小口径高压锅炉管内部缺陷控制
2014-05-16 06:09高展展朱人君梁海泉丁宏钧
天津冶金 2014年2期
高展展,朱人君,梁海泉,丁宏钧,宁 玫
(天津钢管集团股份有限公司,天津 300301)
小口径高压锅炉管内部缺陷控制
高展展,朱人君,梁海泉,丁宏钧,宁 玫
(天津钢管集团股份有限公司,天津 300301)
针对天津钢管集团股份有限公司168厂ø88.9mm以下小口径高压锅炉管探伤合格率一直较低的问题,通过保证顶头和芯棒表面的质量、增加张减机减壁率、提高张减终轧温度、使用磷酸盐代替硫酸盐作为硼砂组分、提高芯棒限动速度等措施,使小口径钢管内伤得到有效控制,探伤合格率稳定,探伤合格率平均达到9 5.5%。
内划道;高压锅炉管;探伤;合格率
1 引言
2007年我厂生产的小口径钢管存在内表面缺陷严重,造成探伤合格率低,平均探伤合格率仅为82%,直接影响品种成材率和合同执行率。例如小口径的钢种为12Cr1MoVG和15CrMoG钢种的高压锅炉管的成材率仅为70%左右,其主要是内伤探伤报警。经取样分析,缺陷主要为深度在0.2~0.5 mm、长度在20~50mm浅表裂纹。为此,有针对性的对各变形工序轧件质量状况进行过程控制。
2 小口径钢管内表面缺陷产生原因分析
小口径钢管内表面缺陷是影响质量,产生废品的主要原因。统计了2007年2月生产的ø51 mm×6 mm、ø51 mm×7 mm等规格小口径钢管的探伤情况,探伤合格率只有40%~80%,通过多个规格的内伤缺陷定位和分析,缺陷主要为深度在0.2~0.5 mm、长度在20~50mm浅表裂纹,其产生原因是穿孔过程中产生的微小缺陷,或连轧第一、二、四架在轧制过程中钢管受内表面氧化物残渣影响,形成内划道和结疤缺陷[1],这些缺陷经过张减的轧制挤压和拉伸而加重。
2.1 PQF工序
通过连轧轧卡样分析可以看出,连轧第一、二、四架在轧制过程中钢管受内表面氧化物残渣影响,形成内表面划道和结疤缺陷,是造成钢管内划道缺陷的主要原因。如图1所示,照片下部可以看到清晰的划道痕迹,虽然通过下游机架的轧制能将严重的轧制痕迹轧合,但是经过张力减径工序的拉伸减径变形,已经轧合的部分仍有可能出现浅表裂纹缺陷。

图1 连轧第二架轧卡分析样局部图
2.2 张减工序
图2至图5为S M S_M E E R的相关研究,随着张减机轧制道次的增加,内表面裂纹呈逐渐加深的态势。宝钢S A-2 10C的ø5 1mm×6mm与我厂生产的S A-2 10C的ø5 1mm×7mm小高锅产品进行对比,得出如下结论:

图2 第一架轧制钢管内表面组织形态

图3 第10架轧制内表面组织形态

图4 第15架轧制内表面组织形态

图5 第25架轧制内表面组织形态
(1)宝钢产品探伤噪声信号很低,内表面光洁度高于我公司产品;
(2)内表面解剖后对比,宝钢管内表面光滑,我厂产品内表面粗糙程度较高详细情况见图6~图8。
(3)宝钢产品内表面同样存在浅表轧制痕迹,是由于芯棒表面缺陷和内表面划道引起的,但由于内表粗糙程度的不同,我们的产品缺陷深度略高于宝钢管0.1~0.2mm。
(4)宝钢管带状组织5级比较明显,是由于较低的终轧温度引起的。
3 分析结论
通过对钢管倍尺数跟踪发现,钢管报伤集中在管端第一、二倍尺(距管端25 m内),与毛管头部氧化硼砂积累密切相关,小口径钢管缺陷在毛管前部轧制区域出现的比率较高。通过上述分析可以得出以下结论:
(1)穿孔毛管存在端部除氧化效果不良的问题需要加以改进。
(2)连轧工作机架轧制时内表面存在划道缺陷,需要从孔型、润滑改进入手加以解决。
(3)张减机总减径率较高,对荒管中存在的原始缺陷不能在轧制中完全消除。
4 改进措施及实施效果
4.1 改进措施
(1)顶头生产30支不等出伤必换,消除因顶头产生的内折。
(2)生产小口径钢管使用无伤芯棒,消除芯棒产生的缺陷。
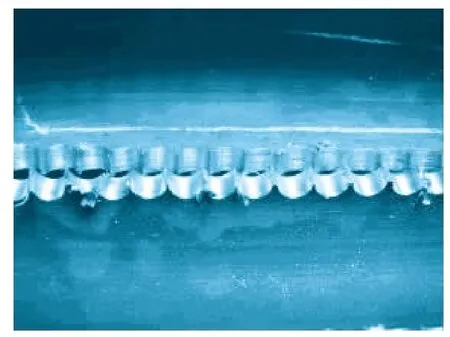
图6 钢管内表面对比图

图7 TPCO钢管内表面

图8 宝钢钢管内表面(存在浅表轧折和轻微划道缺陷)
(3)生产前对穿孔导距和辊距进行测量,确保椭圆度系数控制在工艺要求范围内。
(4)张减机减壁率提高到10%~15%(原为5%~8%)。
(5)终轧温度控制在8 60℃以上,提高再加热炉5~8段温度(1020±10)℃,张减高压水根据外表面除鳞情况控制在8~1 8MPa,提高张减机出口速度至5.5m/s以上。
(6)选用磷酸盐代替硫化钠作为硼砂的主要添加剂是由于磷酸盐与氧化铁皮反应形成熔融物,减少轧件在连轧轧制时其内表面辊缝处聚集物,减少内结疤和划道产生的几率。
(7)继续跟踪分析轧卡管解剖后的内表面状态和实际测量数据,对连轧第一、二架孔型设计提出成熟的改进思路、设计原则和要点,改进连轧1 8 5、1 5 1孔型设计,达到降低总延伸系数,降低张减机单机减径率的工艺目的,改善钢管内表面粗糙程度。
(8)研究现有条件下提高芯棒限动速度的途径。
4.2 实施效果
根据前期的试验和总结,按照上述措施制定工艺并在过程控制中严格执行,钢管探伤合格率得到一定控制。2010年5月至1 2月ø8 8.9mm以下小口径钢管平均探伤合格率9 5.5%,各月探伤合格率情况见图9。
5 生产过程控制优化
生产过程中还有个别炉次出现低合格率,探伤合格率只有89%。针对个别出现的低合格率炉次或批次,主要从生产过程控制进行优化。
5.1 穿孔机组
该机组坚持保证顶头表面的质量以提高内表面质量,规定生产直径小于ø8 8.9mm的钢管,每颗顶头轧制30支即全部更换,不再用于生产此类品种。
再次试验使用磷酸盐代替硫酸盐作为硼砂成分,有利于提高钢管内表面光洁度,减少内表面划道缺陷,如图10所示。

图9 2010年5月至12月ø88.9mm以下小口径钢管探伤合格率

图10两种硼砂组份生产出来的钢管内表面划道对比图
5.2 PQF机组
该机组坚持保证芯棒表面的质量以提高内表面质量,规定生产直径小于ø88.9 mm的钢管,使用全新芯棒生产,连轧辊寿命不超过1000支。
同时通过多方共同研究,对连轧孔型进一步优化,2008年开始试验了我厂第6套孔型生产小口径钢管。如图11所示,新孔型和旧孔型生产的钢管内表面对比情况,该孔型生产的钢管内表面明显优于旧孔型,表面光洁度大大提高,而且保持了原有的良好壁厚精度。
使用新孔型生产了一批规格为ø60mm×4mm的2 10C高锅管,探伤合格率平均9 7.5%。
另外根据轧制理论,限动速度暨钢管内表面和芯棒的速差直接影响了钢管内表面,因此进行了提高限动速度的对比试验。对比试验中看出有一定效果,图1 2为试验对比情况。
5.3 张减机组
根据工艺研究和摸索,增大张力系数,调整张减速度制度,减壁率增加到10%,减少内表面质量缺陷。提高终轧张减轧制温度,有助于提高内表面质量,改善钢管性能。
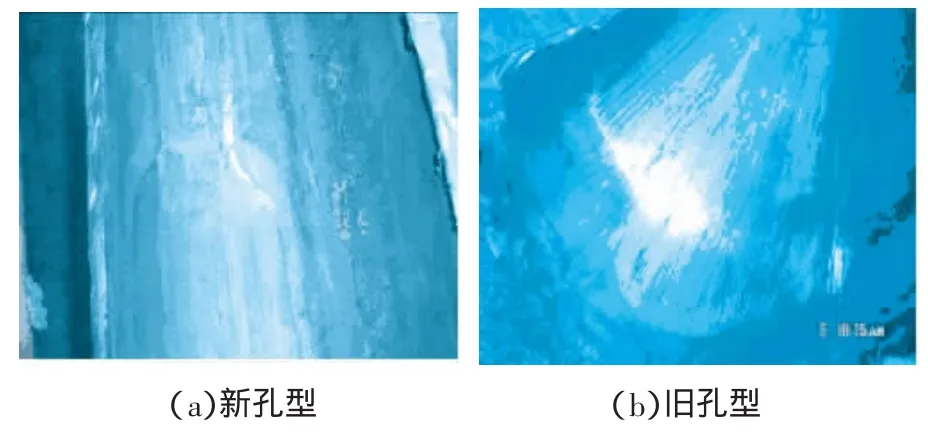
图11 新孔型和旧孔型生产的钢管内表面对比情况
图12 限动速度试验内表面情况对比图
对不同径壁比的成品钢管,选取不同的孔型参数,同时结合钢种、材质来调整减径量的大小。
6 结语
通过保证顶头和芯棒表面的质量、增加张减机减壁率、提高终轧张减轧制温度、使用磷酸盐代替硫酸盐作为硼砂组份、提高芯棒限动速度、修改连轧孔型等措施,至2010年底,工艺逐渐固定,小口径钢管内伤得到有效控制,探伤合格率稳定,探伤合格率平均达到95.5%。
[1]严泽生.现代热连轧无缝钢管生产[M].北京:冶金工业出版社,2009:2 1 5.
Quality Control over Internal Defect of Small Diameter High Pressure Boiler Pipe
GAO Zhan-zhan,ZHU Ren-jun,LIANG Hai-quan,DING Hong-jun and NING Mei
(Tianjin Pipe[Group]Corporation,Tianjin 300301,China)
In order to solve the lingering problem of low qualification rate of high pressure boiler pipe with less than 88.9 mm diameter at inspection,measures were taken at Tianjin Pipe(Group)Corporation,i.e.,ensuring the surface quality of plug and mandrel,increasing wall thickness reduction at stretch reducing mill,increasing the finishing rolling temperature of tension reduction,using phosphate instead of sulphate as borax component,increasing mandrel retaining speed and so on.As a result,the internal defect of small diameter pipe was effectively curbed and inspection qualification rate stable at an average of 95.5%.
internal scratch;high pressure boiler pipe;detection;qualification rate
10.3969/j.issn.1006-110X.2014.02.014
2013-09-1 1
2013-10-09
高展展(1980—),女,硕士,工程师,主要从事轧钢工艺方面的研究工作。
猜你喜欢
山东冶金(2022年4期)2022-09-14
天津冶金(2021年4期)2021-08-18
中国金属通报(2020年14期)2020-04-22
铁道建筑技术(2019年6期)2019-11-29
中国煤层气(2019年2期)2019-08-27
商情(2017年38期)2017-11-28
有色金属材料与工程(2017年3期)2017-07-15
大陆桥视野·下(2017年5期)2017-06-19
大陆桥视野·下(2017年4期)2017-06-05
山东工业技术(2014年12期)2014-05-03