轧机辊轴承座的机械加工工艺研究*
2014-07-20 11:52边述华
长沙大学学报 2014年2期
边述华,陈 云
轧机辊轴承座的机械加工工艺研究*
边述华,陈 云
(安徽国防科技职业学院实验实训中心,安徽六安237011)
轧机辊轴承座结构复杂,轴承孔精度要求高、壁厚差大,不利于进行机械加工.通过先粗后精、先孔后面、先车后磨、不断消除残余应力的加工工艺,解决了相关技术问题.
轴承座;加工工艺;精度
轧机辊轴承座(以下简称轴承座)是轧机中的重要部件之一,在轧机轧钢过程中,它通过轧辊与内部轴承的连接,保证轧辊和轴承内圈平稳回转,避免因承载回转引起的轴承跳动或扭动,其性能的好坏直接影响轧机产品的生产质量高低.
某公司应国外一钢厂需要,设计制造新型轴承座,经现场测绘,轴承座的设计问题得到解决,随之而来的是轴承座加工制造问题,由于其结构复杂、精度要求高,很不利于机械加工.基于轧机辊轴承座加工难度大的情况,对其加工工艺开展了深入研究,并在本文进行讨论.
1 轴承座基本参数及技术要求
1.1基本参数
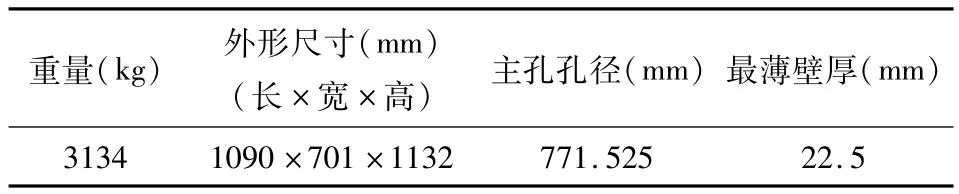
表1 轴承座基本参数
1.2精度技术要求
轴承孔要求φ771.525+0.029+0.152、表面粗糙度为Ra1.6,轴承孔的直线度和圆度为0.02mm,两滑板面与轴承孔中心对称度的要求为0.02mm.对于精度要求高的轴承座,合理编制其机械加工工艺十分重要.
1.3基本形状
图1、图2所示为轴承座的主视图及剖视图,图3为轴承座三维实体图.
2 轴承座机加工工艺路线
铸造→粗加工→检验(余量及探伤检查)→热(调质处理)→检(机械性能检验)→划线→铣→立车→检→镗铣(分别粗、半精铣各表面的孔、槽)→时效处理→钻孔及攻丝→孔系精车→精铣两侧滑板面→钳→总检→油漆、加工表面防锈处理.
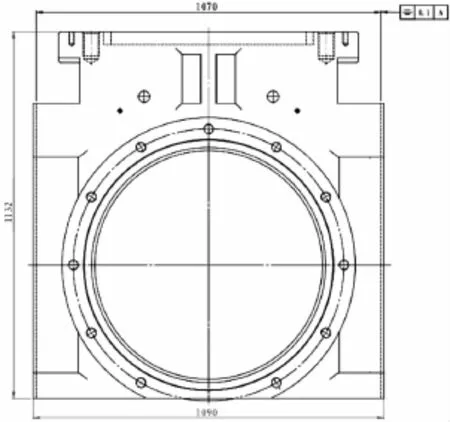
图1 轴承座主视图
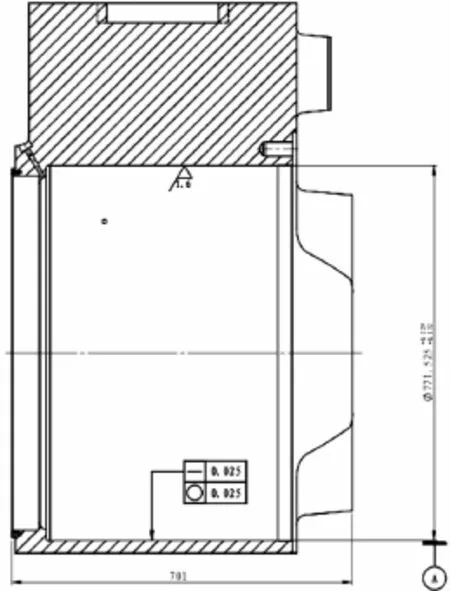
图2 轴承座剖视图

图3 轴承座三维实体图
3 工艺分析与讨论
轴承座结构复杂,轴承孔精度要求高,壁厚差很大,且热应力变形不均,不利于机械加工,两侧滑板面对轴承孔的形位公差要求较高,其加工精度直接影响着总装精度及后续生产工作.为了提高轴承座的产品质量,我们从以下几个方面[1-3]入手:
(1)材质选择:选择有较高强度和较好塑性的钢(如ZG270—450),这类钢铸造性能好,焊接性较好,可切削性佳.
(2)加工刀具的选择:加工轴承座的刀具应耐用,易磨的高速工具钢和易被冲击的金刚石不适合,硬质涂层合金强度高、耐冲击、耐磨,因此,可以选用其做为加工刀具.
(3)铸造工艺优化:冒口补缩距离可适量增加,合理建立温度场,更好地控制铸件的凝固顺序,这样便可将缩孔等缺陷向冒口方向移去,以得到致密铸造毛坯.
(4)加工基准的选择:设计轴承座的基准为其轴承孔,遵循基准重合原则,选择轴承座中心孔为加工工艺基准,孔的端面为定位基准,便于控制各面的位置公差.
(5)形位公差保证:轴承座主孔主要装轴承,两侧滑板面与主孔有位置公差要求,所以主孔和滑板面是轴承座加工的主要要素.滑板面和轴承座主孔存在先后加工顺序,目前,有两种思路:第一种“先孔后面”,另外一种“先面后孔”.第一种方案容易控制滑板面与主孔的位置公差,但给已加工好的内孔带来变形;第二种方案在最后加工主孔时,由于要保证滑板面与主孔的位置公差,装夹找正较难.解决问题要抓主要矛盾,对于主孔精度要求高的轧机,可将主孔作为加工的主要要素,即采用“先面后孔”,而对于滑板面与主孔位置公差要求高的轴承座,则采用“先孔后面”.
(6)热处理工艺确定:轴承座结构复杂,精度要求高,加工必须分为粗、精加工进行,这样可以消除铸造产生的内应力与粗加工造成的残余应力,所以,在粗加工后和精加工前安排两道热处理工序,即:调质和时效处理.
(7)粗加工所留加工余量确定:粗加工阶段是粗加工主要面和精加工不重要面.主要面的余量去除是暴露铸造缺陷,以便在精加工阶段处理.参考相关资料并不断总结经验,粗加工后单边可留4~5mm余量.
4 检验
产品质量经检验符合图纸规定的技术指标,使用状况良好.
5 结束语
随着信息钢铁行业和汽车业的快速发展,特别是经济危机后行业的振兴,对轧机辊轴承座产品的需求量越来越大,加强其研制和工艺技术的开发成为当务之急.本文轧机辊轴承座的机加工工艺方法可以为其他各类轧机轴承座(工作辊轴承座、支承辊轴承座)产品工艺技术开发提供参考.
[1]王先逵.机械加工工艺手册[M].北京:机械工业出版社,2006.
[2]陈云,张德智,石珍强,等.轧机轴承座工艺分析[J].机械工程师,2012,(6):124-125.
[3]葛良水.轧机轴承座精密加工关键技术研究[D].沈阳:东北大学硕士学位论文,2007.
Study on the Processing Technology of M ill Bearing Chock
BIAN Shuhua,CHEN Yun
(Experiment and Practice Training Center,Anhui National Defense Vocational College,Lu’an Anhui237011,China)
Mill rolling chock has complicated structure;its hole has high precision requirementand the thickness difference of the hole is large,so the processing technology is very difficult.Through the processing technology which is rough at firstand then fine,processes the hole at first and then the face,turns at first and then grinds and continuously eliminatesmachining residual stress,this study has solved related technical problems.
bearing seat;processing technology;precision
TH162.1
A
1008-4681(2014)02-0020-02
(责任编校:晴川)
2014-03-01
安徽省高等学校教学质量工程项目(批准号:2012jjd064).
边述华(1972-),男,安徽六安人,安徽国防科技职业学院实验实训中心实验师.研究方向:机械制造及加工.
猜你喜欢
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
辽宁师专学报(自然科学版)(2021年1期)2021-07-21
重型机械(2020年3期)2020-08-24
制造技术与机床(2019年8期)2019-09-03
制造技术与机床(2018年8期)2018-10-09
农机使用与维修(2018年2期)2018-02-26
中国铸造装备与技术(2017年3期)2017-06-21
综合智慧能源(2017年10期)2017-01-18
综合智慧能源(2016年1期)2016-02-03