同的修复工艺方法,因而再制造工艺知识具有较强的经验性[6]。根据再制造过程中工艺知识存在的特征,再制造工艺知识主要以以下形式存在:(a)结构化形式:如ERP 系统、CAPP系统、DFM 系统、工艺定额管理系统等系统中的数据库及关系表;(b)文档形式:如以Word 文档、Excel 文档、AutoCAD、Xml 文本等格式存在的工艺卡片、技术文件、工艺规章图纸;(c)网页资源的形式:如各种工艺相关知识网站与Web 资源等;(d)隐性知识的形式:如操作工人的经验技能、头脑中的意识与想法等。
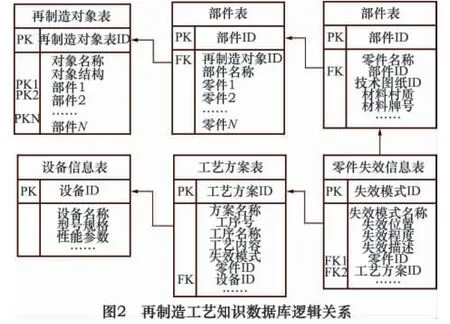
再制造工艺知识数据库为再制造工艺过程决策提供底层数据支撑,包括为再制造知识库、规则库及工艺实例库等提供底层数据源。与再制造工艺相关的信息包括零件历史信息、零件特征信息、失效模式、失效部位、失效程度、修复工艺、设备工装信息等。本文结合再制造工艺知识存在的形式及工艺实例表达,对再制造零部件工艺知识数据库进行设计,其属性关系及主要数据库表如图2。
1.2 工艺实例表达与组织
再制造工艺实例库模块是再制造零件修复工艺智能决策的重要组成部分,其目的是将已存在的成功的再制造零件修复工艺实例记录为计算机可识别利用的数据结构。工艺实例库由众多的再制造零件工艺实例组成,定义工艺子实例可以选择实例库中已存储的实例为父实例,父子实例之间可以建立继承关系,子实例可以继承父实例的部分特征信息,工艺子实例采用面向对象的方式组成。一个再制造零件修复工艺实例表达了再制造加工过程中涉及的一系列信息,主要包括再制造零部件基本属性描述、工艺实例问题的属性描述、工艺问题的解决方案3 部分。再制造零件基本属性描述根据具体零部件特征及结构来记录,包括零件名称,零件类型、材料类别、材料牌号、材料硬度、表面粗糙度、直线度等特征属性;工艺实例问题描述则涉及对废旧零部件失效信息的描述、技术加工要求、工艺约束条件等,例如再制造零件失效部位、失效模式、失效程度、配合精度要求、磨削余量、波纹度、最大相邻误差等;工艺问题的解决方案主要包括再制造零部件在修复工艺过程中所涉及的工序信息、设备信息、加工参数等,例如工序号、工序名称、工序内容、设备型号、设备参数性能设置、加工技术规范与标准等具体修复工艺方案。因此,结合再制造工艺实例表达特征及要求,可以将再制造零件工艺实例表述为一个四元组集合:

式中:Case ID 表示工艺实例编号;<R1,R2,…,Rn>集合向量表示再制造零部件基本属性向量集合;<Q1,Q2,…,Qm>集合向量表示工艺实例失效特征、技术要求、工艺约束条件等扩展属性向量集合;S 表示对应的工艺实例问题解决方案集合。
对于基本属性向量集合<R1,R2,…,Rn>和扩展属性向量集合<Q1,Q2,…,Qm>中的某个属性表达如下:

式中:Ri表示基本属性向量集合<R1,R2,…,Rn>中的第i 个属性;Ni表示Ri属性的名称;WRi表示Ri属性的权重系数;Vi表示Ri属性的量化值;Qi表示扩展属性向量集合<Q1,Q2,…,Qm>中的第i 个属性;Pi表示Qi属性的名称;WQi表示Qi属性的权重系数;Xi表示Qi属性的量化值。
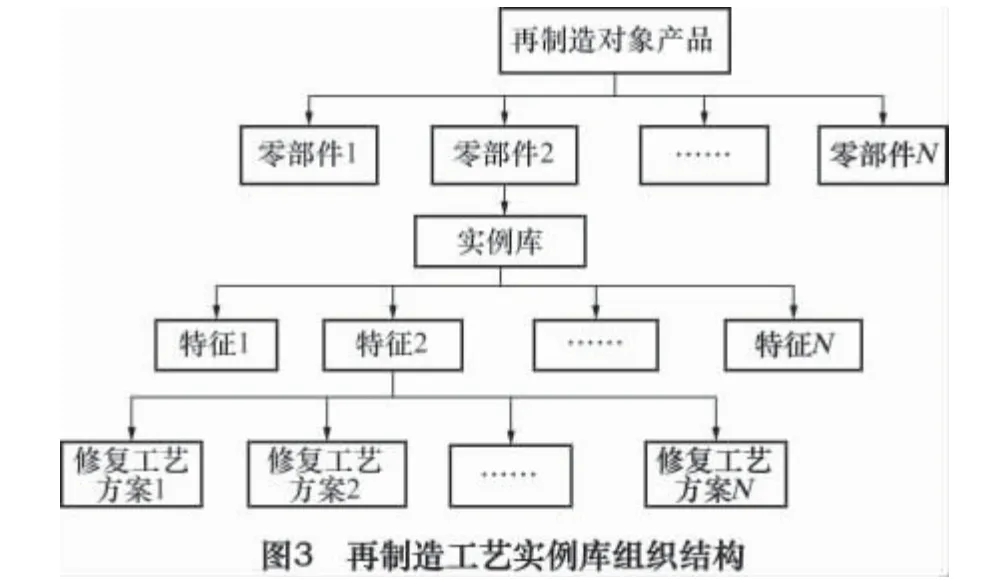
再制造零件修复工艺实例在实例库中以一定的组织结构存储在计算机中,而工艺实例库的组织结构直接影响着实例推理运行的绩效和解决新工艺问题的能力[6]。实例库的组织方式主要有平面组织、网络组织、聚簇组织、分层组织等几种方式。为了有效地存储工艺实例,考虑再制造零件工艺实例的特征和检索的需要,通过对工艺实例库进行组织、整理。本文根据再制造修复工艺实例的特性及要求,提出如图3 所示的工艺实例的组织方式。
1.3 工艺实例索引
再制造零件修复工艺实例的检索就是通过给定的问题描述,检索出实例库中所存储的相似度最优且合适的再制造工艺实例的过程。目前常用的3 种检索方法有最近相邻法、归纳法、基于知识的方法[11]。综合考虑再制造零件工艺实例表达特征,结合再制造工艺领域知识,本文采用最近相邻法来进行索引,即通过实例属性局部相似度的权数累加和来计算实例之间总体相似度。
由于再制造零部件属性及其描述具有多样性,其属性可分为数值型、字符串型、枚举型等。例如,对于再制造零部件的形状尺寸、材料硬度、精度要求等属性可以归为数值型;对于再制造零部件名称、失效模式、失效部位等属性可描述为字符串型;而对于再制造零部件的失效程度等属性则可通过专家判定为离散的枚举型数值域。因此,根据再制造零部件属性特征,工艺实例属性之间的局部相似度计算分如下3 类:
(1)数值型:具有连续数值型值域的属性相似度计算

式中:Simj(i,r)为再制造新工艺问题i 与实例库中工艺实例r 的特征属性j 的局部相似度;为属性j 的最大取值,为属性j 的最小取值;为工艺实例i的第j 个属性取值,为工艺实例r 的第j 个属性取值。
(2)字符串型:具有描述识别关键字特性的属性相似度计算

(3)枚举型:具有任意判定的离散型取值属性相似度计算

根据再制造零件工艺实例属性局部相似度,可以根据式(7)计算出当前新的工艺问题i 与实例库中工艺实例j 之间的总体相似度:

式中:Sim(Ci,Cr)表示当前新的工艺实例i 与工艺实例r 之间的总体相似度;Wj表示实例特征属性j 的权重系数,wj∈[0,1],且=1;Simj(i,r)为工艺实例i和工艺实例r 之间特征属性j 的局部相似度。
1.4 基于RBR 的工艺推理及修改
规则推理是在已有的相关领域知识的基础上,把专家的经验知识显性化为规则描述,融合问题与解决方案,并利用规则来模拟专家在求解中的关联推理,其本质是从一个初始事件出发,依据规则约束以寻求到达目标条件的求解过程[12]。根据再制造零件工艺属性特征,首先经规则推理预处理,初定主要属性参数,然后由实例推理检索出相似的再制造修复工艺实例,并按实例相似度大小排序,选取再制造修复工艺初始方案。对工艺实例中不相符或差异性较大的属性进行规则推理,并将推理结果应用于修改再制造修复工艺初始方案,对修改后的再制造修复工艺方案局部不相适的,还可以对再制造工艺方案进行再次修改,直至产生合适满意的再制造零件修复加工工艺方案。因此,结合再制造零部件有关信息,将再制造工程实际应用过程中积累的大量经验知识、有效加工方法等零部件修复工艺知识萃取后以工艺规则的形式分类存储在各个相应规则库中,以便推理机能够有效利用这些工艺规则来推理出合适的再制造零件修复工艺方案。
1.4.1 规则表示及规则库建立
规则表示是规则推理的前提和基础,再制造工艺的领域知识繁多且复杂,包含大量的专家经验、再制造零件图纸、再制造工艺手册与规范等,这些知识难以用精确的理论模型来描述。因此,根据再制造零件修复工艺知识特点及属性特征,本文采用产生式规则表示方法。产生式表示方法在语义上表示如果A 则B 的因果或推理关系,具有自然性、模块性、有效性、清晰性等诸多优点,适用于具有经验性、多样性及不确定性的再制造零件修复工艺知识的表达,其主要有以下3 种基本形式为:
(1)事实规则:前提P 与结论A 均为描述性事实集合,即{Rule:P->A}。用CLIPS 表示为:
(2)计算规则:{[P∧X]->F=f(x)},参数集X={x1,x2,…,xn}。当前提事实集合P 成立,参数集合X 中的所有元素已知时,则按F=f(x)的函数关系式计算,用CLIPS 表示为:

其中,UseFunction(Arg*)为用户自定义函数关系表达式。
(3)判断规则:if <condition > then <action >。当条件满足时,则产生相应判断结果。例如以某汽缸体修复工艺判断为例:
if 失效部位=发动机汽缸体
and 失效形式=主轴承孔划伤
and 划伤程度<0.5 mm
then 修复工艺方案为:镗底孔、螺旋槽;清洗除油;粗化处理;喷涂缸体底层;工作层处理;研磨至要求尺寸;镗孔。
本文在结合再制造工艺规则表示方法的基础上,采用“概念—事实—规则”的三级知识体系构建规则库,并根据规则库的知识体系,构建再制造零件工艺变量表、事实表、规则表。例如,对于公式、图表等工艺知识规则,则通过特殊模块存储,在推理过程中通过调用模块中具体规则实现。与此同时,为了有效方便地对再制造工艺规则库进行管理,把规则库知识划分为概念性知识、事实性知识和规则性知识:①概念性知识表达知识的最基本内容,是规则库的最底层,如修复工艺设备、清洗工序、检测工序、磨削工序、补焊工序等;②事实性知识由概念组成,建立了概念间的联系,如磨损缸体修整方法为镗削,磨削工序为精磨等;③规则性知识由事实组成,建立了事实间的联系,如上述用if <condition >then <action >产生式规则表示的汽缸体修复工艺。
1.4.2 规则推理控制策略
当规则库中存储众多再制造工艺规则时,规则的搜索与匹配过程会变得低效耗时,因此,有必要对再制造工艺规则推理策略进行控制与设计。推理控制策略主要包括推理方向、搜索策略、冲突消解3 个方面。
(1)推理方向:本文采用较为成熟的专家系统工具CLIPS 中的正向推理机制,其推理过程采用了有效且快捷的Rete 模式匹配算法。
(2)搜索策略:由于有些再制造工艺规则的前提有多个,一个规则结论也可能由多个前提事实引起,因此,本文采用宽度优先的搜索策略,即在同一深度上将各个规则前提考察后,随后进行下一深度的搜索。
(3)冲突消解策略:考虑再制造工艺规则特点及规律,采用结合再制造零件工艺领域问题特点排序的冲突消解策略,即通过在规则属性表中设定每条规则的置信度、活性度,当推理发生冲突时,根据置信度确定规则启用顺序,若置信度相同则通过活性度确定。
2 系统实现与应用研究
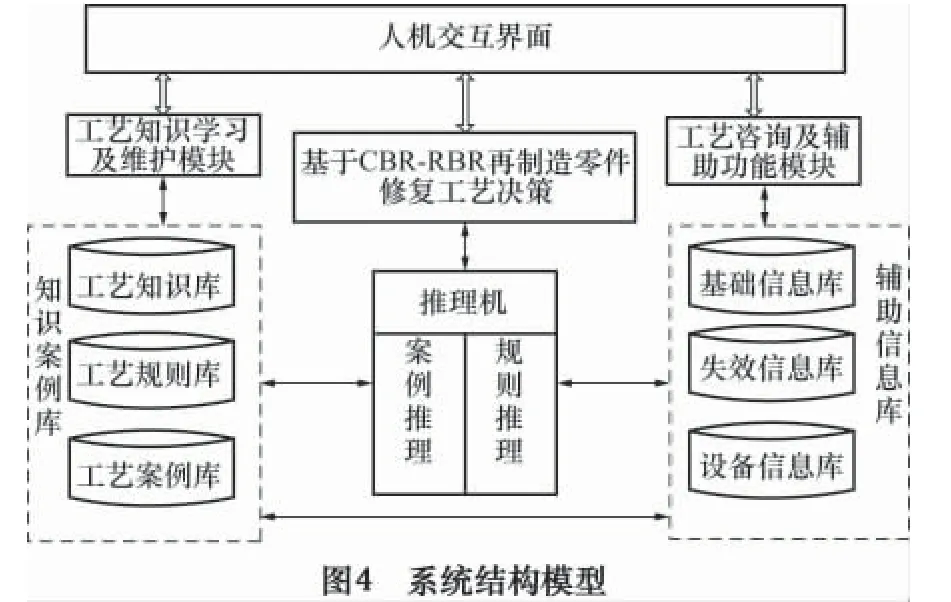
本文采用Java 综合开发平台及SQL Server 数据库,构建了液压缸再制造零件修复工艺决策支持系统。系统主要包括用户登录管理、再制造信息知识库管理、案例推理决策管理、规则推理决策管理等基本功能模块,系统结构模型如图4 所示。
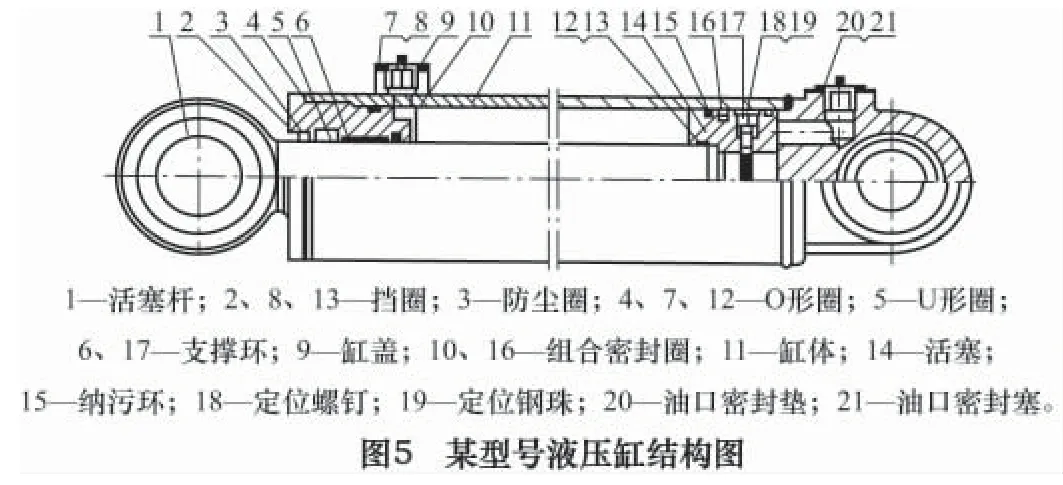
现有一批HSG 某型号废旧液压缸,其结构如图5所示。经拆卸、清洗、检测、分类后,可将废旧液压缸零部件分为报废件、可再制造利用件、直接利用件。据统计,在可再制造利用的零件中,95%的活塞杆和缸体都可以经过修复性再制造加工后重新利用,而两者成本占液压缸总成本的65%左右。因此,本文以该型号液压缸主要可再制造利用件活塞杆的再制造修复性加工工艺决策为例来进行分析。
结合该失效活塞杆工艺特征,首先抽取当前失效活塞杆工艺问题描述中所包含特征属性及其具体值,若该特征属性值为空或无法确定用“?”表示。结合该失效待修复活塞杆工艺实例表达,可对当前工艺问题具体描述如下:
再制造零件名称〈液压缸活塞杆〉
活塞杆类型〈实心〉
材料类型〈碳素结构钢〉
材料牌号〈35#钢〉
表面硬度〈50 HRC〉
杆径〈80 mm〉
活塞杆长度〈1 800 mm〉
失效位置〈杆体外圆表面〉
失效模式〈划痕拉花〉
失效程度〈0.9〉
划痕深度〈0.1~0.28 mm〉
划痕条数〈?〉
划痕宽度〈?〉
表面直线度〈0.30 mm/1 000 mm〉
表面粗糙度〈0.2 μm〉
根据活塞杆工艺问题描述,经专家运用层次分析法判定工艺问题描述中各活塞杆特征属性的重要性后,确定活塞杆各属性权重系数:活塞杆类型、材料牌号、杆径、杆长度、失效程度、失效位置、失效模式、表面粗糙度、表面直线度、硬度W=(0.082、0.073、0.060、0.060、0.220、0.152、0.205、0.060、0.040、0.048)
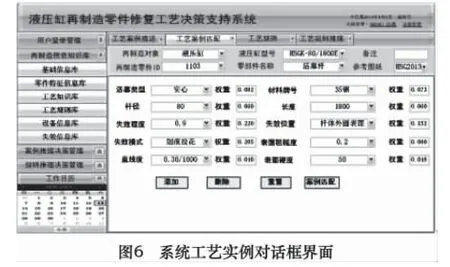
将上述活塞杆实例描述输入到液压缸再制造零件修复工艺决策支持系统中,并设置各属性权重,如图6所示,经系统检索出与当前工艺问题相似度匹配最大的工艺实例HG-1045。根据公式(7)计算待修复活塞杆工艺问题与实例库中HG -1045 工艺实例之间的相似度为:Sim(HG-1045)=1×0.082+1×0.073+0.85×0.060+0.9×0.060+0.85×0.220+1×0.152+1×0.205+1×0.060+0.92×0.040+0.87×0.048=0.943。

表1 活塞杆HG-1045 实例工艺描述

表2 活塞杆HG-1045 工艺实例解决方案
通过对当前待修复活塞杆工艺与实例库中HG -1045 实例的相似度匹配(HG -1045 实例工艺问题描述见表1),从决策系统中调出实例HG -1045 再制造修复工艺解决方案,具体见表2。由工艺问题描述及匹配结果可看出,最佳工艺实例HG -1045 与新工艺问题相似度小于1,其在关键失效特征属性中失效程度的划痕深度上存在差异。因此,系统调用规则库中规则推理对HG -1045 实例工艺解决方案进行修改。输入规则问题描述,系统根据描述的变量值对其进行正向推理,推理结果为:将磨削工艺中粗磨余量改为0.30 mm。调用的规则为R -2052:IF 杆体表面划痕深度0.1 mm <d <0.3 mm,THEN 杆体需经过磨削工艺且粗磨余量大于划痕深度。
将经规则推理修改后的工艺实例HG -1045 解决方案应用于当前失效的液压缸再制造零件活塞杆的修复工艺,其表面划痕拉花得到较好解决,失效活塞杆得到有效修复。经检测其修复区表面粗糙度为0.16 μm,表面直线度为0.25 mm/1 000 mm,满足活塞杆与缸体、活塞配合等技术要求。系统通过对本批次10 只回收的同型号废旧液压缸进行再制造修复工艺决策支持,均能较好满足其工艺方案及再制造加工要求,而对液压缸整体再制造过程而言,其液压缸再制造生产周期仅为新品的42%,成本仅为新品的40%,取得了良好应用效果。
从上述分析可以看出,将基于CBR-RBR 的再制造零件修复工艺智能决策模型应用于废旧液压缸的再制造工艺决策支持系统是可行且有效的,能够提高不确定性状态下再制造修复工艺决策问题的效率与准确性,对于液压缸乃至其他再制造零部件的工艺智能决策过程具有一定的借鉴与指导意义。
3 结语
(1)将CBR-RBR 混合推理机制引入再制造工艺决策领域,并结合再制造工艺知识及实例特点,构建了面向再制造零件修复工艺的智能决策模型,提高不确定性状态下再制造零件修复工艺决策的效率与准确性。
(2)通过Java 开发平台,采用SQL Server 数据库,开发了基于CBR -RBR 的再制造零部件修复工艺决策系统原型,对再制造零部件修复工艺决策的智能化、信息化应用提供了有益借鉴。
(3)通过已回收的某型号废旧液压缸再制造为例,以液压缸组成零件活塞杆的再制造修复工艺验证了决策模型的可行性与实用性,取得较好的应用效果。
[1]徐滨士.再制造与循环经济[M].北京:科学出版社,2007.
[2]Ljom L,Mcm C A,Hammond G P,et al.Development of design for remanufacturing guidelines to support sustainable manufacturing[J].Robotics and Computer Integrated Manufacturing,2007,23(6):712 -719.
[3]李成川.废旧零部件再制造工艺路线模型及其机器学习研究[D].重庆:重庆大学,2012.
[4]陈伟达,殷炜.基于模糊推理的不确定环境下拆卸工艺规划[J].工业工程,2012,15(2):16:21.
[5]张晶,梁工谦.考虑不确定性的再制造工艺路径柔性化设计[J].制造业自动化,2011,33(19):1 -4.
[6]杨红飞.再制造工艺知识管理系统研究[D].南昌:南昌大学,2008.
[7]柳和生,王瑜,饶锡新.多色集合在再制造工艺加工中的应用[J].南昌大学学报,2008,1(30):64 -67.
[8]李成川,李聪波,曹华军,等.基于GERT 图的废旧零部件不确定性再制造工艺路线模型[J].计算机集成制造系统,2012,2(18):298-305.
[9]杨芬.基于实例与规则混合推理的轴类零件工艺设计[D].武汉:武汉理工大学,2007.
[10]刘晓冰,薄洪光,马跃,等.基于实例推理的钢铁生产工艺设计研究[J].中国机械工程,2008,19(18):2189 -2194.
[11]邓朝晖,张晓红,曹德芳,等.粗糙集——基于实例推理的凸轮轴数控磨削工艺专家系统木[J].机械工程学报,2010,46(21):178-186.
[12]Jacobo V H,Ortiz A,Cerrud Y,et a1.Hybrid expert system for the failure analysis of mechanical elements[J].Engineering Failure Analysis,2007,14(8):1435 -1443.
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11
重型机械(2020年2期)2020-07-24
中南大学学报(自然科学版)(2020年6期)2020-07-16
制造技术与机床(2017年5期)2018-01-19
高中生学习·高三版(2014年3期)2014-04-29
高中生学习·高三版(2014年3期)2014-04-29
中国新技术新产品(2014年21期)2014-03-28
筑路机械与施工机械化(2014年2期)2014-03-01
组合机床与自动化加工技术(2014年10期)2014-03-01
中国设备工程(2014年2期)2014-02-28
