
蠕墨铸铁加工研究进展
2014-06-04 11:16袁华王成勇郭院郑李娟
机床与液压 2014年13期
袁华,王成勇,郭院,郑李娟
(1.广东工业大学机电学院,广东广州 510006;2.顺德职业技术学院机电工程系,广东佛山 528333)
1 蠕墨铸铁材料特性及应用
蠕墨铸铁 (CGI)因其石墨形状呈蠕虫状而得名(如图1所示)。1948年美国人 K D MILLS、A P GAGNEBIN和N B PILLING在发明球墨铸铁时就发现了蠕墨铸铁,但当时并未引起足够的重视,对其材质的真正研究是从20世纪60年代才开始。由于它既有接近于球墨铸铁的力学性能,又有与灰口铸铁相似的良好铸造性能和导热性,因而近二十年来在汽车行业的应用颇受材料研究者关注[1]。
从化学成分上看,蠕墨铸铁与灰铸铁、球墨铸铁基本上无太大差异。由于在铸造过程中铁水中加入添加剂和保持时间的不同,以及材料的基体组织也不同,因而材料性能产生差异。
蠕墨铸铁的拉伸强度是灰铸铁的2~3倍,具有比灰铸铁高的高温强度,在500℃以下具有良好的刚性,不会产生变形[2],适于制造强度要求较高和需承受热循环负荷的零件,如气缸体、气缸盖、排气歧管和制动鼓等;同时,在玻璃模具、钢锭模上也大量使用蠕墨铸铁。
蠕墨铸铁的质量比传统的灰铸铁轻一半,对于汽车来说具有更高的燃料能效。此外,其强度和刚度比灰铸铁高一倍,从而可以设计出壁厚更薄的发动机缸体。一台装配好的蠕墨铸铁发动机的质量比灰铸铁发动机减轻 9%左右[3]。
由于蠕墨铸铁在发动机缸体缸盖上稳定使用要求蠕化率达80%以上,此时的蠕墨铸铁具有强度高,导热性、耐热疲劳性及加工性好等特点,但铸造技术难度高。目前全球只有瑞典Sinter Cast(欣特卡斯特)一家企业能够规模化稳定地制备蠕化率达80%以上的蠕铁产品。故蠕墨铸铁只在20世纪90年代铸造技术成熟后才开始批量应用于汽车发动机缸体的铸件[4-6]。2011年6月我国颁布了新的蠕墨铸铁国家标准,将蠕化率定在80%及以上,与国际接轨。
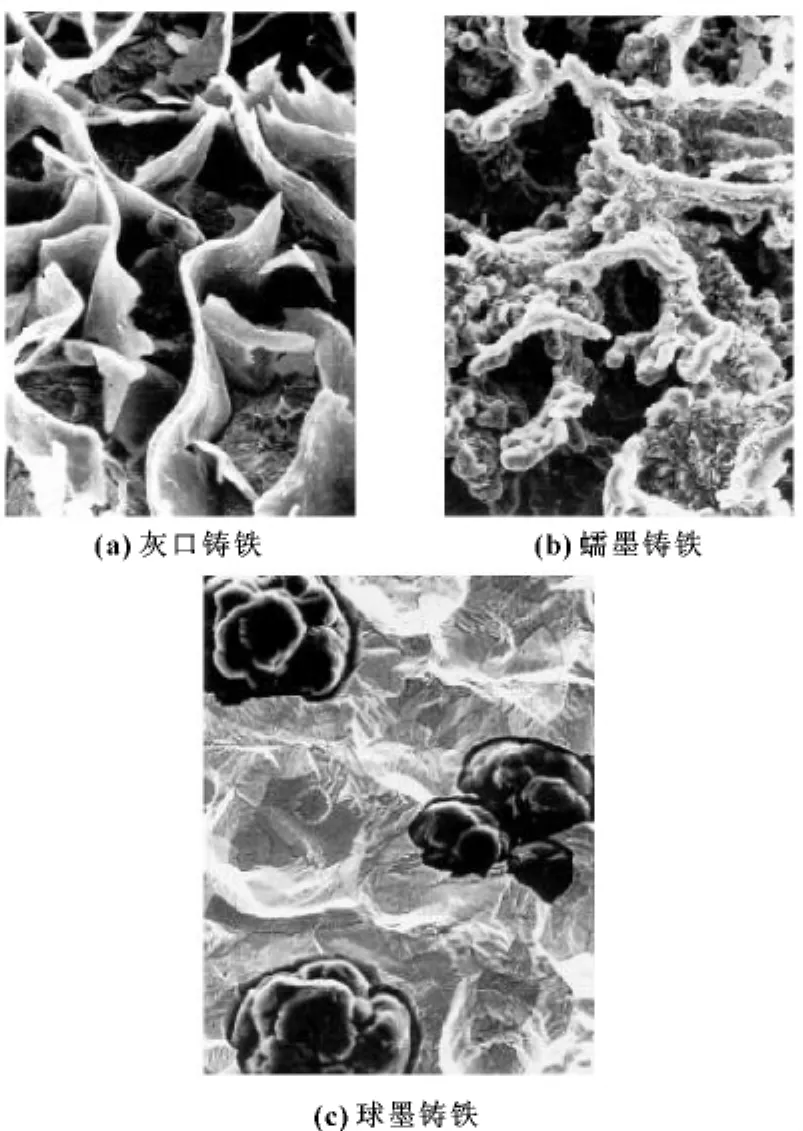
图1 3种铸铁组织图
由于越来越多灰铸铁工件将要被蠕墨铸铁代替,所以国外非常重视对蠕墨铸铁的研究。目前蠕墨铸铁缸体缸盖已经在柴油发动机上大量应用。西方国家2010年仅蠕墨铸铁缸体产量就超过了10万吨。特别是在欧洲,蠕墨铸铁的应用已经普及。福特、奥迪等国外公司的大马力发动机缸体已采用蠕墨铸铁制造。在日本仅应用于部分商用车和SUV的发动机[7-8]。
国内一些企业也开始对蠕墨铸铁进行试验性研究。广西玉柴机器公司从2006年开始生产蠕墨铸铁材质柴油机汽缸盖和曲轴箱铸件,并在2011年进行了蠕墨铸铁柴油机汽缸体的试验。天津新伟祥工业公司几年前就引进了瑞典Sinter Cast“二步法”技术和设备,进行蠕墨铸铁件的生产。一汽铸造有限公司和中国一拖集团分别在2010年和2012年引进了Sinter Cast技术进行蠕墨铸铁发动机缸体和缸盖的试验研究[5]。
2 蠕墨铸铁切削加工性
不同铸铁材料中的石墨形态、基体成分以及各种元素的质量不仅决定其用途,也对由该材料制成的铸件的加工性能有很大的影响。在使用相同刀具的情况下,蠕墨铸铁的加工性能比灰铸铁差。由于蠕墨铸铁具有一定的韧性,即便蠕墨铸铁硬度不高于灰铸铁,加工者普遍感到铁质发黏,有黏刀现象,刀具磨损加快[9]。由于蠕墨铸铁的拉伸强度比灰铸铁高,在铣削加工时更高的拉伸强度将转化为更大的切削力,这导致切削刀具受力增加,机床的功率也随之增加15% ~25%。
加工蠕墨铸铁,目前面临以下亟需克服的难题:
(1)蠕墨铸铁的导热率仅为灰铸铁的78%,加工时切削热容易积聚,从而加速刀具的磨损[10]。同时蠕墨铸铁的延展性好,更易产生毛刺。
(2)蠕墨铸铁的铸造硬皮为铁素体结构,加工时容易与刀具切削刃黏结,产生黏结磨损。而灰铸铁的铸造硬皮为珠光体结构,相比蠕墨铸铁更易加工,不会产生此类问题。
(3)蠕墨铸铁由于在铸造过程中加入蠕化剂,硫化物被消耗,加工时无法像灰铸铁一样在切削刃表面形成具有润滑作用的MnS,MnS作为润滑剂起到阻止扩散的作用,使得氧化和扩散率的降低,因而减少了化学磨损。缺少MnS将直接导致刀具寿命降低[11]。
(4)蠕墨铸铁的铸造工艺中,加入钛作为合金元素,钛含量的升高将明显加速刀具的磨损,使其可加工性大大降低。S DAWSON等在2001年[12]发现:钛含量从0.01%到0.02%极小的增加将导致CGI刀具寿命降低 50%。Sílvia do Nascimento ROSA等(2010)[13]研究了车削具有不同钛含量的蠕墨铸铁的刀具磨损和表面粗糙度的影响,结果表明:CGI中钛含量的增高将显著降低刀具寿命。
3 蠕墨铸铁加工研究现状
国内外对蠕墨铸铁的加工机制的研究主要集中在刀具磨损、切削机制等方面。德国、瑞典、巴西、美国等国家对蠕墨铸铁加工技术的研究和应用处于世界领先地位。国内面向蠕墨铸铁加工的研究则刚刚起步。
3.1 切削机制
3.1.1 切屑形成
张玉玲 (2010)[14]应用山特维克H13A无涂层刀片和GC1020涂层刀片进行铣削加工试验,对蠕墨铸铁材料铣削机制进行了试验研究。在切削速度60~400 m/min的区间内,两种刀片加工的切屑均呈规则的螺旋管状切屑,切削温度较低。从宏观和微观形态对比来看,在低速切削段,切屑背面条形褶皱较多,切削过程中材料层积现象较为严重,切屑变形大,切屑光面平整性较差,在高速切削段切屑形态相对较好。
3.1.2 切削力与切削温度
研究人员在切削速度100~400 m/min,每齿进给量fz=0.06~0.24 mm/齿,轴向切深ap=0.4~1.6 mm的试验条件下铣削蠕墨铸铁,GC1020涂层刀具所受切削合力在308~1 598 N范围内变化,影响切削力的最大因素为切削深度[15]。
Ming CHEN(2011)发现[15]:非涂层刀具铣削(v=240 m/min,fz=0.1 mm/r,ap=0.8 mm)时,CGI的最高温度位于刀尖,可达645℃;涂层刀具切削蠕墨铸铁的最高温度位于后刀面,且其平均温度比非涂层刀具降低40℃左右,显示涂层具有良好的隔热性能。
3.2 刀具磨损机制
高速铣削CGI时刀具磨损以黏结磨损为主,这是因为蠕墨铸铁的铸造硬皮为铁素体结构,加工时容易与刀具切削刃黏结,从而产生黏结磨损。部分学者认为还包含磨粒磨损。后刀面磨损为主要磨损形式[13-15](图 2)。M B Da SILVA 等 (2011)[16]用Al2O3硬质合金涂层刀具高速铣削蠕墨铸铁,发现刀具后刀面的磨损随着切削速度的增加而降低,原因不明。当切削速度分别取为600、800、1000 m/min时,蠕墨铸铁在600 m/min的切削性能最差。
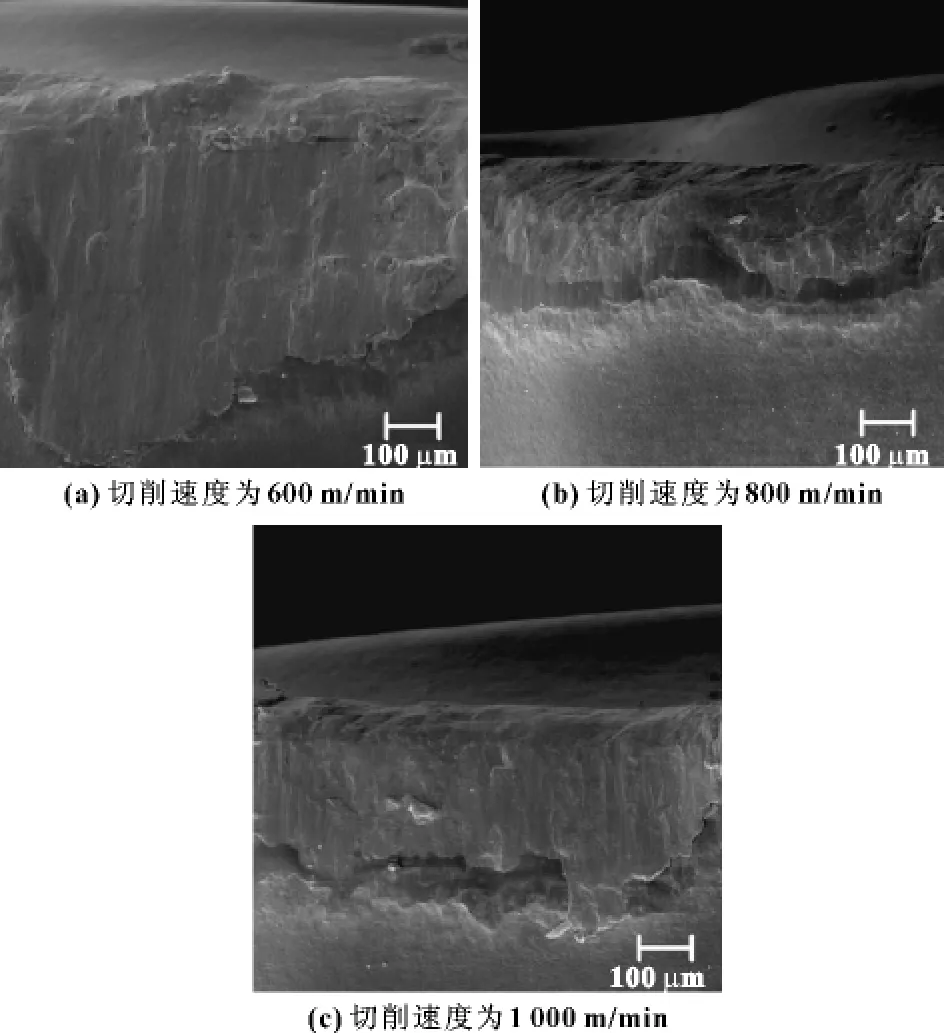
图2 Al2O3涂层硬质合金刀具铣削CGI刀具时后刀面磨损[12]
M GASTEL等 (2000)[11]研究发现了影响刀具磨损的两个因素:(1)刀具氧化;(2)刀具与CGI之间的相互扩散。实验结果表明:用CBN刀具切削CGI和灰铸铁时,化学反应起了重要作用,此时CBN的黏结相不稳定,解体形成B和NO。氧化和扩散实验揭示两种材料的摩擦机制基本相同。
相对铣刀,钻头的磨损机制不尽相同。V V De OLIVEIRA(2011)[17]利用3种几何形状的直径6 mm的TiAlN涂层硬质合金钻头进行钻削CGI实验,SEM图片显示,磨粒磨损为钻头主要磨损类型。
卢健林 (2009)[18]用涂层硬质合金钻以55~80 m/min的速度钻削蠕墨铸铁,发现加工蠕墨铸铁的刀具耐用度随着切削速度、进给速度和切削深度的增加呈现下降趋势。其中与切削速度的相关度最大,其次是进给速度,切削深度影响最小。
图3所示为使用普通硬质合金刀具以低切削速度(100~200 m/min)、采用加工灰铸铁的标准切削参数铣削和车削CGI时,刀具寿命大约为切削灰铸铁时的50%。与此类似,当采用PCBN或陶瓷刀具以高切削速度 (400~800 m/min)进行CGI铣削加工时,刀具寿命同样大约为切削灰铸铁时的50%。然而,当用PCBN或陶瓷刀具以高速进行CGI连续切削加工(如车削或镗孔)时,CGI和灰铸铁的可加工性的差距非常明显,刀具的寿命相差悬殊[3]。

图3 不同刀具材料在断续切削 (铣削)和连续切削 (车削/镗削)CGI和灰铸铁时的刀具寿命比较[4]
研究还发现:切削CGI的最佳速度要低于灰铸铁。如果使用400~800 m/min切削速度,刀具寿命将显著降低;当使用PCBN刀具以800 m/min的速度切削 (车削)CGI时,刀具寿命降低为同样速度切削灰铸铁的 1/20[19-20]。
涂层刀具 (后刀面为TiN-Al2O3-TiCN,前刀面为Al2O3-TiCN涂层)切削蠕墨铸铁和灰铸铁时,刀具寿命随着材料的硬度、抗拉强度、珠光体含量的增加而降低。切削力变化趋势则刚好相反,可以作为衡量蠕墨铸铁可加工性的一个重要指标[21]。
Varun NAYYAR等 (2013)[22]用具有不同几何形状及刃口半径切削刃的涂层刀具 (后刀面为TiN、Al2O3和 TiCN涂层,前刀面为Al2O3和 TiCN涂层)在车床上以不同切削速度镗削蠕墨铸铁试件 (抗拉强度400 MPa),发现在CGI的切削中刀具切削刃的几何半径越小,测得的切削合力也越小,同时刀具的寿命越长,最小刃口半径可达30 μm;切削速度越高,切削刃半径对寿命的影响越显著。
3.3 辅助加工条件
S SKVARENINA等 (2006)[20]进行了激光辅助加工 (LAM)CGI的研究,通过改变切削深度、进给速度和材料的去除温度,对由此产生的切削力、切削能量、表面粗糙度和刀具磨损进行了评估。结果表明;在材料去除温度为400℃时,可以成功地进行激光辅助加工而不影响精加工表面的微观结构。此时,进给速度0.15 mm/r、切削速度1.7 m/s时刀具寿命是普通切削进给在0.1 mm/r的寿命的1.6倍以上。同时,表面粗糙度改善了5%。经济性分析表明,LAM方式加工一个汽缸套可节约20%的成本。
Eberhard ABELE 等 (2008)[23]使用液态 CO2为冷却剂,用聚晶金刚石刀具加工蠕墨铸铁获得成功。当刀具的切削速度增加1倍时,金刚石刀具的寿命只有小幅度的降低。因此用CO2冷却金刚石刀具切削蠕墨铸铁的生产效率可以提高一倍。
4 蠕墨铸铁加工刀具及加工工艺
4.1 蠕墨铸铁加工刀具
由于蠕墨铸铁材料的切削特性,加工蠕墨铸铁对于任何刀具材料都是困难的。与灰铸铁相比,切削速度和刀具寿命将有很大的降低。CGI蠕墨铸铁在切削时不能像灰铸铁那样在刀具表面形成MnS保护层、蠕墨铸铁热传导率相对较低、铸造硬皮具有铁素体结构和加入了钛作为合金元素,都会导致切削刀具严重磨损[12]。
切削蠕墨铸铁的刀具有:涂层硬质合金刀具、CBN刀具、陶瓷刀具等。目前生产厂家用于蠕墨铸铁切削的主要刀具都为国外知名品牌,如瓦尔特Walter、山特维克Sandvik、肯纳Kennal、克洛伊Korloy等。他们各自推出的切削铸铁类材料刀具的涂层特点如表1所示。
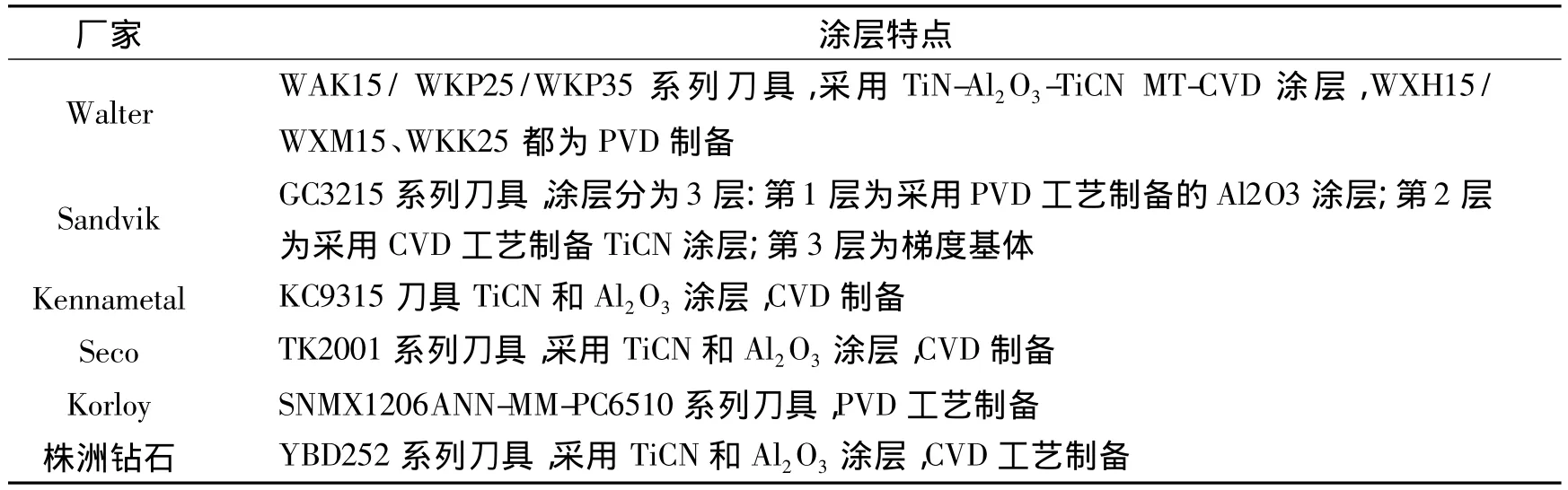
表1 铸铁类材料切削刀具涂层
对于蠕墨铸铁铣削加工,涂层一般采用厚层氮碳化钛 (TiCN)和氧化铝 (A12O3)。厚涂层厚度为7~10 μm,薄涂层的厚度一般为2~3 μm。在任一切削速度下,铝氮化钛涂层刀片寿命为氮化钛或碳氮化钛涂层刀片的3 倍[24]。
刀具厂家也开发了切削铸铁的CBN刀具,如Walter公司的 WCB80系列、肯纳公司的 KD210系列、山特维克公司的CB7050系列及山高的CBN20系列刀具。但是由于CBN刀具属高脆性超硬刀具材料,强度和韧性很差,很难用于冲击力大的加工。观察用放大镜拍摄的刃口磨损,CBN刀片加工蠕墨铸铁不仅有塑性变形,还会有化学磨损。由此可见,CBN刀片并不适用于蠕墨铸铁的铣削加工,目前只是用于车削等连续切削的加工,且多用于加工灰铸铁。
由于上述原因,研究者普遍认为涂层硬质合金刀具为加工蠕墨铸铁的首选刀具。如Sander GABALDO等 (2010)[25]进行了两种刀具材料 (硬质合金和陶瓷)高速加工CGI发动机缸体的性能研究,在不同的切削速度下对这两种刀具材料进行摩擦机制和刀具寿命的对比。主要结论是:在CGI发动机缸体工作面精加工铣削工况下,铣削CGI时从刀具寿命方面考虑,涂层硬质合金刀具比陶瓷刀具更好。Ming CHEN等 (2011)[15]发现:TiAlN涂层刀具较非涂层刀具在蠕墨铸铁的铣削加工中能获得更好的表面质量和加工效率。
通过增加进给速度,降低切削速度可提高高速加工蠕墨铸铁的生产率。这导致了多刀片刀具的应用,可以利用多涂层合金刀具实现蠕墨铸铁缸体的高效切削[26]。
目前,业界接受的切削方案是采用超耐磨的合金刀具,以低表面速度 (100~150 m/min),利用多刀片 (6片或更多)的形式来进行大进给量的高效切削,以期弥补低速切削的生产率的损失。
总之,虽然涂层刀具是最适合蠕墨铸铁加工的刀具材料,但各个厂家推出的基本上都为TiN-Al2O3-TiCN涂层,这是应用很普遍的一种涂层,基本上没有特别针对蠕墨铸铁材质进行优化设计,存在切削速度低、刀具磨损快的缺点,无法进行高速加工。
4.2 蠕墨铸铁加工工艺参数
在蠕墨铸铁的切削加工 (粗加工)中,存在一个临界切削速度,即切削速度最大值。当刀具切削速度超过此临界值时,刀具磨损会显著加剧。Walter公司经过研究,不同涂层刀具切削蠕墨铸铁时,此临界值为130~140 m/min,即切削速度必须小于130~140 m/min最大值。此外,蠕墨铸铁加工中应减小啮合宽度,即减小刀具直径,粗加工时在加工中心上最大刀盘直径应不超过125 mm。冷却液、刀具几何形状等都对刀具的磨损有着显著的影响,应通过相关切削试验,来确定合理的加工方案。
不同的刀具材料加工灰铸铁和蠕墨铸铁,其工艺参数也不相同。如果用铣削灰铸铁的切削速度和进给速度作为100%标准的话,那么用陶瓷刀具切削蠕墨铸铁的切削速度应为100%~120%,进给速度应为80%~100%;而用硬质合金刀具铣削CGI的切削速度应为60%,进给速度为100%;而当用陶瓷刀具和硬质合金刀具镗削和车削CGI时,切削速度应为30%,进给速度为90% ~110%[27]。
高速切削蠕墨铸铁时,切削液的使用存在争议。Walter公司认为切削液不仅无法提高工件表面质量,而且还会降低刀具寿命50%以上,因此对铸铁的高速加工一般应采用干切削。但Varun NAYYAR(2012)研究发现[28],上述结论只适合于高速加工灰铸铁,在涂层刀具以200 m/min以上的速度连续切削蠕墨铸铁和球墨铸铁时,切削液能有效降低切削力,提高刀具寿命。当切削速度为300 m/min时,涂层刀具干切削蠕墨铸铁时的刀具寿命只有湿切削的一半。
4.3 蠕墨铸铁高速加工解决方案
在几年以前,许多机械制造专家还认为高速切削CGI是很难实现的,更多的是提倡低速度、多刀片、大进给的高效切削。而自旋转刀具的应用为CGI铸铁的高速加工提供了一种有效途径。自旋转铣削的概念最早由美国飞机制造巨头洛克希德公司 (Lockheed Corp.)于20世纪70年代提出,Rotary Technologies公司对该技术加以完善,并由UNOVA's Lamb Technicon公司将其应用于CGI铸铁的镗削加工。
自旋转刀具是一种采用双负切削角的圆形旋转刀具,可有效减轻加工中的摩擦与发热,它的应用对未来几年汽车发动机设计的改进开拓了新的途径。
Lamb公司 (2005)[11]结合高刚度机床,使用自旋转刀具系统并辅之刀具轨迹程序,实现了CGI的高速加工。他们对回转式镗刀进行了改装,在Jaguar630立式加工中心上采用氮化硅陶瓷自旋转粗铣刀具进行切削试验。其试验所用切削参数为:铣刀直径150 mm,转速800 m/min,切削深度5.0 mm,每齿进给量为0.2 mm。由于试验材料来源限制,只在9 min内切出了100 kg的切屑。在整个切削时间内,对刀具放大150倍观察,未发现刀刃有明显磨损。
5 结束语
国外对蠕墨铸铁加工的研究趋势是采用特定的刀具结构及特定机床进行高速切削,生产企业需购置昂贵的设备与技术解决方案,以规模化生产和高效率加工来降低成本,从而保持竞争优势。
在目前情况下,需要对涂层刀具、陶瓷刀具和PCBN刀具切削蠕墨铸铁的切削加工及磨损机制进行进一步研究,开发高速铣削蠕墨铸铁系列高性能涂层刀具,解决CGI加工过程中刀具磨损过快的问题。
[1]王有清,胡飞,施华武,等.蠕墨铸铁在气缸体铸件上的应用与发展[J].现代铸铁,2010(6):23-26.
[2]卢健林.加工蠕墨铸铁材质刀具折断的影响因素[J].装备制造技术,2008(8):18-19.
[3]张宪.切削加工蠕墨铸铁(CGI)的挑战[J].工具展望,2008(4):24-25.
[4]DAWSON S,SCHROEDER T.Practical Applications for Compacted Graphite Iron[J].AFS Transactions on American Foundry Society,2004,47(5):1 -9.
[5]张伯明.蠕墨铸铁在发动机上的应用[J].汽车与配件,2011(2):31-33.
[6]张忠仇,李克锐,曾艺成.我国蠕墨铸铁的现状及展望[J].铸造,2012(11):1303 -1307.
[7]曾大本.面向汽车轻量化材料加工技术的发展动向[J].现代铸铁,2010(A02):15 -21.
[8]郝长文.蠕墨铸铁柴油发动机气缸体的高效率端面铣削加工[J].汽车工艺与材料,2009(1):45-48.
[9]邱汉泉,陈正德.中国蠕墨铸铁40年[J].中国铸造装备与技术,2006(3):14-21.
[10]GEORGIOU George.蠕墨铸铁的高速加工[J].世界制造技术与装备市场,2005(6):89-93.
[11]GASTEL M.Investigation of the Wear Mechanism of Cubic Boron Nitride Tools Used for the Machining of Compacted Graphite Iron and Grey Cast Iron[J].Refractory Met &Hard Mater,2000,18:287 -296.
[12]Dawson S,Hollinger I,Robbins H,et al.The Effect of Metallurgical Variables on the Machinability of Compacted Graphite Lron[J].Automotive Casting Processes and Materials,2001,1603:41 -59.
[13]ROSA Sílvia do Nascimento,DINIZ Anselmo Eduardo,ANDRADE Cássio Luiz F,et al.Analysis of Tool Wear,Surface Roughness and Cutting Power in the Turning Process of Compact Graphite Irons with Different Titanium Content[J].Journal of the Brazilian Society of Mechanical Sciences and Engineering,2010,32(3):234 -240.
[14]张玉玲.蠕墨铸铁铣削机理及其应用研究[D].上海:上海交通大学,2010.
[15]CHEN Ming,JIANG Li,GUO Guoqiang,et al.Experimental and FEM Study of Coated and Uncoated Tools Used for Dry Milling of Compacted Graphite Cast Iron[J].Transactions of Tianjin University,2011(17):235 -241.
[16]Da SILVA A M B,NAVES V T G,De MELO J D B,et al.Analysis of Wear of Cemented Carbide Cutting Tools during Milling Operation of Gray Iron and Compacted Graphite Iron[J].Wear,2011,271:2426 -2432.
[17]De OLIVEIRA V V.Effect of Tool Geometry on the Wear of Cemented Carbide Coated with TiAlN during Drilling of Compacted Graphite Iron[J].Wear,2011,271:2561 -2569.
[18]卢健林.蠕墨铸铁加工切削用量对刀具耐用度影响的研究[D].上海:上海交通大学,2009.
[19]SCHULZ H,REUTER U,MCDONALD M.Boring Tools-Now There is a Way to Machine Compacted Graphite Iron Effciently[J].Engine Technol Int,2000(9):29 - 30.
[20]SKVARENINA S,SHIN Y C.Laser-assisted Machining of Compacted Graphite Iron[J].Machine Tools & Manufacture,2006,46:7 -17.
[21]NAYYAR V,GRENMYR G,KAMINSKI J,et al.Machinability of Compacted Graphite Iron(CGI)and Flake Graphite Iron(FGI)with Coated Carbide[J].Int J Machining and Machinability of Materials,2013,13(1):67-90.
[22]NAYYAR V,KAMINSKI J,KINNANDER A,et al.An Experimental Investigation of the Influence of Cutting Edge Geometry on the Machinability of Compacted Graphite I-ron[J].International Journal of Manufacturing,Materials,and Mechanical Engineering,2013,3(1):1 -25.
[23]ABELE E,SCHRAMM B.Using PCD for Machining CGI with a CO2 Coolant System[J].Production Engineering,2008,2(2):165 -169.
[24]王德跃,王华侨,张杰.高速切削在铸铁和合金钢加工中的应用研究[J].CAD/CAM与制造业信息化,2004(11):85-89.
[25]GABALDO Sander,DINIZ Anselmo Eduardo,ANDRADE Cássio Luiz F,et al.Performance of Carbide and Ceramic Tools in the Milling of Compact Graphite Iron-CGI[J].ABCM,Special Issue 2010(5):511-517.
[26]HECK M,ORTNER H M,FLEGE S,et al.Analytical Investigations Concerning the Wear Behavior of Cutting Tools Used for the Machining of Compacted Graphite Iron and Grey Cast Iron[J].Refractory Metals & Hard Materials,2008,26:197 -206.
[27]http://www.ctemag.com/aa_pages/2009/0909_MakingAuto.html.
[28]NAYYAR V,KAMINSKI J,KINNANDER A,et al.An Experimental Investigation of Machinability of Graphitic Cast Iron Grades;Flake,Compacted and Spheroidal Graphite I-ron in Continuous Machining Operations[J].Procedia CIRP,2012(1):488-493.
猜你喜欢
建筑与预算(2020年11期)2021-01-13
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
机械设计与制造(2020年10期)2020-10-21
建筑与预算(2020年2期)2020-04-16
传媒评论(2017年10期)2017-03-01
现代制造技术与装备(2015年4期)2015-12-23
制造技术与机床(2014年5期)2014-04-27
