
给您的印刷做诊断
2014-06-10 13:21赵广
印刷技术·数字印艺 2014年4期
赵广
俗话说:“人吃五谷杂粮,哪有不生病。”为防患于未然,我们一般都会定期去医院做体检,以了解自己当前的身体状况。那么,有什么方法可以为印刷做“体检”诊断呢?在此,笔者介绍一种为印刷做“体检”诊断的工具、方法和手段——i-Color QC印刷服务体系,通过这一体系,印刷企业可以将影响印刷的各环节数据化、标准化,以达到控制印品质量的目的。
i-Color QC的诊断过程
i-Color QC贯穿印前、印刷两大环节,其实施分为以下几个步骤。
1.印前制版
印刷企业在正常的生产条件下,采用i-Color QC指定的标准测试文件(PDF文件)制作一套四色印版,并在同等条件下另出一张M版供结果分析使用。此时需要同步记录印前制版条件,如加网线数、加网方式、制版设备型号、冲版设备型号、版材名称、显影参数等。
2.上机印刷
印刷企业在正常印刷状态下,将整套四色印版上机印刷,按照日常产品标准印刷,同时记录印刷过程中的相关参数,例如印刷设备型号、油墨类型、纸张类型、橡皮布类型、印刷色序、印刷速度、胶辊压力、车间温湿度、润版液参数等。
3.取样分析
将最终确认的印刷样张以及M版作为取样样品送至富士印刷试验室,富士工程师将会把数字化测量仪器连接到ISS印刷品测定分析系统,对印刷样张和M版做数据测试和图表分析,根据分析结果写出评语并得出结论,同时提出下一步改进建议。
4.结果反馈
富士把汇总整理得到的《i-Color QC报告》以书面形式提交给印刷企业,双方对报告结果进行磋商并对下一步改善方向提出规划。
5.改善生产
印刷企业可对照报告结果有针对性地逐项落实改善措施,有必要时可请相关供应商协助。笔者建议印刷企业在改善生产后,利用i-Color QC再做一次诊断,以确认改善成效。
从实施步骤上来看,i-Color QC是一种类似自我闭环校正的系统,不断地发现问题,解决问题,修正当前结果,以缩小与标准之间的差距。需要指出的是,i-Color QC重在发现问题,排除隐患,但并非是印刷企业通过一两次测试就可以解决所有问题的“灵丹妙药”。影响印刷的因素非常多,定期利用i-Color QC进行印刷诊断非常有必要,建议印刷企业一年至少进行3~4次。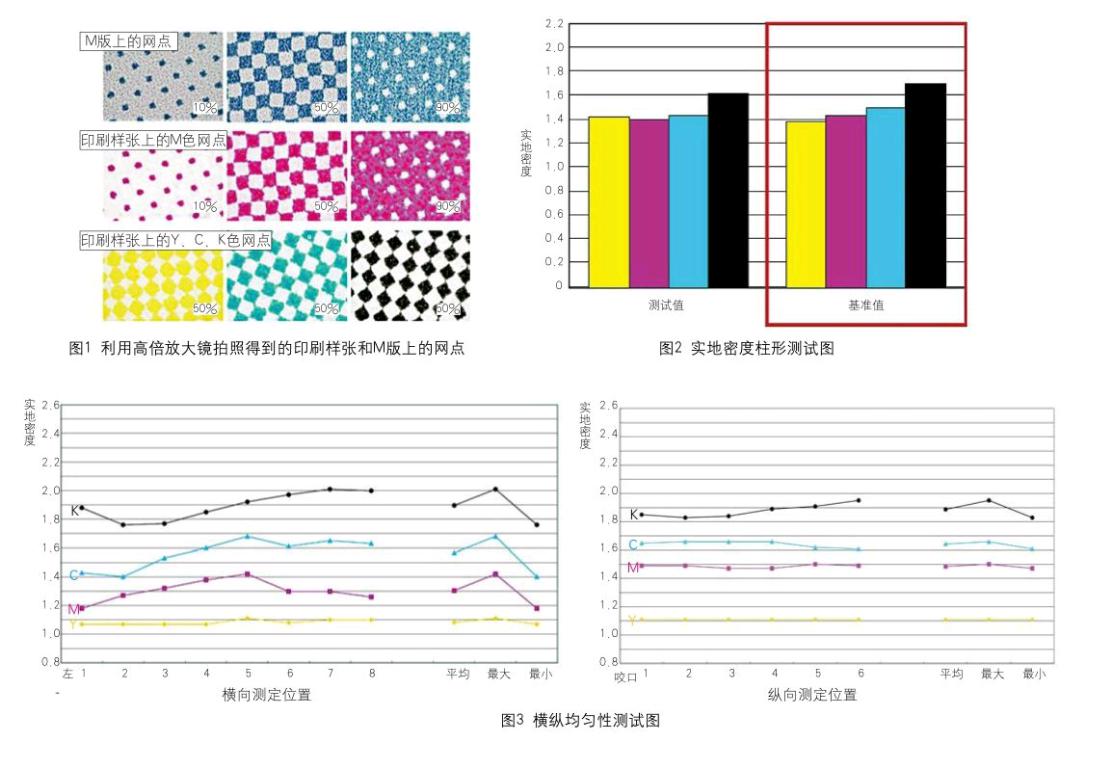
i-Color QC的诊断内容
i-Color QC的诊断内容主要包含以下部分。
1.网点形状
利用高倍放大镜对取样的印刷样张和M版进行拍照,可以了解从印前到印刷的整个过程中高光、中间调、暗调区域的网点从印版到纸张上的变化情况。在此,一方面需要重点关注不同阶调下各分色版的网点还原情况,另一方面需要观察是否存在网点拖尾、发虚或空心点等印刷故障。图1为利用高倍放大镜拍照得到的印刷样张和M版上的网点。
2.实地密度
作为色彩评估的一项基本参数,实地密度也是i-Color QC诊断内容中不可缺少的组成部分。实地密度直观反映了各色墨层的厚度,另外其也与纸张、油墨和印刷方式等密切相关。按照不同的纸张、油墨类型,以ISS印刷品测定分析系统数据库中的数千组数据作为平均值的基准,与取样的印刷样张进行四色实地密度值的比对,结果以柱形图显示出来,如图2所示。在报告中,密度值评定会标注使用Status T或Status E。
3.横纵均匀性
横纵均匀性检测的目的是要保证在同一印刷样张上,相同颜色在前后、左右位置都保持一致,避免出现“前深后浅”或“左右不平”等现象。相对来说,横向均匀性(左右)一般比纵向均匀性(前后)波动要大,这主要考验印刷设备状态和印刷师傅的技能;纵向均匀性(前后)一般与印刷设备的墨路设计有关,较难进行人为调整。两者一般都建议控制在0.1以内。图3为横纵均匀性测试图。
4.阶调还原
理论上,实地密度越高,印刷过程对原稿的阶调压缩就越小。但考虑到承印物的不同,实地密度通常被限定在相对合理的范围内,这时就要关注印刷反差K值的表现了。K值愈大,印刷所能再现的层次就愈多,暗调细节就愈丰富;反之,K值愈小,印刷所能再现的层次就愈少。阶调还原表现通常以密度值来计算绘制,所以i-Color QC中的阶调曲线与G7的NPDC曲线图有些类似,只不过是分色版显示,图4为Y版和M版的阶调曲线。
5.网点增大
网点增大是印刷色彩评估的一项重要参数,i-Color QC中定义了标准的网点增大曲线(蓝色为基准线),如果网点增大过低则颜色偏浅,视觉感觉颜色不够艳;如果网点增大过高则颜色偏深,视觉感觉颜色太重。标准四色版的网点增大曲线呈抛物线形状,并且较为平滑。在i-Color QC中,通过将网点增大曲线与基准曲线对照,就可以一目了然地发现哪种色版在哪个区域的网点增大异常。此外,通过观察阶调过渡自然还是跳变,还可以判断或推导出其他结论。图5为Y版和M版的网点增大曲线。
6.色域
通过测量标准测试文件中的ECI-2002色表,i-Color QC可以生成印刷能够再现的最大色域。通常,抽检的印刷样张要达到基准Lab值。根据色域图,可以判断出实地密度是否印得足够以及油墨本身的情况等。例如,如果印刷色序不正确,采用KMCY而非KCMY,那么色域图上就可以看出蓝色偏红偏紫。图6为色域图。
7.色相
这里的色相主要针对一次色和二次色而言。通过对这些基本色进行LCH测量评估,可以得出相关结论。图7为LCH图。C(彩度)的差异可以通过加减密度来改善,但如果H(色相)出现偏差,那么就是油墨本身的问题了,需要对油墨进行重新调整。
8.叠印率
如果一次色印得不好,就会反应到二次色中,但如果一次色没问题,二次色出现问题,那么就是叠印率的原因了。控制叠印率的意义是为了避免湿叠湿或湿叠干时,叠印率过低,不能满足色调还原的要求。叠印率越高,即叠印后的密度越高,说明叠印效果越好。油墨的黏度、印刷色序等都直接影响叠印率。图8为叠印率测试图。
除了上述项目外,i-Color QC的诊断内容还包括灰平衡、光泽度、鬼影等。ISS印刷品测定分析系统会根据所有内容进行综合评估,给出一个质量等级,同时将诊断报告的要点以最终结论的形式单独整理出来,并附上资深工程师有针对性的专业建议,作为印刷企业下一步改善生产的方向和目标。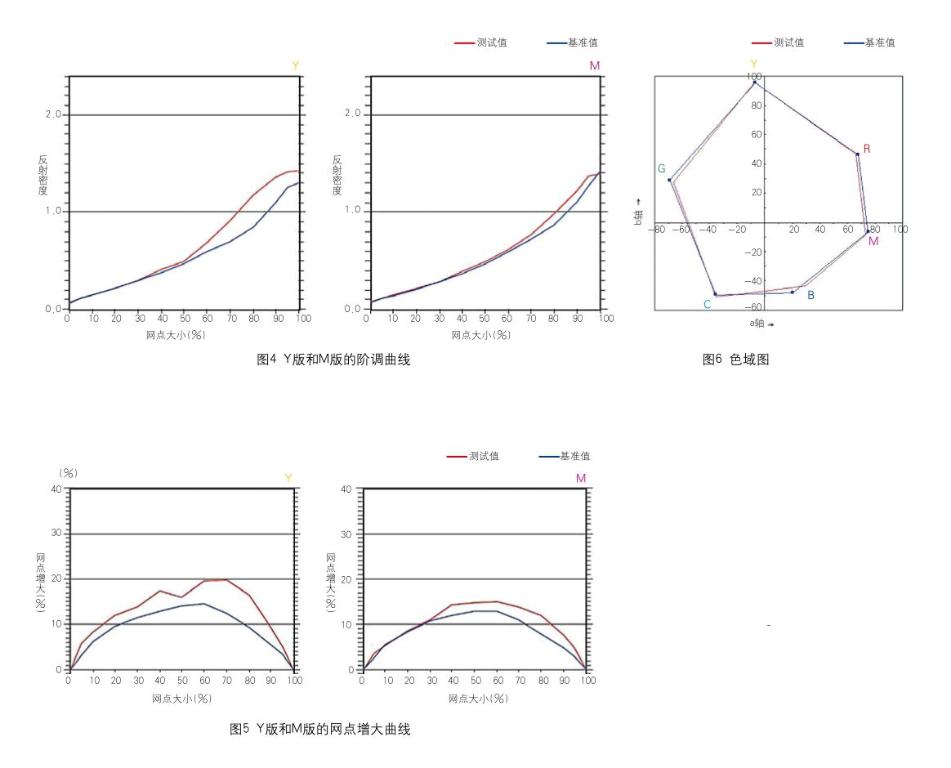
i-Color QC的实施效果
通过利用i-Color QC进行印刷诊断,印刷企业可获得以下效益。
1.解决印前印刷矛盾
很多印刷企业每遇到印出来的色彩不准时,印刷部门和印前部门就会陷入争执,双方各执一词,但又没有有力的证据来说服对方。i-Color QC就可解决这个问题,以第三方客观的角度用科学的方法和大量的数据来分析整个印刷生产过程,找出问题所在并分析原因,使部门沟通更为顺畅,从而不断改善和提高印刷生产。
2.提升印刷色彩品质
无论是印版网点,还是实地密度、阶调还原、网点增大或是印刷色域,通过i-Color QC的全面把脉和精确诊断,都将在原有基础上更上一层楼。很多参与过i-Color QC诊断的印刷企业表示,以前印刷基本都是闭门造车,自己的单自己说了算,也不知道其他人印得怎么样,i-Color QC让我们知道了人外有人,天外有天,尤其知道了自己的不足以及问题所在,例如原来印品色相整体偏红,现在才知道是所用黄墨色相偏红。
3.稳定生产体系
i-Color QC不但可以全面诊断出印刷过程中存在的一系列人为控制问题,如制版网点偏小、印刷密度不当等,还能从数据反映出一些非人为因素,如油墨色相值偏离标准值,从而帮助印刷企业进行一系列改善。而且每次测试过程中,印刷企业都要检查和记录相关生产参数,建立健全数据记录制度,对各方面的参数指标进行全面监控,同时还能根据数据变化,很容易地查出问题所在。这种方式都会被贯穿到后续的日常生产中,无形中规范和稳定了印刷企业的生产体系。
猜你喜欢
家庭影院技术(2021年6期)2021-07-28
激光技术(2021年4期)2021-06-24
锦绣·上旬刊(2020年10期)2020-12-14
大众科学·中旬(2020年3期)2020-05-26
天津科技大学学报(2019年5期)2019-10-23
出版与印刷(2013年4期)2013-12-15
陕西科技大学学报(2013年6期)2013-01-30
成才之路(2009年17期)2009-06-13
