
常减压装置加热炉复合管泄漏分析
2014-07-21 07:50陈龙
全面腐蚀控制 2014年5期
陈 龙
(海南炼油化工有限公司,海南 洋浦经济开发区 578101)
0 前言
奥氏体不锈钢相对于碳钢等具有优良的耐腐蚀性,但奥氏体不锈钢含有大量的镍、铬。中国是一个贫镍、铬国家,为节省贵重金属、降低材料费用,很多过程设备或管道都采用内衬不锈钢复合材料进行制作。但是,由于我国不锈钢复合板的加工水平不高,复合板的基层和复层之间存在一定空间,如果在施工焊接中处置不当,往往会造成设备或管道快速腐蚀失效。
某炼油厂800×104t/a常减压装置常压炉有8路进料,炉管材质为P5,炉出口扩径前转油线材质为1Cr5Mo,扩径后的转油线采用20R+00Cr19Ni10不锈钢复合管(复合层3mm),工作压力在0.08~0.2MPa之间,工作温度在340~360℃之间,管内介质为闪蒸塔底油。在管道投用运行7年后,复合管的一些焊缝开始发生腐蚀泄漏,影响了装置的安全平稳运行。
1 转油线焊缝泄漏分析
通过对转油线泄漏的部分进行剖开检查,发现复合管泄漏部位的复层完好,说明管道选材不存在问题;但复合管开口处未封焊、基层未堆焊,没有复层保护的基层焊缝冲刷腐蚀较严重,说明转油线的实际焊接过程出了问题,如图1所示。为此,对转油线重新做了焊接工艺评定,发现管道实际施工与焊接评定工艺相差甚远,完全不能满足实际生产要求。

图1 1Cr5Mo支管与不锈钢复合主管实际焊接情况
1.1 复合管焊接工艺评定
由于不锈钢复合管的复层导热系数小、线膨胀系数,又由于不锈钢复合管的复层和基层之间存在空隙,若不采取措施而直接施焊,将会使焊接难度大大增加,并使焊接合格率显著降低。因此,对于不锈钢复合管,应在加工坡口时采用氧气乙炔火焰将基层从复层上剥开一段儿,然后使用棒式砂轮机打磨除去复层上的氧化层,然后对复层和基层结合处进行封焊处理,并做渗透检查焊接质量,使得在焊缝附近的基层与复层形成冶金结合[1]。
根据GB/T 13148-2008“不锈钢复合钢板焊接技术要求”[2],确定复合管的焊接工序是先焊复材,再焊过渡层,最后焊基材,而基材的焊材必须用与过渡层焊接相同的奥氏体焊条或焊丝。根据SH/T 3526-2004“石油化工异种钢焊接规程”[3]和SH/T 3527-2009“石油化工不锈钢复合钢焊接规程”[4],确定选用A302焊条对以上焊接工序进行焊接。在整个转油线的施工中存在1Cr5Mo管与不锈钢复合管对焊、1Cr5Mo支管与不锈钢复合主管焊接、不锈钢复合管与不锈钢复合管对焊以及不锈钢复合支管与不锈钢复合主管接焊四种形式,焊接工艺评定如下:
1.1.1 1Cr5Mo管与不锈钢复合管对焊
1Cr5Mo管与不锈钢复合管对焊有四道焊接工序,分别是1-00Cr19Ni10与20R焊接(封焊)、2-1Cr5Mo与00Cr19Ni10焊接(打底焊)、3-1Cr5Mo与20R焊接(填充焊)、4-1Cr5Mo与20R焊接(盖面焊)。每道工序完成后应进行渗透检查,合格后方可进行下一步工序。焊接工艺评定要求的焊接工序、接头形式和各项参数见图2和表1。
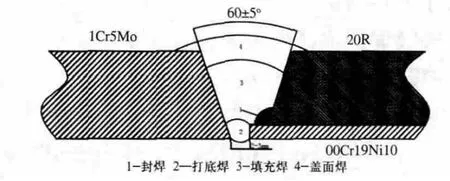
图2 1Cr5Mo管与不锈钢复合管对焊示意图
1.1.2 1Cr5Mo支管与不锈钢复合主管焊接
由于1Cr5Mo支管与不锈钢复合主管成45°角连接,在焊接时,主管的部分基材就无法施焊,需要对主管的基材进行不锈钢堆焊处理,堆焊层应焊接两遍,以增强基材的耐蚀性。在1Cr5Mo支管与不锈钢复合主管焊接中有四道焊接工序,分别是1-复层00Cr19Ni10与基层20R焊接(封焊)、2-主管基层坡口20R堆焊、3-1Cr5Mo与基层20R焊接(填充焊)、4-1Cr5Mo与基层20R焊接(盖面焊)。每道工序完成后应进行渗透检查,合格后方可进行下一步工序。焊接工艺评定要求的焊接工序、接头形式和各项参数见表1和图3。
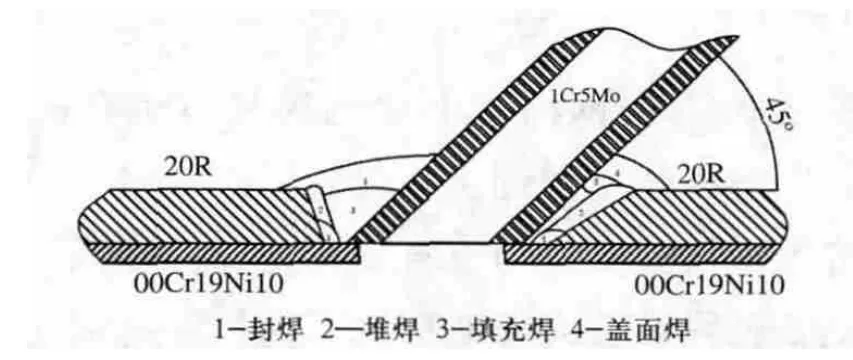
图3 1Cr5Mo支管与不锈钢复合主管焊接示意图

表1 焊接参数表
1.1.3 不锈钢复合管与不锈钢复合管对焊
不锈钢复合管与不锈钢复合管对焊有四道焊接工序,分别是1-复层00Cr19Ni10与基层20R焊接(封焊),2-复层00Cr19Ni10与复层00Cr19Ni10焊接(打底焊)、3-基层20R与基层20R焊接(填充焊)、4-基层20R与基层20R焊接(盖面焊)。每道工序完成后应进行渗透检查,合格后方可进行下一步工序。焊接工艺评定要求的焊接工序、接头形式和各项参数见图4和表2。

图4 不锈钢复合管与不锈钢复合管对焊示意图
1.1.4 不锈钢复合支管与不锈钢复合主管焊接
由于不锈钢复合支管与不锈钢复合主管成45°角连接,在焊接时,支管和主管的部分基材就无法施焊,需要对支管和主管的基材进行不锈钢堆焊处理,以增强支管和主管基材的耐蚀性。在不锈钢复合支管与不锈钢复合主管焊接中有三道焊接工序:分别是1-复层00Cr19Ni10与基层20R焊接(封焊);2-主管基层坡口20R堆焊;3-支管基层20R与主管基层20R焊接(填充焊)。每道工序完成后应进行渗透检查,合格后方可进行下一步工序。焊接工艺评定要求的焊接工序、接头形式和各项参数见表1和图5。
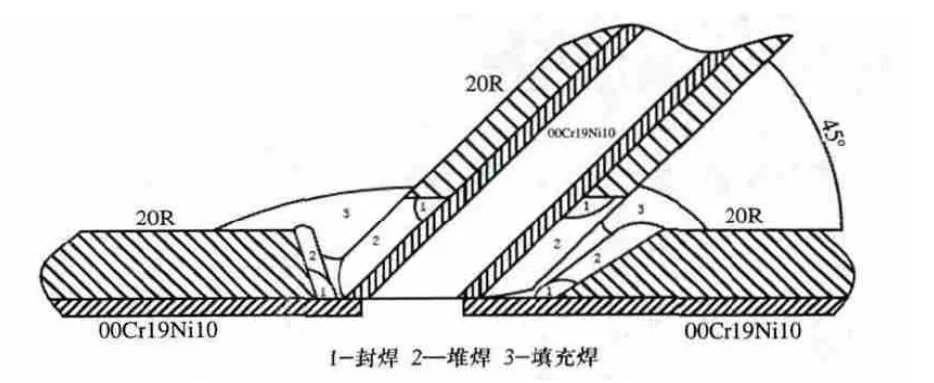
图5 不锈钢复合支管与不锈钢复合主管焊接示意图
1.2 转油线实际施工焊接问题
1.2.1 1Cr5Mo支管与不锈钢复合主管焊接问题
在1Cr5Mo支管与不锈钢复合主管实际焊接中,不锈钢复合主管的复层和基层剥离处未进行封焊,主管的基材未进行堆焊,施工人员仅用J427焊条将1Cr5Mo支管与复合管的基层(20R)进行了焊接,示意图如图6所示。在这种情况下,正常运行时不锈钢复合管的基层(20R)直接与腐蚀介质接触,在高温硫腐蚀和高温环烷酸腐蚀的共同作用下发生了腐蚀泄漏。化学反应如下:
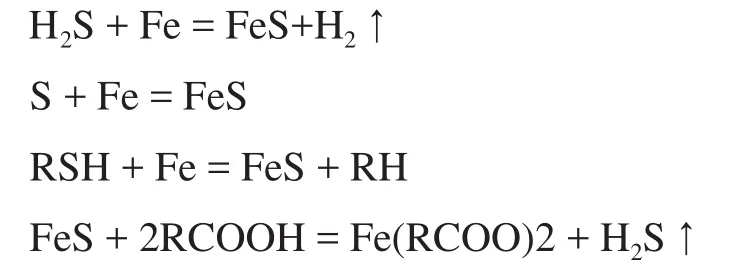
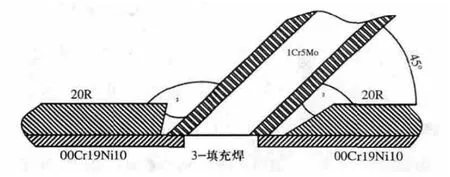
图6 1Cr5Mo支管与不锈钢复合主管实际焊接示意图
1.2.2 不锈钢复合支管与不锈钢复合主管焊接问题
在不锈钢复合支管与不锈钢复合主管实际焊接中,施工方未对不锈钢复合管的复层和基层剥离处进行封焊,未对复合管剥离的基层进行堆焊,仅用J427焊条将支管基层(20R)与主管的基层(20R)进行了焊接,示意图如图7所示。在这种情况下,正常运行时不锈钢复合管的基层(20R)直接与腐蚀介质接触,在高温硫腐蚀和高温环烷酸腐蚀的共同作用下发生了腐蚀泄漏。
2 结束语

表2 焊接参数表
不锈钢复合材料以其高耐蚀性和低成本特点广泛应用于石油石化行业,但是其焊接工艺复杂,焊接质量不易保证,并且这些管道主要使用在腐蚀性介质环境中,一旦施工质量出现问题,后续的渗透检查、试压等检验手段也很难发现内部缺陷。当装置正常运行时,暴露在腐蚀性介质中的基层将很快腐蚀穿透,给工厂的安全运行带来威胁,因此对于不锈钢复合管道要严格控制施工质量。要对施工人员进行技术交底,让其掌握施工要求和质量标准;对施工中的开口加工、复层的封焊、基层的堆焊等进行严格检验,每道焊口、每道工序均要由第三方监理人员检查确认,合格后方可进行下道工序,确保整个施工质量达到要求,这样才能充分发挥复合管道的优势,保障设备的长周期安全平稳运行。
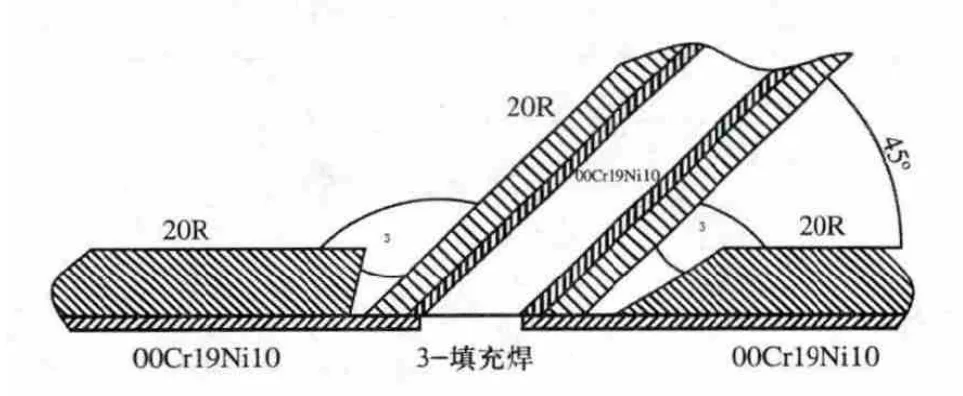
图7 不锈钢复合支管与不锈钢复合主管实际焊接示意图
[1]仇俊岳. 提高不锈钢复合管道施工质量探讨[J]. 石油化工建设,2011.01:58.
[2]GB/T 13148-2008. 不锈钢复合钢板焊接技术要求[S].
[3]SH/T 3526-2004. 石油化工异种钢焊接规程[S].
[4]SH/T 3527-2009. 石油化工不锈钢复合钢焊接规程[S].
猜你喜欢
今日农业(2022年16期)2022-11-09
电焊机(2022年7期)2022-08-10
材料科学与工艺(2022年1期)2022-03-11
建材发展导向(2021年14期)2021-08-23
绿色科技(2020年18期)2020-11-05
意林(绘英语)(2018年2期)2018-06-26
大陆桥视野·下(2016年12期)2017-08-03
科技创新与品牌(2016年9期)2016-11-03
科技创新导报(2016年5期)2016-05-14
科技与创新(2016年8期)2016-05-05
