9 5 0热连轧卷取踏步控制系统改造与实现
2014-04-26 06:36张呈强
山东电力技术 2014年2期
张呈强,李 康
(1.泰山钢铁集团轧钢厂,山东 莱芜 271199;2.山东大学控制科学与工程学院,山东 济南 250061)
0 引言
带钢的卷取作为整个热连轧过程中最后一道工序,是由热连轧卷取机完成的。热连轧卷取机工作性能的好坏直接影响到成品带钢的质量和整个生产过程的顺利进行。由于热连轧生产过程中生产的带钢长达百米甚至更长,为了满足收集、储存和运输的需要,需要用专门的卷取机将带钢绕成卷状。如果带钢在卷取过程中刚性的通过卷筒和助卷辊之间的缝隙,带钢头部造成的层差将引起助卷辊产生强烈剐性冲击和振动,导致助卷辊及其传动机构的损坏,振动和冲击还会使助卷辊在带钢表面产生跳跃,使得助卷辊不能紧压在卷筒上,造成带钢的卷形不良、表面缺陷、缩颈等问题,损害产品的质量,降低设备的使用寿命。为了解决上述问题,德国和日本开发了可避让层差的助卷辊踏步控制技术[1]。踏步控制(Auto Jump Control)在中、宽带钢热轧厂的卷取部分起着至关重要的作用,它的应用不仅有利于带钢头部的卷取及卷形,而且大大减小了带钢对卷筒及助卷辊等设备的冲击,有利于提高设备的使用寿命。泰山钢铁集团轧钢厂自投产以来利用激光检测器检测带钢的位置,为踏步控制提供控制信号。激光检测器主要检测是否有带钢头部进入或带钢甩尾[2],利用激光检测器检测到的带钢头部和尾部信号,进行带钢的头部和尾部位置的准确跟踪,以启动卷筒的速度控制、助卷辊的速度控制、助卷辊的位置控制、助卷辊的压力控制,以及自动踏步控制的踏步定时和压力控制定时[3]。自动踏步控制系统控制精度要求高、控制功能切换频繁、控制周期短,所以对踏步控制来说,激光检测器检测信号的准确性和可靠性直接决定了踏步控制的成败。用激光检测器来参与踏步控制,最大的优点就是灵敏度高、准确。但是它的缺陷同样明显:信号不稳定、可靠性差。因为激光作为一种光,在水汽环境中易发生折射、反射,从而直接导致检测信号失准,同时在气温较低时镜头易结冰也会造成检测不准。为了解决激光检测器的信号的不稳定性问题,采用热金属检测器代替激光检测器,来获得带钢的位置。
1 踏步控制系统的工作原理
踏步控制系统的控制功能主要包括带钢头尾跟踪、助卷辊位置控制、助卷辊压力控制、带钢尾部控制、自动校准、卷筒涨缩控制等[4]。而助卷辊的开合由装有位移和压力传感器的液压缸控制,助卷辊辊缝的大小和助卷辊对钢卷压力的大小对带钢的卷取质量有很大的影响。热连轧系统上的踏步控制方案如图1。
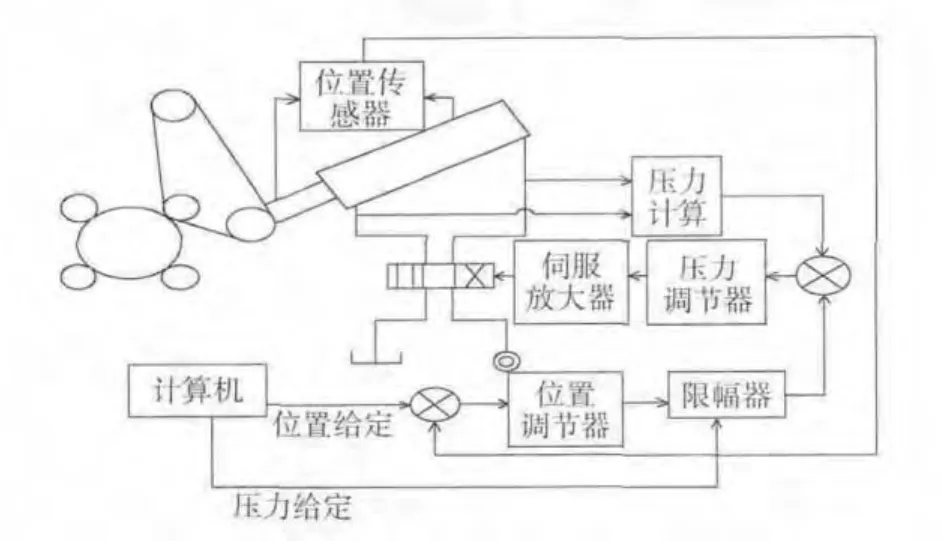
图1 踏步控制方案图
采用压力、位移双闭环的电液伺服系统来控制助卷辊。通过压力传感器测得液压缸两腔的工作压差,实现压力闭环控制系统的压力控制,由位置传感测得位移信号可实现位置闭环系统的控制。将压力和位置调节回路分别作为内环和外环,用限幅器将两者连接起来,通过脉冲编码器和计算机控制实现带头自动跟踪和台阶的自动回避。
国内热轧厂卷取踏步信号多是用激光检测器检测,通过激光检测器检测带钢头部和尾部的位置。激光检测器检测工作原理见图2。

图2 激光检测器工作原理图
从图2可知,当带钢到来时,带钢便挡住了激光发射器发出的激光信号,接收器采不到激光信号,输出有钢信号来启动踏步控制。踏步控制的工作过程如下。
当激光检测器检测到带钢时,计算机根据检测到的带钢速度和带头位置,给出指令信号控制液压缸动作,通过液压缸控制助卷辊排好辊缝,使得所有助卷辊调到预设定位置,为了带钢的顺利卷取,首圈卷取时3个助卷辊的辊缝值应逐步减小。当带头通过1号助卷辊后,1号助卷辊转为压力控制压紧钢板,当带头通过2、3号助卷辊时,他们采取和1号助卷辊相同的动作。完成首圈后,当带钢头部将要到达1号助卷辊时,计算机给出指令信号控制1号助卷辊抬起,为了避带钢头部对助卷辊产生冲击,将其辊缝值设置为板带安全距离加上板带厚度,当带头部通过1号助卷辊后,1号助卷辊立即转为压力闭环控制,协助卷筒顺利卷取。完成首圈后,当带头将要到达2、3号助卷辊时,2、3号助卷辊采取和1号助卷辊同样的动作,即带头到达某助卷辊之前,该助卷辊立即转为位置控制,当带头通过该助卷辊之后,该助卷辊马上转为压力控制。液压压下的压力控制和位置控制是以液压缸作为执行机构,在基于液压控制器的控制下实现的。 位置和压力控制方式的切换如图3所示。重复以上动作直到卷取机张力的建立,卷取机张力建立以后3个助卷辊自动退回到设定的位置,卷筒涨径,使带钢紧紧裹于其上,当带钢脱离末架轧机进入收卷状态时,助卷辊按预置的位置合拢,压住外层带卷,避免带卷外层松散[5],良好的踏步控制系统能保证在带钢头部不与助卷辊相撞的前提下,尽可能缩小助卷辊和带钢脱离的时间,使卷形不受影响[6]。
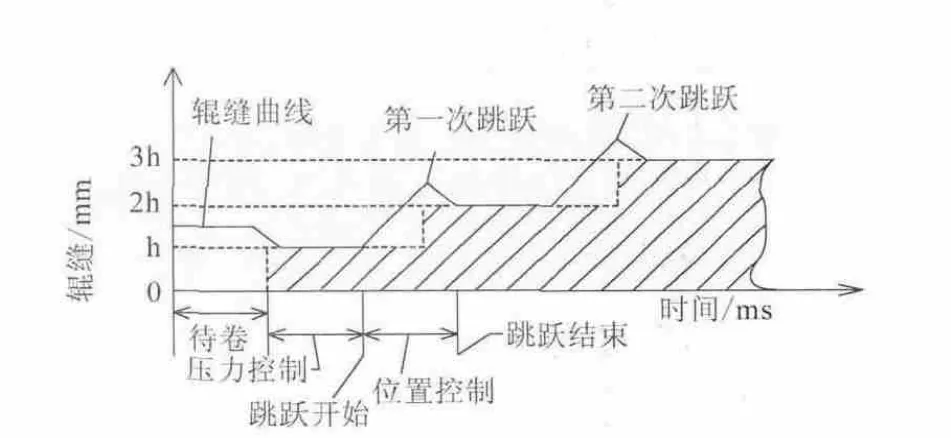
图3 位置和压力控制切换简图
2 技术分析及方案
对于踏步控制来说,控制的成功与否,很大程度上取决于带钢头部跟踪的准确性[7],只有准确的获得带钢头部的位置,计算机才能发出准确的控制信号,控制各个助卷辊采取正确的动作,完成踏步控制。如果利用激光检测器对带钢位置进行跟踪为踏步控制提供控制信号,由于带钢卷取过程中周边环境比较复杂,环境中的水汽等因素会造成激光的折射和反射,使激光偏离原有轨道,导致接收器接收不到激光信号,严重影响激光检测器对带钢位置跟踪的准确性,引起踏步提前等问题,使得踏步控制不仅起不到应有的效果,而且会适得其反,造成废钢、塔形等事故。同时由于冬季气温较低,镜头结冰同样会造成激光检测器信号检测失真,导致无法使用踏步功能,严重影响了产品质量和设备寿命。国内热轧厂卷取踏步信号大都是用激光检测器检测,同样存在信号干扰问题。他们通过改善现场环境以及改变检测位置来提高检测信号的准确性、稳定性,虽然起到了一定的改善作用,但并不能从根本上解决信号干扰的问题,下面是一个激光检测器使用情况统计表。

表1 2005年1-12月份激光检测器使用情况统计表
从表1中可以看出,使用激光检测器时,2005年全年信号误读次数达到了315次,产生了24支废钢,造成309 min热停工,严重影响了产品质量。为了解决激光检测器的信号不稳定性问题,本文采用热金属检测器代替激光检测器来为踏步控制提供检测信号。由于现场环境的限制和工艺的要求,热金属检测器仪器必须满足以下几个条件。
1)由于现场环境含有大量水汽,而现场环境不可能根本改变,所以热金属检测器在有水气干扰的情况下必须能正常工作。
2)为了使热金属检测器能不受水汽的干扰,需对热金属检测器进行一定的改造,改造后的检测仪表必须保证检测精度及可靠性,响应时间小于2 ms。
3)满足现场安装条件的要求。
4)带钢到达检测位置且带钢温度在300℃以上时,热金属检测器通过检测带钢的红外辐射可以确定带钢的位置。
为了满足以上要求我们选择进口热金属检测器测,安装在原来检测孔上方大约1 m左右,同时对热金属检测器仪器做以下处理。
2.1 防水密封处理
由于ASC进口热金属检测器不适合在潮湿的环境中使用,而现场水及水蒸气较大,渗透性极强,热金属检测器很容易进水,会导致检测不准甚至烧毁仪表。因此我们将仪表外壳进行拆装密封处理,选择进口的防水胶对镜头、固定螺丝等外部缝隙进行密封。密封完毕干燥后进行24 h浸水试验,保证镜头在浸水24 h后干燥无水。
2.2 进口热金属检测器的安装
首先制造安装支架,制作的支架要牢固且可以调节角度。根据现场情况进行测量、绘图、焊接。为了避免外部环境干扰检测信号,设计合理的电缆走向。
2.3 防护
1)为了防止温度过高损坏ASC进口热金属检测器,用净环水对ASC进口热金属检测器进行冷却,为了保证冷却效果,要求回水温度稳定小于25℃,为了便于维护在进水和出水管上各加一个调节阀门。
2)为了保证镜头的干净,用干净的N2吹扫镜头,为了保证吹扫的效果,要求吹扫镜头的N2气压不低于0.2 MPa,为便于调节气压大小在其管路上加一阀门。
2.4 调整、调试
1)安装完毕后首先进行模拟调试,通电检查,用手电筒模拟带钢进行试验,检测信号是否正常,同时检测热金属检测器反应时间是否满足踏步控制的要求。
2)调节热金属检测器的角度,使之垂直于检测孔。有带钢通过时,对检测信号进行监控,根据带钢的温度调节热金属检测器的灵敏度,正常后正式投入使用。
通过实际应用,证明改造的热金属检测器不仅能够在水汽环境中正常工作,而且检测的灵敏度、反
应时间和检测精度达到工艺的要求。
3 应用效果
采用热金属检测器代替激光检测器,通过对钢的热辐射的检测获得来钢的位置,提高了检测的准确性可靠性。从根本上解决了信号干扰问题,提高了设备的使用寿命,并且基本上做到了免维护,保证了生产的顺利进行。自2006年1月改造后,除2007年8月因ASC热金属检测器出现故障导致信号失准外,7年来从未出现过信号失准、波动现象,控制精度超出了目标值。因此从根本上解决了踏步信号失准、波动的现象,为热轧带钢厂的优质高产稳产创造了条件。同时本项目的成功实施为其它同类热连轧的卷取踏步控制改造和设计提供了很好的借鉴意义。
4 结语
用热金属检测器代替激光检测器为踏步控制提供控制信号,从根本上解决了信号干扰的问题,收到了预期的效果,并且基本上做到了免维护,大大减轻了工人的劳动强度,保证了带钢卷形质量,提高了产品外观合格率,更好的满足了用户需求,创造了良好的经济效益。
[1] 吴晓明,栾海英,张强,等.热轧带钢地下卷取机踏步系统的应用研究[J].液压与气动,2003(10):46-48.
[2] 殷文龙.包钢热连轧卷取机自动控制系统的研究[J].科技创新导报,2013(4):72-73.
[3] 张大志,周芳,申屠南凯.基于TDC的1500热连轧卷取机助卷辊自动踏步控制系统[J].北京科技大学学报,2007,29(6):622-626.
[4] 王益群,吴晓明,曹栋璞,等.热连轧卷取机电液伺服控制系统的设计[J].液压气动与密封,2002(5):1-3.
[5] 李斌,权龙,赵丙龙.热卷取踏步控制电液伺服系统仿真、试验及其应用[J].机械工程学报,2011,47(4):164-170.
[6] 赵丙龙,王宏兵,马忠.卷取机电液伺服踏步控制系统仿真及试验研究[J].机械工程与自动化,2005(6):60-62.
[7] 张志方.新热轧带钢卷取机踏步式电液伺服系统动态特性研究[J].液压气动与密封,2012,32(11):10-12.
猜你喜欢
机械工程与自动化(2021年4期)2021-07-30
基层中医药(2021年1期)2021-07-22
军事文摘(2020年22期)2021-01-04
重型机械(2020年2期)2020-07-24
火力与指挥控制(2018年10期)2018-11-13
中国交通信息化(2017年9期)2017-06-06
电子制作(2017年10期)2017-04-18
新疆钢铁(2016年1期)2016-08-03
工业设计(2016年11期)2016-04-16
天津医科大学学报(2015年2期)2015-12-22