
时效强化对连续成型Al-Zr-Be合金导体组织性能的影响
2014-04-27 10:43周天国栾惊天
沈阳大学学报(自然科学版) 2014年2期
李 鹏,周天国,栾惊天
(沈阳大学 机械工程学院,辽宁 沈阳 110044)
随着国民经济的高速发展,我国对电力需求量持续增长,为更好的满足国民经济的发展需要,同时完成国家电网“西电东送,南北互供”的电力输送[1-2],确保国家电力安全,电力传输必须解决远距离线路传输电损的问题,实现这一过程最有效的方法是提高铝架空导线的导电率,提高输电质量,扩大输电电容.Al-Zr合金是一种具有重要前景的热稳定析出强化铝合金,在高温下具有良好的抗氧化性,在高温度及载荷的不间断运行条件下,能有效地抵抗塑性变形,保持良好性能.铝合金导线是能抵御冰冻等自然灾害的防冰导线.Al-Zr在Zr质量分数低于0.25%的情况下,主要形成Al3Zr固溶体,其合金相图如图1所示.

图1 Al-Zr合金组织相图Fig.1 The composition phase diagram of Al-Zr alloy
Al3Zr固溶体可以有效地提高Al-Zr合金的强度,相对于形式的Al-Zr固溶体,其导电性能相对较优异,同时长期以来证实,少量的Be添加剂可以有效提高铝合金的力学性能,Be元素可以使Al-Zr合金中的杂质Fe金属间化合物晶体由粗大针状和层状转变成细小的等轴晶,并在铝基合金表面形成一层氧化铍保护薄膜,大幅度改善合金的性能.
我国生产铝合金导体的工艺主要为单一的连铸连轧技术,但对生产圆铝杆的成形技术上缺乏研究.连续铸挤工艺是一种短流程,产品从浇注到成形在一台连续铸挤设备上一次完成,是极具潜力的导电材料加工新工艺[3-4].
在工业生产中常用时效处理及冷拉拔的方法制作铝合金线材,添加锆元素的铝合金线材因具有良好的力学性能、导电性能和耐热性,对于我国电网增容具有重要作用.为更好地研究连续铸挤成形技术对于Al-Zr-Be合金性能的影响,本文拟对连续铸挤成形技术制备的Al-Zr-Be合金导体进行时效强化和冷拉拔加工,并测试研究在强化过程中Al-Zr-Be合金组织的性能.
1 实验方法
1.1 试样制备
运用连续铸挤工艺,铸挤工艺参数为:浇注温度750℃、挤压口温度500℃、挤压轮转速15r/min、室温水流量15~16L/min,以纯铝锭制备直径9.5mm合金圆铝杆[5],为使合金具有优良的综合性能,以99.7%纯铝锭为基体,在Be元素质量分数0.06%的条件下,选取Zr质量分数分别为0.1%、0.12%、0.14%、0.2%进行研究,根据Al的熔点,选用中频熔化炉对铝及合金进行熔化,根据Al的熔点,熔化温度设定为720℃,经过精炼除气及合金的添加过程后,其结果如表1所示.
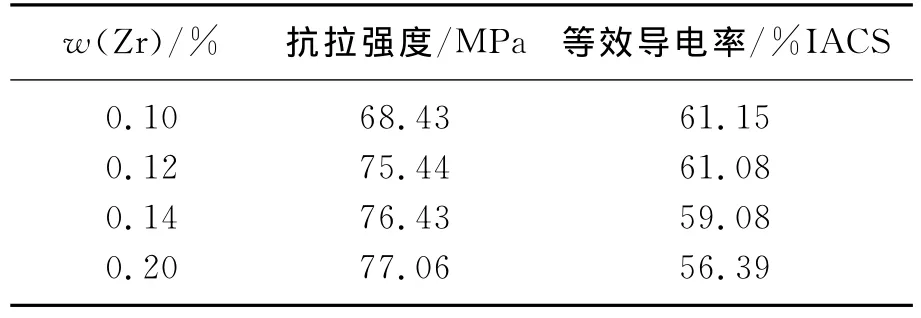
表1 Zr质量分数变化对直径9.5mm的Al(99.7%)-Zr圆杆抗拉强度及导电性能的影响Table 1 The effect of mass fraction of Zr on tensile strength and conductivity of 9.5mm diameter Al alloy wires by using the Aluminum billet with the aluminum composition 99.7%
选取Zr质量分数为0.12%作为研究,并对该合金进行成分分析,成分见表2.为进一步研究时效强化及冷拉拔加工对连续铸挤成形Al-Zr-Be合金性能的影响,对其进行组织观察及力学性能与导电性能测试,其组织及性能见图2及表3.

表2 试样的化学成分(质量分数/%)Table 2 The chemical composition of the samples(mass fraction/%)
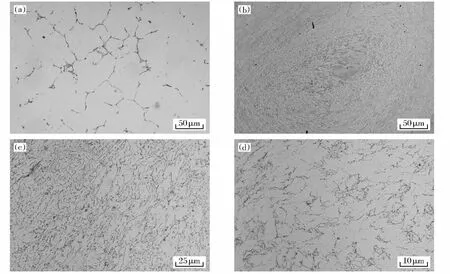
图2 合金铸态组织及铸挤组织Fig.2 Microstructure of as-cast Al-Zr alloy and microstructure of Al-Zr alloy prepared by CASTEX process
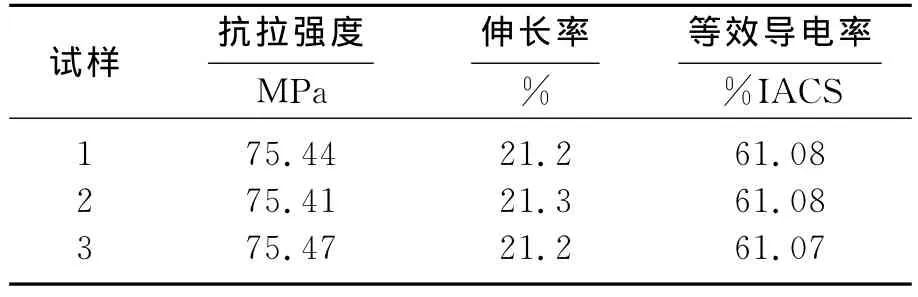
表3 试样的抗拉强度与导电性能Table 3 The tensile strength and conductivity of samples
图中2a为合金的原始铸态组织,呈较粗大的等轴晶,图中2b~图2d为连续铸挤后合金的显微组织,合金经铸挤后,晶粒明显细化,由于铸挤过程中合金经过强烈的冷却和塑性变形,因而晶粒明显细化并呈现出明显的加工流线.
微观组织晶粒较细小的主要原因是连续铸挤成形方式在进入铸挤轮和靴座之间时,产生初结晶,温度迅速下降,通过挤压不断的发生塑性变形,产生大量的应变能,促进再结晶,因此,再结晶过程不断形成,又不断被破坏,抑制了再结晶的长大,形成连续铸挤成形方式特有的细小等轴晶.
一方面,连续铸挤成形过程中,单辊对铝溶体强烈的剪切、细化和枝晶的破碎作用,促进了铝晶粒的形核,提高了晶粒的形核率;另一方面,由于热挤压成形出口温度较高,有利于晶粒的再结晶形核与长大,因此形核成为较均匀的细等轴晶组织.
1.2 时效强化与冷拔加工处理
将连续铸挤成形圆铝杆制成时效强化试样(长度2 000mm).运用101-1型恒温干燥箱及560-6型拉丝机对合金进行时效处理及无缺陷拉伸.时效强化是指合金经低温加热保温时,第二相从过饱和固溶体中析出,引起强度、硬度以及物理和化学性能的显著变化[6],时效温度分别为160、180、200、220℃,时效处理时间以4、6、8、10、12h不等.无缺陷拉伸工艺是指在合金塑性变形时成形过程均匀,使合金在小于金属的拉应力下提高合金的强度,拉应力过高会促使合金脆性加大易断裂,其对改变合金的粗糙度具有显著的效果[7-8].拉 丝 模 角 度 设 置 为 13°,拉 丝 速 度 为 6 m/s.
2 实验结果与讨论
2.1 时效强化对于合金组织性能的影响
时效强化主要是消除金属内部的内应力,对于改善金属的内部组织具有显著的作用,以时效温度180℃Al-Zr-Be合金为例,其时效后微观组织如图3所示.图3a是未经时效处理的合金试样组织图,图中黑色点状物为杂质,图中出现少量的网状结构.随着时效时间的增加,图3b中网状结构大幅度增加,成片状结构物质为强化相,随着时效时间的进一步增加网状结构越来越密集,网状结构越来越细小,图3c、图3d当时效时间为8和10h时,网状结构基本相差不多,只发生少量变化,强化相已经基本定型.强化相组织主要为Al3Zr固溶体,不断出现成片网状结构的主要原因在于,通过时效处理后,随着时效时间的不断增加,合金内部应力不断减小,析出相不断增加.

图3 180℃时效Al-Zr-Be合金的微观组织Fig.3 The microstructure of Al-Zr-Be alloy 180℃ artificial aged
Al-Zr-Be合金经时效强化后,其合金性能有大幅度的提高,结果如图4所示.从图4a可以看出,随着时效时间的增加,合金的抗拉强度不断提高,达到一定程度时,开始缓慢下降,主要原因在于Al-Zr-Be合金存在一定的时效峰值,
合金处于时效峰值时的抗拉强度最高,以时效温度160℃为例,在时效时间8h时,抗拉强度达到最高.同时,时效温度越高,达到时效峰值的时间越短,其时效峰值时的抗拉强度越低.图4b是合金的伸长率随时效时间的变化规律,时效时间越长,合金的伸长率越低,时效温度越高,合金的伸长率越高.图4c是时效时间对合金等效导电率的影响,随着时效过程的进行,合金的等效导电率不断提高,以时效温度160℃为例,时效峰值的时间是8h,随着时效时间的增加,等效导电率还有一定程度的提高,由于Al-Zr-Be合金主要作用是用于电力的传输,因此采取过时效处理的方式,牺牲部分强度,以提高合金的等效导电率.Al-Zr-Be合金过时效强化时,Al-Zr-Be合金的性能如表4所示.

图4 时效时间对Al-Zr-Be合金性能的影响Fig.4 The influence of aging time on properties of Al-Zr-Be alloy

表4 Al-Zr-Be合金过时效时的性能Table 4 The properties of Al-Zr-Be alloy prepared by over ageing process
2.2 冷拔加工对于合金性能的影响
取时效温度160、180和220℃时处于时效峰值时的合金试样进行拉拔工艺测试,对Al-Zr-Be合金进行拉丝时,由于拉丝模角度为13°,因此拉拔过程中需要经历多个阶段,拉拔过程中对合金进行分段取样,以最终拉拔到导线电标准直径3.5mm为目标.其力学性能与导电性能如图5所示.图5a随着拉拔过程的进行,每经过一段拉丝处理,合金的强度都有一个较大程度的提高,时效温度越低,拉拔工艺对合金强度的提升强度越明显,主要原因在于,时效温度较低时,时效的时间越长,内应力消除的越彻底.图5b显示了拉拔加工对于合金伸长率的影响,随着拉拔工艺的进行,合金的伸长率不断降低.图5c显示了冷拉加工对合金导电率的影响,随着冷拉加工的进行,合金的等效导电率不断起伏,但是起伏范围相对较小,因此,可以得出拉拔加工工艺对合金的等效导电率影响较小.

图5 拉拔工艺对Al-Zr-Be合金性能的影响Fig.5 The influence of drawing process on properties of Al-Zr-Be alloy
3 结 论
(1)运用连续铸挤技术可制备组织良好的导电材料,铸挤工艺参数为:浇注温度750℃、挤压口温度500℃、挤压轮转速15r/min、室温水流量15~16L/min,以99.7%純铝锭制备锆质量分数0.12%及铍质量分数0.06%的直径9.5mm合金圆铝杆,其微观组织为较均匀的等轴晶,可加工性良好.
(2)时效强化及冷拔加工处理可以有效的改善合金组织,大幅度提高合金的力学性能与导电性能,经时效强化及冷拔加工后,直径3.5mm合金圆铝杆抗拉强度为140.24~148.62MPa,伸长率为2.6%~3.1%,等效导电率为61.42%~61.65%IACS,综合力学性能和导电性能优良.
[1] 黄豪士.用于资源节约型输电线路的导线之一——导线特性和工作原理[J].电线电缆,2011,5(1):1-4.
(Huang Haoshi.The conductors Used for Resource-saving Transmission Lines,Part Ⅰ:Conductor Characteristics and Principle of Work[J].Electric Wire and Cable,2011,5(1):1-4.)
[2] 黄豪士.用于资源节约型输电线路的导线之二——节能型系列导线的主要品种和特性[J].电线电缆,2011,5(2):17-21.
(Huang Haoshi.The conductors Used for Resource-saving Transmission Lines,PartⅡ:Main Categories of Energy-Saving Conductors and their Respective Characteristics[J].Electric Wire and Cable,2011,5(2):17-21.)
[3] Zhou T G,Jiang Z Y, Wen J L,et al.Semi-solid Continuous Casting-extrusion of AA6201Feed Rods[J].Materials Science and Engineering:A,2008,485(1/2):108-114.
[4] Zhou T G,Jiang Z Y,Wen J L,et al.On-line Aging to Improve the Tensile Strength and Conductivity of Colddrawing AA-6201Wires[J].Materials Science Forum,2007,561-565:349-352.
[5] 周天国,张雪飞,陈超君.高导电率圆铝杆连续铸挤成形技术实验研究[J].沈阳大学学报:自然科学版,2012,24(5):25-31.
(Zhou Tianguo,Zhang Xuefei.Experimental Investigation on Aluminum Rods with High Electrical Conductivity Prepared by CASTEX Process[J].Journal of Shenyang university,2012,24(5):25-31.)
[6] 杜晓东.Zr-Al合金的时效过程与析出相研究[J].矿冶工程,2003,23(3):73-76.
(Du Xiaodong.A Study on Aging Process and Separated Phase of Aluminum Alloy Containing Trace Zr[J].Mining and Metallurgy Engineering,2003,23(3):73-76.)
[7] 温景林.金属挤压与拉拔工艺学[M].沈阳:东北大学出版社,1996.
(When Jinglin.Metal Extrusion and Drawing Technology[M].Shenyang:Northeastern University Press,1996.)
[8] 陈宝盛.铝合金导线的拉制工艺[J].光纤与电缆及其应用技术,1997(4):55-58.
(Chen Baosheng.Drawing Technology of Aluminum Alloy Wire[J].Optical Fiber and Electronic Cable,1997(4):55-58.)
猜你喜欢
纺织科学研究(2021年7期)2021-08-14
有色金属加工(2021年4期)2021-08-11
四川劳动保障(2021年4期)2021-07-22
小天使·一年级语数英综合(2020年5期)2020-12-16
材料科学与工程学报(2016年1期)2017-01-15
中国环境监察(2016年4期)2016-10-24
中国塑料(2016年3期)2016-06-15
浙江大学学报(工学版)(2016年9期)2016-06-05
大连工业大学学报(2015年4期)2015-12-11
智能建筑电气技术(2015年5期)2015-12-10
