新600 MW汽轮发电机定子冲片复式冲模设计
2014-08-02 03:58陈丽霞
上海大中型电机 2014年1期
陈丽霞
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
新600 MW汽轮发电机定子冲片复式冲模设计
陈丽霞
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
介绍了采用引进技术,对600 MW汽轮发电机定子冲片复式冲模设计的改进,采用一次两片冲制,小间隙配合,改进导向机构。新冲模简化了结构,减轻了模具制造及装配难度,缩短了加工周期,而且能节省大量冲片用料。
汽轮发电机;定子冲片;结构
0 引言
公司每年制造600 MW汽轮发电机最少10台,产量很大。现通过引进国外技术改进了定子冲片复式冲模采用小间隙配合,导向机构改用砂架结构。新结构大大简化了原结构,减轻了工具加工和装配难度,缩短了加工周期,而且能节省大量冲片用料。
1 600 MW汽轮发电机定子复式冲模新旧模具分析
600 MW汽轮发电机定子冲片(图1)外形复杂、槽形复杂、尺寸大精度要求非常高,并且对冲片的平整度及毛刺也有很高的要求。原冲模使用寿命较低,结构复杂导致模具复制周期长,模具的质量不稳定,模具崩角比较严重,毛刺大并且局部有翘曲,冲片质量不好保证,在冲制过程中很容易产生变形,包括尺寸及形状的变形。原冲模设计共52张图纸,现设计只有22张图纸;原冲模项号93项,现只有63项。新结构比较简单安装拆卸方便,缩短了制造周期,降低了操作者的劳动强度,大大提高了生产效率。一模冲两片,两片间距原设计17 mm,新结构设计9 mm。用料宽度原设计744.2 mm,现设计为723 mm。每冲两片节省材料0.170 067 kg(UG软件测量)。一台600 MW汽轮发电机需要冲片130 000片,一台就可省材料11 054 kg,按每年10台计,每年可省材料110 543 kg。所有的零部件都进行了优化设计。经过精心设计和制造出的模具冲出的冲片尺寸、精度和质量完全能满足产品的要求。

图1 600 MW汽轮发电机定子冲片
2 600 MW汽轮发电机定子复式冲模新结构的设计
该冲片尺寸公差要求0.03 mm,冲片毛刺也有严格要求。模具一模冲两件,两件冲片的一致性要求很严,误差不能大于0.03 mm。设计新模具时,充分考虑模块的热处理变形及加工时的变形,合理确定模具的拼块结构形式,并且确定合理的配合间隙,选取合适的模块材料,刮、托料为整体结构,使模具的精度能够满足产品的需要。经试冲效果很好,完全符合检查标准。毛刺只有0.05 mm,采取的主要技术措施如下。
2.1 上、下模块的固定方式
由于上、下模的配合间隙小,装配精度就要高于普通冲模。上、下模装配图见图2及图3。上下模块材料选择性能好的Cr12MoV。这种高铬工具钢优点是高淬透性、高耐磨性和热处理变形小等优点。厚度加到50 mm,既增强了模块的稳定性,同时又增加了刃口的有效高度,使模具的使用寿命大大增加。由于模块宽度40 mm,上模的周边就加挡块,使装配更加方便快捷,维修更容易,既方便加工,又节省工时。为避免工件产生毛刺和模具拼合面过早磨损,上下模的拼合面不应在同一位置,两者应该错开。模块用螺钉和销钉与模座固定。

图2 上模装配图

图3 下模装配图
2.2 刮料板、托料板的结构设计及导向机构
该套冲模尺寸精度高,并且冲制双片扇形,必须用500 t冲床冲制。由于500 t冲床是刚性卸料,对冲片的质量影响较大,卸料板的平面度及硬度直接影响冲片的平直度。为了防止刮托板在加工及冲制过程中的变形,刮托板采用整体结构而且加厚到20 mm,材料为Q235钢板,增大了刮托板的硬度和刚性,较好地缓解了在冲制过程中冲片的变形,较好地解决了冲片的局部翘曲的缺陷。双片间距为9 mm。双片间模块与刮板配合部分见图4,双片间顶杆与托板配合部分见图5。上、下模为小间隙配合。为了保证配合间隙的均匀,防止毛刺过大,导正部分采用砂架结构。导轴与导套通过滚珠保证过盈配合,在冲制过程中始终保证上、下模各部分的间隙一致,从而保证冲片的质量。
2.3 配合间隙及尺寸公差的选取
只有选择合适的间隙,才能保证冲片毛刺符合要求。选取了较小的间隙,并且要保证冲片合格必须保证间隙均匀。小间隙对模具的刃口磨损较大,因此要求模块强度要高、耐磨性好,并且对装配工人的技术水平要求也很高。为了保证冲模寿命,模块加厚加宽,并且选用高耐磨的优质材料。冲模一次试冲合格证明我们的间隙取得非常合理。冲制后尺寸容易产生塑性变形,并且冲片公差要求很严。按以往的公差选取方式,冲完冲片有可能超差。该冲模的公差按以下选取原则:落料时以凹模尺寸为基准,减小凸模尺寸来保证合理的间隙值,冲孔时以凸模为基准,扩大凹模尺寸保证合理间隙,即落外形取下限公差,冲槽取上限公差。本着这个原则选取的冲模尺寸公差值,试冲后尺寸完全符合产品的要求,极好地控制在产品的公差范围内。

图4 双片间模块与刮板配合部分
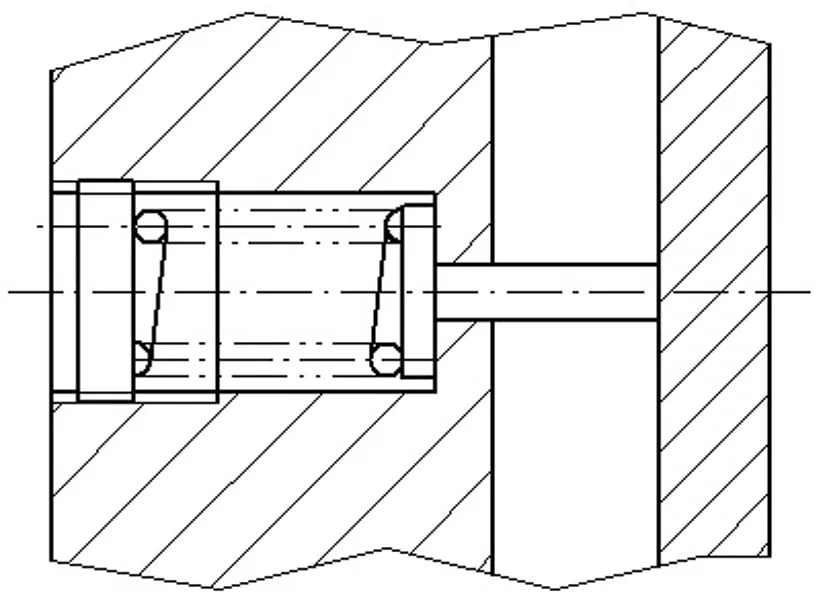
图5 双片间顶杆与托板配合部分
3 结语
600 MW汽轮发电机定子复式冲模已经制造完毕,现已冲完一台份冲片(共130 000片),完全满足制造600 MW汽轮发电机的需要。这说明冲模的结构先进,模块选材合理,通过一系列的技术改进,避免了500 t冲片常有的质量缺陷,如局部翘曲、毛刺大等质量缺陷,很好地保证了冲片的质量,完全符合检查标准。
陈丽霞,女,1965年生,1987年毕业于哈尔滨机械工业学校机械制造工艺与设备专业,现从事模具设计工作,高级工程师。
猜你喜欢
大电机技术(2022年4期)2022-08-30
锻压装备与制造技术(2021年3期)2021-08-13
大电机技术(2021年2期)2021-07-21
锻压装备与制造技术(2021年2期)2021-07-19
中国金属通报(2021年6期)2021-07-01
防爆电机(2021年1期)2021-03-29
装备制造技术(2020年4期)2020-12-25
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2017年10期)2017-11-28
上海大中型电机(2017年4期)2017-02-06