化工厂水解酸化池运行控制与影响因素研究
2014-04-13 02:33刘兴玮
当代化工 2014年7期
丁 炜,王 爽,刘兴玮
(中国石油抚顺石化公司, 辽宁 抚顺 113008)
化工厂水解酸化池运行控制与影响因素研究
丁 炜,王 爽,刘兴玮
(中国石油抚顺石化公司, 辽宁 抚顺 113008)
抚顺石化烯烃厂开工运行生产期间,污水处理场 2501 单元对生产污水的 COD 的去除效果始终不理想。通过对污水处理场 2501 单元各流程 COD 去除情况的对比,着重介绍了水解酸化池的实际运行情况,并分别对其运行控制与影响因素进行了总结,指出了设计中存在的问题,并提出了进一步研究的方向。
水解酸化池;运行控制;影响因素
自抚顺石化公司烯烃厂开工以来,污水场始终面临着严峻的考验,由于装置来水中氨氮、总磷超出设计范围,导致外排水一直超标,直到生产装置检修,无生产污水排放,外排水水质才逐渐达标,值得注意的是,生产来水中 COD 始终在设计范围内,但污水场外排水COD在生产期间仍然不达标,本论文针对 2501 生产生活废水处理单元 COD 超标的原因进行了研究,并提出相应的改造建议。
1 污水场及 2501 单元概况
乙烯联合生产区烯烃厂污水场污水处理装置分为三个主体处理单元,分别为生产生活废水处理单元(2501 单元),清净下水处理单元(2502 单元)和反渗透浓水处理单元(2503 单元)。
2501 单元为生产污水处理及回用系统,主要处理乙烯、丁二烯、丁烯、丁苯橡胶、芳烃抽提、LLDPE、HDPE、聚丙烯、火炬、罐区等生产污水及生活污水和污染雨水等。
针对生产、生活污水,2501 单元处理工艺选用“物化+生化+深度处理”的工艺组合。
首先生产废水进入调节除油罐,对来水中的浮油进行收集,同时对来水进行调节,经过调节后的生产废水进入到气浮处理单元进行进一步除油,以确保生化处理单元正常运行。气浮处理后的生产废水进入 A/O 工艺处理单元进行生物处理,经过一级生化处理单元后,废水进入曝气生物滤池进行二级生化处理,在二级生化处理后,再进行微絮凝过滤和活性碳吸附把关,最终达到回用。有效地保证了循环水系统稳定、安全和高效运行,保证了装置的正常生产。
2 2501 水质指标对比及结论
通过生产污水处理单元进水COD水质指标(见表 1)、生产生活废水处理单元沿程去除率表(见表2)、污水场 2501 单元各设备 COD 去除率统计表(mg/L)(见表 3)的对比,得出以下结论:
(1)自乙烯联合生产区开工以来,外排 COD在装置正常生产时从未达标,仅在6月份,装置处于停工检修,无生产水排放时达到了外排标准;
(2)生产来水 COD 自开工以来的 8 个月平均值为 828.4 mg/L,低于设计值 1 000 mg/L,虽然 2012年 12 月份 COD 为 1 008.9 mg/L、2013 年 1 月份 COD为 1 036.4 mg/L,但距合格值已相当接近,因此 2501单元进水COD大部分是合格的。
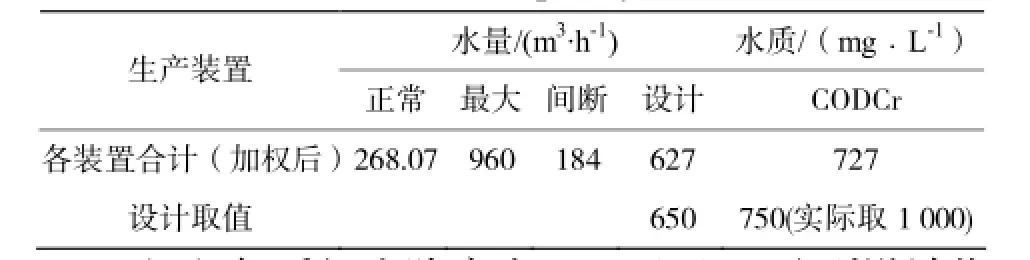
表 1 生产污水处理单元进水 COD 水质指标Table 1 Production waste water treatment unit COD of influent water quality index
(3)气浮机去除率在 30%以上,达到设计指标;
(4)A/O 工艺的 COD 去除率自开工以来的 8个月平均值为 60.9%,低于设计去除率值 85%,且没有一次达标,因此 A/O 工艺为重点分析研究对象;
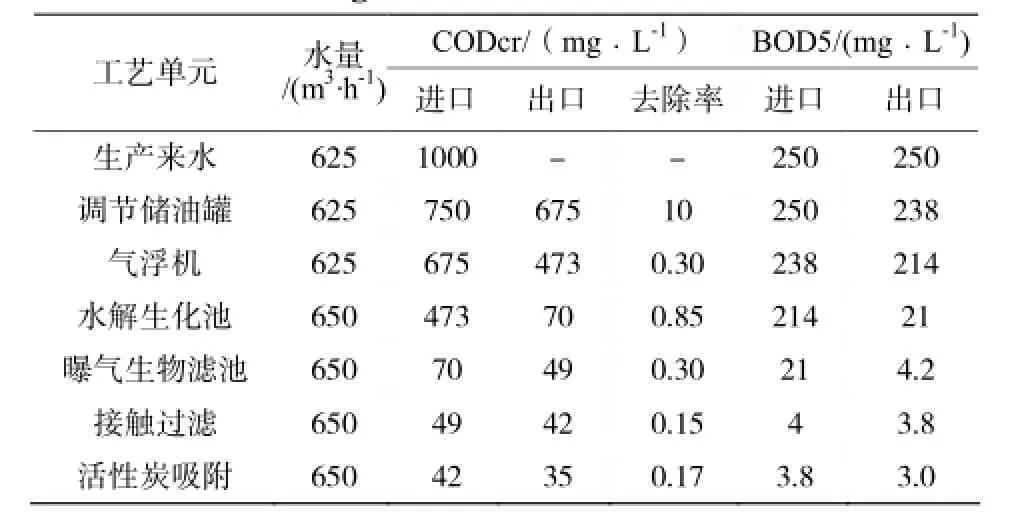
表 2 生产生活废水处理单元沿程去除率表Table 2 Production and living waste water treatment unit along the removal rate table
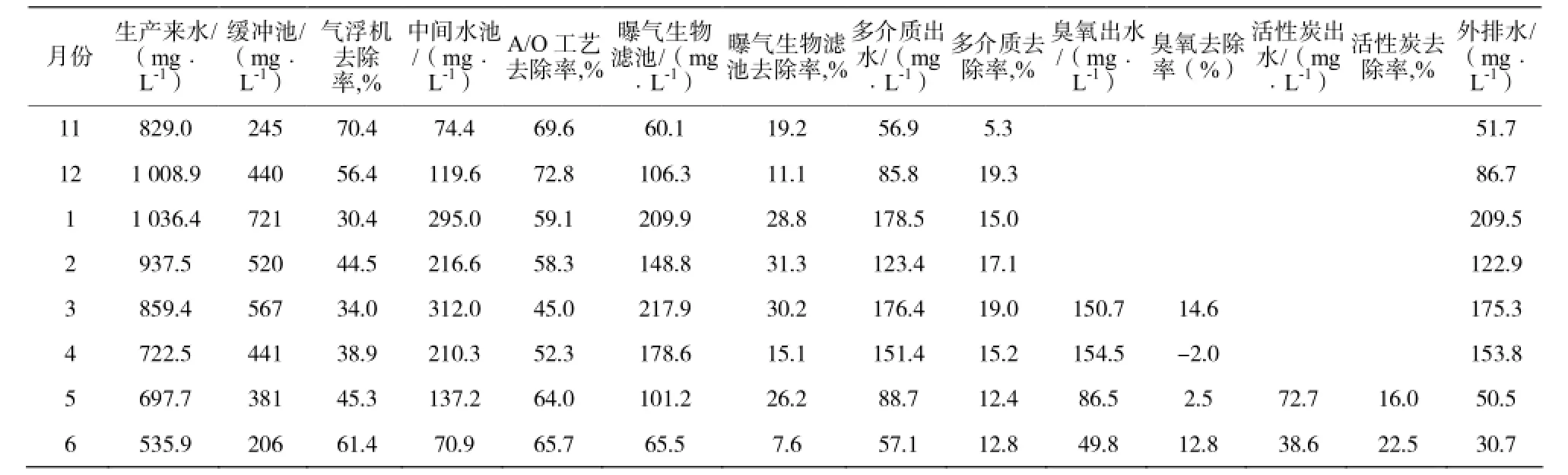
表 3 污水场 2501 单元各设备 COD 去除率统计表Table 3 2501 units each equipment wastewater COD removal rate statistics
(5)BAF 的 COD 去除率自开工以来的 8 个月平均值为 21.2%,低于设计去除率值 30%,其中两个月达到设计值,其它月份也接近设计值,考虑到A/O 工艺出水 COD 179.5 mg/L 远超 BAF 进水 COD指标 70 mg/L 的因素,故作为合格考虑;
(6)多介质过滤器的 COD 去除率自开工以来的 8 个月平均值为 14.5%,低于设计去除率值 15%,但已相当接近设计值,同时考虑之前流程的去除率低导致多介质进水 COD 平均值远大于设计值的原因,故作为合格考虑;
(7)臭氧活性碳工艺因多方面因素,生产装置运行期间未完全投用,故不作参考;
因此,2501 单元 COD 去除率不达标的主要原因出现在 A/O 工艺中,结合表 5 中数据可看出 A/O工艺中水解酸化池未起到提高污水可生化性的作用,而水解酸化池从设计方案及施工图中看出具有布水方式不合适、无排泥措施等重要问题,所以水解酸化池为重点研究对象。
3 水解酸化池概述
水解酸化工艺能将污水中的非溶解性有机物转变为溶解性有机物,将难生物降解有机物转变为易生物降解有机物,提高污水的可生化性[1],为后续处理奠定良好基础,通常用于生化工艺的预处理,因此水解酸化工艺逐渐在污水处理尤其是高浓度及难降解有机废水处理中得到了广泛的应用[2]
3.1 基本概念
水解酸化的净水机理主要包括两个方面:首先是在细菌胞外酶的作用下,将复杂的大分子不溶性有机物水解为简单的小分子水溶性有机物;然后是发酵细菌将水解产物吸收进细胞内,排出挥发性脂肪酸(VFA)、醇类、乳酸等代谢产物。在厌氧条件下,水解和酸化无法截然分开,水解菌实际上是一种具有水解能力的发酵细菌,水解是耗能过程,发酵细菌付出能量进行水解是为了取得能进行发酵的水溶性底物,并通过胞内的生化反应取得能源[3]。
4 污水场水解酸化池实际情况及运行控制因素
4.1 污水场实际水解酸化池设计情况
(1)水解生化共分两个系列,并联运行,每系列处理能力 325 m3/h,缺氧池与好氧池分别设置,总停留时间 24 h,停留时间 6 h;
(2)水解酸化池尺寸:L×B×H= 24×14× 6.8(m);有效水深 6.2 m;
(3)每池设有一台 P=13 kW 的潜水搅拌器;
(4)设计无布水器、排泥管和硝化液回流。
4.2 污水场水解酸化池目前运行情况
从目前运行数据得出(见表 5),目前水解酸化池运行效果不理想,进出水的 COD、BOD5 没有明显变化, B/C 比值没有提高,证明水解酸化池没有提高污水的可生化性,未起到其应该具有的作用,相当于未运行水解酸化池,因此需针对水解酸化池缺陷部位进行改造。

表 4 水解酸化池进出水水质Table 4 hydrolysis acidification poolwater quality
4.3 控制参数与影响因素
水解酸化池在整个运行过程中,选择合适的运行参数至关重要[4],主要控制参数和影响因素包括污泥浓度、泥水混合、水力负荷、泥位控制、pH值、和水力停留时间等。
4.3.1 污泥浓度
污泥浓度是水解酸化池的最重要的控制参数之一。水解池功能得以完成的重要条件之一是维持反应器内高浓度的厌氧微生物(污泥),由于污泥受到两个方向的作用,即其本身在重力场下的沉淀作用,及污水从下而上运动造成的污泥上升运动,因此污泥与污水可充分接触,达到良好的截留和水解酸化效果,一般建议污泥浓度控制在 10~20 g/L 可达到良好效果。
4.3.2 泥水混合
本水解酸化池采用每池1台搅拌机方式搅拌,这样不仅泥水搅拌不均匀,还易于形成污泥沉淀死角,导致水解酸化的效果变差,所以应该增设搅拌器数量,或者改用曝气搅拌,曝气搅拌既经济,又有定期搅拌防止污泥僵化和防止停留时间过长进入厌氧产气阶段,适当微量曝气,维持在水解酸化阶段的双重作用,但操作难度较高,曝气量不易于控制。
4.3.3 水力负荷
水力负荷主要体现在上升流速和配水方式的设计上。
上升流速是设计水解酸化池的主要参数,一般建议上升流速设计在 0.5~1.8 m/h。本污水场水解酸化池上升流速通过以下方法验证:
水解酸化池高度取已建高度为:H=6.8 m;反应器的高度与上升流速之间的关系如下:

式中:v——上升流速,m/h;
Q——设计流量,m3/h;
V——水解池容积,m3;
A——反应器表面积,m2;
tHRT——水力停留时间,h;为 6 h。
故得出水解酸化池的上升流速 v=0.5~1.8 m/h,v符合设计要求。
配水方式,污水场水解酸化池的原始配水方式为直通进水,进水管距池底 6.6 m 处进水,根本没达到配水均匀的效果,之后通过改造,采用总管进水,管径为 DN250,池底接一根横管配水,横管为DN350,其上均匀排布小孔为出水口,支管距离池底1m,横向布置在池底,但仅一根布水管不能起到全池配水均匀的作用。
4.3.4 泥位控制
水解酸化池实际运行中最主要控制参数是泥位控制。通过排泥以控制污泥面高度,但是本水解酸化设计上没有排泥设施,排泥量不够,则会造成污泥溢出,对后续工艺产生不良影响。控制水解酸化池上清液在 1.2~2.0 m,污泥龄在 6 d 左右,可达到良好的处理效果。
4.3.5 pH 值
pH 值主要影响水解的速率、水解酸化的产物以及污泥的形态和结构。水解酸化微生物对 pH 值有较大范围的适应性,水解过程可在 pH 值 3.5~10.0的范围内顺利进行,但最佳范围为 5.5~6.5。
4.3.6 水力停留时间
水力停留时间是水解酸化工艺设计和运行的重要参数,一般水力停留时间越长,被水解物质与水解微生物接触时间也越长,相应地水解效率也越高[2]。针对不同的污水应通过试验确定合理的水力停留时间,一般地,水解酸化 345 的去除率一般在停留时间为 6 h 时达到最大[5],对于城市污水可采用2~5 h,对于高浓度工业污水可采用 5~10 h,或根据具体水质采用更长的水力停留时间。
5 结论及建议
(1)增加水解酸化池污泥浓度监测项目,严格控制在 10~20g/L 范围内;
(2)布水方式应重新设计,配水是否均匀是影响水解酸化效果的重要因素,本单位水解酸化采用下部总管配水的方式,前端水量大,上升流速高,而末端水流较小,流速低,很难达到布水均匀效果。建议更改配水方式且 v不宜太小,以免不均。
(3)考虑增设排泥设施及排泥位置。
(4)增加潜水搅拌机台数,原设计为每池 1台,这样不仅泥水搅拌不均匀,还易于形成污泥沉淀死角,导致水解酸化的效果变差,所以建议再增设 1-2 台潜水搅拌机,同时注意不能搅拌过强导致厌氧污泥流失。
(5)不采用潜水搅拌机,改用曝气搅拌,曝气搅拌强度为 0.9 m3空气/m3水;
(6)在水解酸化池的进出口设有 pH 自动监测仪,以便把握 pH 值的变化,及时调整,保证水解酸化池的稳定运行。
(7)提高水力停留时间至 8~10 h,使被水解物质与水解微生物接触时间延长,从而提高水解效率。(8)增设硝化液回流,可以起到脱氮作用。
[1]赵骞. 水解酸化-生物接触氧化工艺的探讨[J]. 甘肃科技,2008,24(19):68-70.
[2]赵大传 倪寿清,等. 生活污水水解酸化的研究[J]. 山东建筑工程学院学报,2006,21(2):154-158.
[3]李亚新. 活性污泥法理论与技术[M]. 北京:中国建筑工业出版社,2007:511-526.
[4]吴海清. 水解酸化与生物接触氧化法的应用[J]. 技术与工程应用,2007:49-54.
[5]王琦 张贵权,等. 水解酸化!生物接触氧化法处理制药废水[J]. 中国市政工程,2003(103):48-49.
Study on Operation Control and Influencinf Factors of Hydrolysis Acidification Pool in the Chemical Plant
DING Wei, WANG Shuang, LIU Xing-Wei
(PetroChina Fushun Petrochemical Company,Liaoning Fushun 113008,China)
Since Fushun Petrochemical company olefin plant started operation, removal rate of COD in 2501 unit of sewage treatment plant was not ideal. Through comparison of COD removal rates of different processes in 2501 unit of sewage treatment plant, the practical operation of hydrolysis acidification pool was mainly introduced. And its operation control and influencing factors were summarized, the problems existing in the design were pointed out, and the direction of further study was put forward.
Hydrolysis acidification pool; Operation control; Influencing factors
X 703
: A文献标识码: 1671-0460(2014)07-1218-03
2014-03-11
丁炜(1987-),男,辽宁抚顺人,助理工程师,2010 年毕业于辽宁石油化工大学环境工程专业,研究方向:工程技术管理。E-mail:dingwei678@petrochina.com.cn。
猜你喜欢
水泵技术(2022年3期)2022-08-26
净水技术(2022年1期)2022-01-13
考试与评价·高二版(2021年2期)2021-09-10
科技资讯(2021年10期)2021-07-28
环境卫生工程(2021年3期)2021-07-21
海洋通报(2020年3期)2020-10-20
广东通信技术(2020年7期)2020-08-13
山东工业技术(2016年15期)2016-12-01
电网与清洁能源(2015年5期)2015-12-29
中国石油大学学报(自然科学版)(2015年2期)2015-11-10