
精度问题,亟待解决!
2014-04-09 13:14
金属加工(冷加工) 2014年16期
温州某公司于2014年5月29日,购进2台台湾某公司2014年5月生产的高精度无心磨床RC-18B,经过生产厂家多次的调试,机床导轮方向进给手轮刻度盘每格为1μm,进给1μm就是不准确,机床采用硬导轨结构。
温州某公司用于微型轴外径(OD)精度都在1μm,此机床用于精加工,但因为进给精度问题,无法精加工使用,令人焦急。
改进方向:最好是同一方向连续进给,能达到1μm的精度;如果无法改进同一方向连续进给,先退后进能达到1μm的精度也可以,但先退后进对连续生产效益带来很大的影响,在磨削过程中,由于砂轮的消耗,加工轴件外径会偏大,连续进给带来很大便利。渴望机床行业技术能手,能帮忙解决,我公司愿意厚重回报。
机床正面进给手轮

机床正面每格刻度为1μm
机床侧面硬导轨结构
机床侧面硬导轨结构
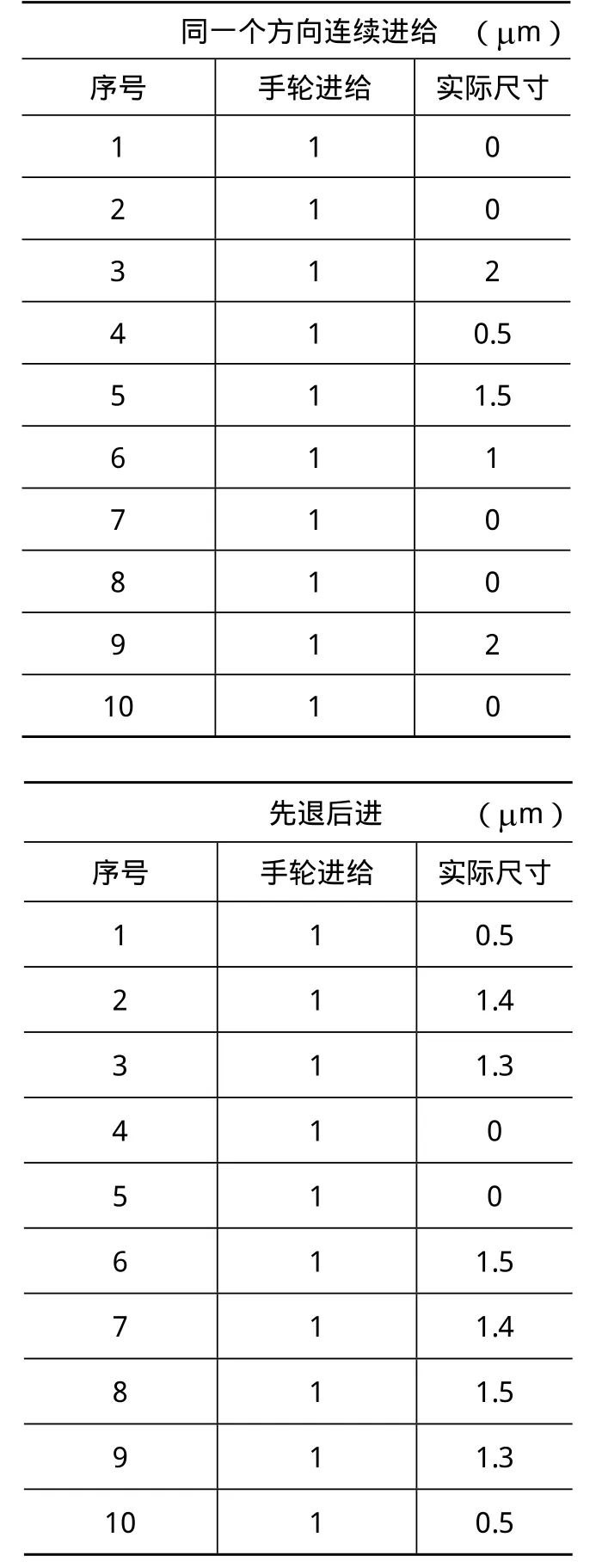
序号 手轮进给 实际尺寸11021031240.5511.5161171081091210 1 0先退后进(μm)序号 手轮进给 实际尺寸110.521.4311.3141051061.5711.4181.5911.3110 1 0.5
温州神一微型轴有限公司
地址:浙江省乐清市虹桥镇神一工业园华隆路8-1号
姓名:蔡经理
电话:13868799295
邮箱:czd@wzshenyi.com
微信号:caizhidan1982
猜你喜欢
建筑与预算(2022年12期)2023-01-09
建筑与预算(2022年10期)2022-11-08
河北理科教学研究(2022年2期)2022-09-17
设备管理与维修(2021年1期)2021-03-05
橡塑技术与装备(2018年18期)2018-09-22
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年9期)2017-11-27
新乡学院学报(2016年3期)2016-09-20
设备管理与维修(2016年7期)2016-04-23
卫生职业教育(2014年16期)2014-05-16