采用熔化极气体保护电弧焊的先进管道焊接技术
2014-08-05 09:05JernstrUusitalo
电焊机 2014年5期
P.Jernström,J.Uusitalo
(Kemppi Oy,Kempinkatu 1,15801 Lahti,Finland)
0 前言
过去50年间,管道焊接技术的发展迫使我们高效率、高质量地完成焊接[1]。先进焊接电源的出现,使在没有铜背垫的情况下进行外部单面焊接已成为可能。近年许多焊接设备制造商推出了为此设计的产品。如林肯电气公司(Lincoln)的表面张力过渡(STT)技术可用于在任何位置上进行单面留隙焊根焊接[2]。如今,伏能士(Fronius)、米勒(Miller)和伊达高科(EWM)在市场上均拥有各自的相应产品。
1 肯倍(Kemppi)WiseRoot+工艺特点
肯倍(Kemppi)的WiseRoot+工艺具有非常高的电压测量精度,电压则用于控制电流的输入。当电源检测到短路时,电流在受控状态下增加,并触发从焊丝到填充金属熔滴的过渡。如果电流测量精度非常高,在填充金属熔滴落下之前,电流便已下降,短路状态也随之终止。当短路终止于一个弱电流点时,填充金属将平缓过渡,不会产生飞溅。短路终止后,电流将产生一个脉冲,而该脉冲将使焊接熔池温度升高,但不会引起填充金属的过渡(见图1)。

图1 WiseRoot+工艺中电流和电压在一个短路周期内的变化
WiseRoot+工艺可用于管材和板材的无背垫单面留隙焊根焊接。焊接固定水平管道时,在12~6点钟位置采用下向焊工艺。对于垂直管道,也可在横焊(PC)位置进行焊接。焊接板材时,可以采用平焊(PA)、横焊(PC)、仰焊(PE)和立向下焊(PG)位置。
WiseRoot+的设计充分考虑了易用性要求。首先根据使用的填充金属焊丝和保护气体选择合适的焊接程序。然后用户选择所需的送丝速度,所选的焊接程序将负责对其他所有参数进行调整。同时,操作者还能使用一项微调功能调节电弧的热输入在焊接金属上产生的效果,该微调功能还会影响根部熔深。特别是当采用相对较大的根部间隙在3~6点钟位置对固定管道进行焊接时(见图2),可能会出现根部凹陷现象(见图3)。这是由热输入量过高引起的,并伴随着焊接熔池从焊根向内流动。在这种情况下,可以反方向调节微调控制功能,以减小热输入量。使焊根面上的焊接质量符合要求(见图3)。一般来说,‘–’调节适用于要求根部间隙较大的焊接场合,以确定焊接熔池不会升温过高。微调功能的‘+’调节适用于要求根部间隙较小的焊接场合,以确保坡口两侧在窄坡口中熔化。

图2 固定管道的焊接位置

图3 根部凹陷和符合要求的焊接
在焊接固定管道的过程中,可根据焊接位置的变化调整焊接参数设置。使用肯倍的FastMig X设备的MatchChannel功能,焊工可以在不中断焊接过程的情况下,随时改变存储通道。适合各个位置的最优参数保存在MatchChannel存储器中。Match-Channel功能使焊工在每个焊接位置上都能采用最优参数进行焊接,从而提高焊接质量和效率。不连续的焊接过程会严重影响工作效率,因为在继续进行焊接之前,必须将焊接端头磨圆。大部分焊接缺陷出现在重新开始焊接的位置,因此就这点而言,MatchChannel功能对改善焊接质量很有帮助。如果将较高的热参数值保存在另一个存储通道中(通过微调功能的‘+’设置),则该功能还能改善焊接起始和结束位置的焊接质量,降低焊接缺陷出现的风险。如果焊接的起始或结束位置在某个已完成的焊缝或定位焊缝之上,则必须将之前焊缝的边缘磨圆,以避免出现焊接缺陷。
WiseRoot+工艺设计用于对接接头的根焊。焊工可选择坡口的形状和类型,以适应待焊接工件的厚度。当工件厚度小于等于5 mm时,使用平头对接焊和0~3 mm的根部间隙(视工件厚度而定)。对于大于该厚度的母材,使用其他类型的对接焊。当工件厚度介于10~12 mm时,使用带间隙和坡口钝边的单面V形坡口(见图4)。WiseRoot+工艺具有以下优势:无论间隙有多窄,始终能够确保充分焊透。该间隙可以小到2 mm,同时坡口钝边增大到2 mm。可以从两个方面提高焊接效率:减小焊缝尺寸和进行根焊时使用数值较高的焊接工艺参数。
对于厚度较大的工件,采用双V形焊缝(坡口)或U形焊缝(坡口)(见图5)更具成本效益,因为这两类焊缝均有助于减小焊缝尺寸。类似的间隙和坡口钝边也可用于单面和双面V形焊缝(坡口)。U形(坡口)焊缝的间隙通常为0 mm,坡口钝边为1~2 mm。对于U形(坡口)焊缝而言,由于焊接速度较快,因此焊接工艺参数必须设置得更高,建议使用自动焊接。
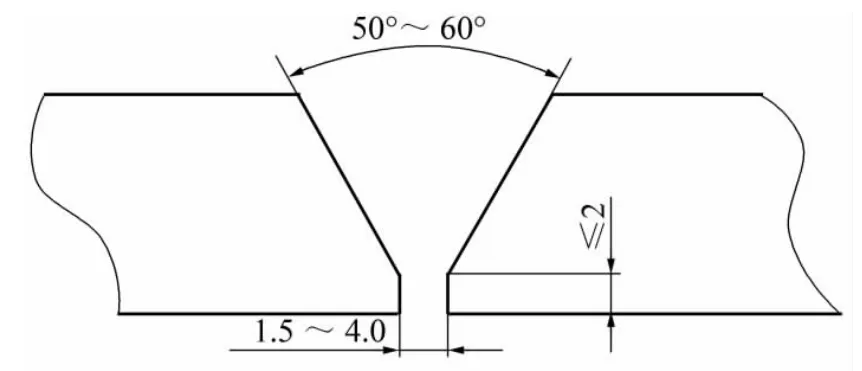
图4 厚度10~12 mm的母材的V形焊缝
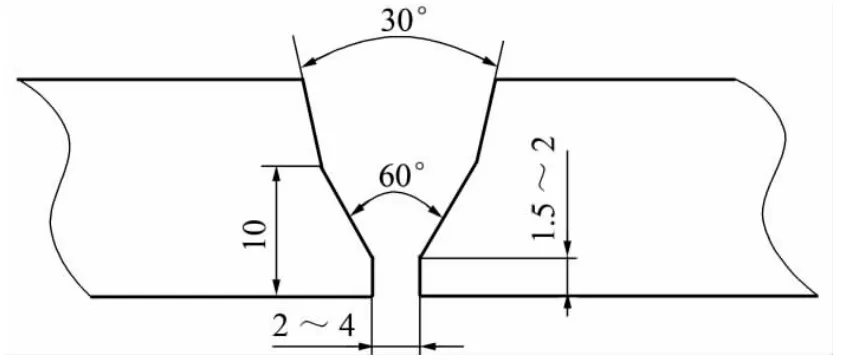
图5 尺寸较厚(厚度大于20 mm)的母材的对接焊缝
在某些情况下,间隙可能比图5中给出的尺寸还要大。但这不会给WiseRoot+工艺造成任何问题,该工艺也能够接受大间隙。
当间隙大于建议值时,焊接效率会受到影响,因为焊工不得不使用数值较低的焊接工艺参数。目前已经成功完成了间隙不超过10 mm的焊接试验。尽管建议不采用此类大间隙,但在一些无法确保精确配合的困难应用场合,这些大间隙仍可能出现。
该工艺非常适合钢材的根焊,还为焊机提供一系列焊接程序包,用户在焊接结构钢、不锈钢和高合金钢时,可以根据所使用的各类填充材料来选择合适的焊接程序包。此外,还提供适合尺寸为英制单位(1.045英寸,或1.14 mm),使用Ar和CO2混合气体的实心焊丝的焊接程序。该类焊丝常用于天然气管道(如在俄罗斯建设的天然气管道)的根焊。WiseRoot+工艺专为对接接头的根焊而设计。在产品开发过程中,主要关注点为所有位置上的管道对接接头的根焊。
2 焊接试验
采用肯倍公司FastMig X多功能GMAW设备(见图7)的标准功能之一——WiseRoot+工艺进行了焊接试验。试验的目的是评估该项新工艺是否适用于外径为600 mm的水平安装X60钢管。该钢管的壁厚为12 mm,接头为V形。间隙宽度2~3 mm,坡口钝边1.5~2 mm。焊接试验所采用的焊接工艺参数如表1所示。

图7 焊接试验环境

表1 试验焊接工艺参数
3 结果和分析
焊接试验结果表明,这项新工艺对改善电弧稳定性、焊池控制、熔透成形和焊接速度均具有积极作用。获得了光滑、均匀的根部焊道以及完全焊透和侧面熔合效果(见图8)。在确保焊接质量符合要求(符合标准ISO 5817的B级要求)的前提下,WiseRoot+工艺的最大焊接速度比钨电极惰性气体保护焊快3~4倍。
焊接试验结果表明,与采用传统的短路焊接工艺相比,采用WiseRoot+工艺的间隙宽度变化补偿更加容易。WiseRoot+工艺能接受的间隙尺寸更大,因此对接头的准备和配合精度要求更低,这不仅有助于节省时间,还能降低焊接接头准备的成本。
4 结论
介绍了一种新型焊接工艺,通过焊接试验对其进行了评估,试验结果表明:

图8 采用WiseRoot+工艺焊接的根部焊道宏观照片
(1)WiseRoot+工艺可用于管材和板材的无背垫单面留隙焊根焊接。焊接固定水平管道时,在12~6点钟位置采用下向焊工艺。
(2)该新工艺对改善电弧稳定性、飞溅、熔池控制、熔透成形和焊接速度均具有积极作用,获得了光滑、均匀的根部焊道以及完全焊透和侧面熔合效果。
(3)与采用传统的短路焊接工艺相比,采用WiseRoot+工艺的间隙宽度变化补偿更加容易。WiseRoot+工艺能接受的间隙尺寸更大,因此对接头的准备和配合精度要求低,有助于节省时间,降低焊接接头准备的成本。
[1]Yapp D.高效管道环焊:管道机械化电弧焊技术的发展[J].国际管路,2011(3):44.
[2]DeRuntz B D.应用于制造业的表面张力过渡焊接工艺[R].美国工业技术协会会议,2001:20-26.
猜你喜欢
造纸信息(2022年6期)2022-07-08
造纸信息(2022年5期)2022-06-16
中国金属通报(2022年1期)2022-06-02
造纸信息(2022年1期)2022-03-26
中国新技术新产品(2020年6期)2020-06-19
金属加工(热加工)(2020年12期)2020-02-06
中成药(2017年8期)2017-11-22
腹腔镜外科杂志(2016年11期)2016-06-01
磁共振成像(2015年9期)2015-12-26
应用科技(2015年5期)2015-12-09