
高浓度清液酒精发酵技术研究
2014-07-27 06:21张建博黄玉涛
创新科技 2014年12期
张建博 周 鹏 黄玉涛 刘 勇
(河南天冠企业集团有限公司,河南 南阳 473000)
高浓度清液酒精发酵技术研究
张建博 周 鹏 黄玉涛 刘 勇
(河南天冠企业集团有限公司,河南 南阳 473000)
本文介绍了一种高浓度清液发酵生产酒精的方法,淀粉质原料经液化后进行固液分离获得清液和固渣,清液加入糖化酶和酒母进行酒精发酵;固渣加水进行糖化处理,经再次固液分离获得含糖洗料水和废渣,含糖洗料水用于配料或酒母培养和发酵,废渣可制成饲料和肥料或用于沼气发酵。液化醪获得的清液不易染菌且在发酵过程中不会产生高糖抑制,减少发酵副产物的产生,可明显降低设备磨损,提高发酵设备利用率及蒸馏效率。发酵结果显示,成熟醪酒度超过15.4%(v/v),残总糖可低于1.05%,废渣淀粉含量低于2.82%,淀粉利用率可达96.6%以上。
淀粉质原料;清液发酵;液化醪;固液分离;淀粉利用率
酒精被广泛应用于食品、化工医药、染料、国防等行业。酒精不仅可作为一种燃料,更是一种战略物资,世界上2/3的酒精被用作燃料。发展酒精不仅可以促进农业的可持续发展,并且可以作为清洁能源代替汽油或汽油添加剂,减少工业大气污染,保护环境,同时也可缓解原油进口的压力。近年来,随着引进设备及工艺的应用和农作物结构的变化,用谷物、木薯原料制酒精的工厂发展速度较快,随着酒精产量的迅猛增长,酒精生产技术正发生日新月异的变化,快速向现代化迈进。生物工程菌构建、节能减排技术、自动化控制等高新技术的应用,已使酒精工业的面貌发生了翻天覆地的变化。
在传统酒精发酵的基础上发展出来的高浓度酒精发酵,是许多研究酒精的专家努力的方向。在传统的酒精发酵工艺中,所用的糖浓度一般在16%~25%(W/V)范围内,所用的酵母菌只能产生6%~12%(V/V)的乙醇,更高的底物浓度和以乙醇浓度对酵母菌生长和发酵会产生抑制作用;另外,高浓度的发酵液黏度高,输送困难大,易积料。而采用清液发酵,可以克服以上缺点,同时避免了原料中的沙石等杂物对换热器、阀门、泵等发酵设备的磨损,降低设备维修、维护成本,而且能够提高蒸馏效率,降低蒸馏能耗。
现有的清液发酵技术常采用深度糖化或全糖化工艺,容易在生产过程中发生染菌,而且高浓度的糖液体会对酿酒酵母产生抑制,造成发酵副产物含量增加,导致淀粉利用率降低。我们为了避免上述已有技术的不足之处,通过试验探索出一种更有效的清液发酵生产酒精的方法。该方法液化获得的清液不易染菌,且在发酵过程中不会产生高糖抑制,经固液分离获得的固渣加水进行糖化处理可明显减少淀粉损失,进一步提高了淀粉利用率。具体工艺流程见图1。
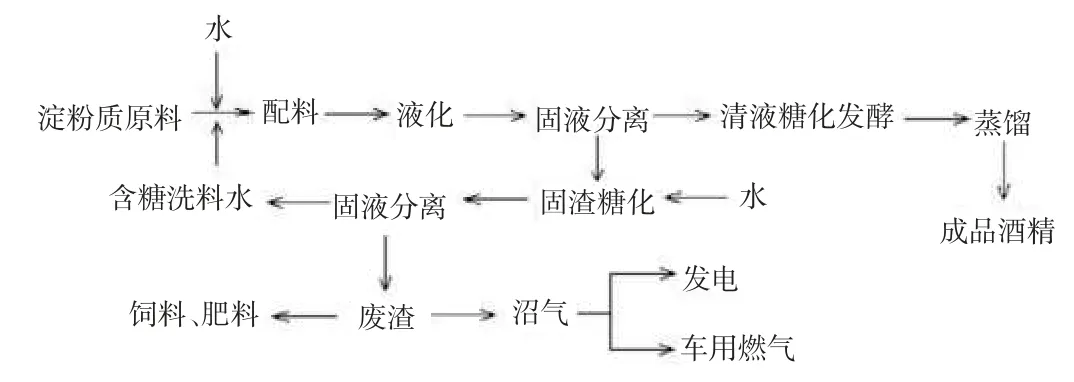
图 1 清液酒精生产新工艺流程
1 实验方法
淀粉质原料配料后调节pH、加酶进行液化,液化后固液分离,清液直接在32~35℃下糖化发酵,固渣在50~60℃下糖化后固液分离,并对分离物即含糖洗料水和固渣分别进行回收和利用。其工艺步骤包括:
1.1 取木薯与玉米3:1的混合粉300 kg,粉碎粒度50目,倒进2立方拌料罐中,加入自来水700 L,打开搅拌拌料,用NaOH调节料浆pH值为5.8,加入淀粉酶17 u/g干料,搅拌均匀后打开拌料罐夹套蒸汽加热,92℃保温液化2 h。
1.2 降至34℃后用板框过滤机过滤压榨,过滤机滤布为110目,清液泵至2T发酵罐,加入糖化酶170 u/g干料,接种干酵母(总发酵重量的0.1%),发酵前6小时通风作为酒母培养,然后停风发酵,34℃发酵25 h发酵结束,发酵结束后的成熟醪进入蒸馏工序,产出成品酒精,化验发酵成熟醪的酒精度、残总糖等发酵指标。
1.3 固渣卸下后倒回2立方拌料罐中,加水700 L,加入糖化酶60 u/g干料,62℃糖化2.5 h,用板框过滤机过滤压榨,获得的含糖洗料水先泵至1立方储罐中,500 kg用于下次拌料,剩余部分用于酒母培养(即加入干酵母后的发酵前期),废渣进入沼气系统发酵产出沼气或经烘干后产出饲料,化验废渣的水分含量和淀粉含量,用于计算淀粉损失率。
1.4 重复以上试验步骤a~c15次,第一次用自来水拌料,后14次用前一次的含糖洗料水拌料。
2 结果
对15批实验结果进行统计,计算平均:发酵成熟醪酒度15.4%(v/v),残总糖含量1.05%,废渣的水分含量56.7%,淀粉含量仅2.82%,淀粉利用率可达96.6%(见表1)。

表1 结果统计
3 技术优势分析
3.1 由于本工艺对传统的清液发酵生产酒精工艺进行了创造性的改进,采用液化后的原料固液分离、获得清液和固渣分别进行糖化处理的技术方案,液化醪获得的清液还原糖仅为4%~6%,大大低于全糖化获得清液20%~27%的还原糖含量,因而杂菌(特别是对酒精发酵危害巨大的乳酸菌、醋酸菌等)不易滋生。
3.2 清液中加入糖化酶和酒母,糖化和酒精发酵协同进行,清液中的还原糖含量可以始终维持在8%~14%的较低水平,而后持续降低至酵母菌将糖利用完全,故而发酵过程中酵母菌代谢始终比较旺盛,发酵结束后残总糖较低,发酵副产物也很少。本工艺的清液发酵生产酒精的方法,通过调整工艺和优化工艺参数,制备的发酵成熟醪酒度较高。
3.3 发酵时间大大缩短,与传统工艺比较,发酵时间由50h缩短为25h,明显提高了设备利用率;同时降低了长时间发酵生酸的可能性,减少了长时间发酵酵母自身代谢对糖分的消耗,淀粉利用率得以显著提高,由此实现了淀粉质清液酒精发酵的工业化生产的优化,同时大大提高了淀粉质原料综合利用价值,具有很大的经济和社会效益。
[1]方书起,赵银峰,牛青川.小麦粉清液生产酒精的工艺研究[J].酿酒科技,2005(05):64-65.
[2]房晓萍,孙晶,王宇建.酒精清液发酵补料工艺的研究[J].化工时刊,2007,21(08):35-37.
[3]王福荣.生物工程分析与检测[M].北京:中国轻工业出版社,2006.140-163.
[4]朱德明,匡钰,韩志萍,李积华,王晓芳.木薯酒精发酵工艺研究[J].广西农业科学,2008(04):470-472.
[5]李继德,王英华.木薯原料生产酒精的关键技术[J].酿酒科技,2001(6):60-61.
[6]吴国锋.酒精浓醪发酵的计算与分析[J].酿酒,2003,30(4):70-72.
[7]侯保朝,杜风光,郭永豪,贾新成,刘代武.高浓度酒精发酵[J].酿酒科技,2005(4):93-96.
[8]刘龙飞,马晓建 小麦粉清液酒精发酵工艺研究[J].河南教育学院学报(自然科学版),2004,13(4):57-58.
TQ920.6
A
1671-0037(2014)06-52-1.5
张建博(1981-),男,硕士研究生,研究方向:燃料乙醇生产技术研究。
猜你喜欢
氯碱工业(2022年1期)2022-07-02
水产科学(2022年3期)2022-06-08
纯碱工业(2022年2期)2022-04-22
有色金属(矿山部分)(2021年4期)2021-08-30
煤气与热力(2021年6期)2021-07-28
煤气与热力(2021年2期)2021-03-19
名城绘(2019年4期)2019-10-21
建材发展导向(2019年10期)2019-08-24
现代家庭(2018年3期)2018-03-29
绿色科技(2017年8期)2017-05-22
